一种电磁屏蔽层冲压装置的制作方法
1.本实用新型涉及一种冲压装置,特别涉及一种电磁屏蔽层冲压装置。
背景技术:
2.现有的电抗器生产都改为石棉纤维加低阻漆的方法,上述这种电抗器生产方法中需要大批量裁剪用于电磁屏蔽层的石棉纤维。但是,在实际的生产加工过程中,通过人工裁剪,从时间和完成度上来说,无法满足生产需求。现有人工在裁剪过程中,会出现不整齐,歪歪扭扭的现象,并且批量速度较慢,生产效率非常低。
3.冲压,是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。现有的冲压目前使用最广泛的是对于金属板材制成各种板片状零件和壳体、容器类工件,或将管件制成各种管状工件中。
4.对于石棉纤维材料制成的电磁屏蔽层来说,材质比较柔软,加大了冲压的难度。因此,需要重新设计一种适用于石棉纤维材料制成的较为柔软的电磁屏蔽层的冲压装置。
技术实现要素:
5.为解决现有技术存在的不足,本实用新型提供一种适用于石棉纤维材料制成的较为柔软的电磁屏蔽层的冲压装置。
6.本实用新型的技术方案为:
7.一种电磁屏蔽层冲压装置,包括冲压台和设置在冲压台上的冲压机构和压紧固定机构。所述冲压机构包括冲头、设置在冲头上的上模具和与上模具位置对应的固定在冲压台上的下模具。所述压紧固定机构包括第一升降台、第二升降台和垂直固定于第一升降台和第二升降台之间的压紧固定板,所述压紧固定板与冲压台平行设置,所述压紧固定板的中间设置有与上模具和下模具位置对应的冲压孔,所述冲压孔的孔径大于冲压屏蔽层的直径。
8.进一步的,所述上模具包括连接柱和内部中空底部截面为上长下短的梯形结构的冲压件,所述冲压件的底部边缘为无缝钢管开刃,所述连接柱与冲头连接。
9.更进一步的,所述下模具设置为实心圆柱状结构,所述下模具的顶部边缘设置有与冲压件底部相对应的冲压槽。
10.进一步的,所述第一升降台和第二升降台的结构相同,包括气缸固定座和升降气缸,所述气缸固定座固定在冲压台上。
11.进一步的,所述压紧固定板设置为矩形结构,所述第一升降台和第二升降台分别设置有2组且设置在压紧固定板的4个角上。
12.进一步的,还包括回收驱动机构,所述回收驱动机构固定在冲压台的一端,所述回收驱动机构包括驱动气缸和与驱动气缸的输出端连接的转辊,所述转辊与冲压完成后的废料连接。
13.本实用新型所达到的有益效果为:
14.本实用新型中的电磁屏蔽层冲压装置,通过压紧固定机构的设置,进一步加强在冲压的过程中,石棉纤维的稳固性。所述冲压件的底部边缘为无缝钢管开刃,述下模具的顶部边缘设置有与冲压件底部相对应的冲压槽,上述结构设置,保证了在冲压的过程中实现石棉纤维高效的裁剪。
15.本实用新型中的电磁屏蔽层冲压装置,进一步设置了回收驱动机构,可有效的将冲压完后的材料进行有效的回收,保证了工序的整洁性和便于废料的进一步回收利用。
附图说明
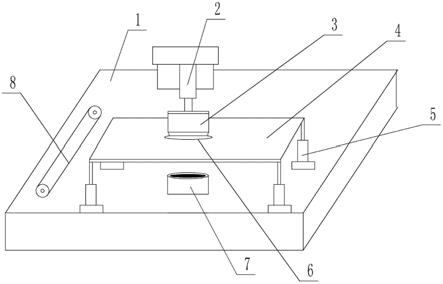
16.图1是本实用新型整体结构示意图。
17.图2是本实用新型中上模具结构示意图。
18.图3是本实用新型下模具中冲压槽结构示意图。
19.其中,1、冲压台;2、冲头;3、上模具;31、连接柱;32、冲压件;4、压紧固定板;5、第一升降台;6、冲压孔;7、下模具;71、冲压槽;8、转辊。
具体实施方式
20.为便于本领域的技术人员理解本实用新型,下面结合附图说明本实用新型的具体实施方式。
21.如图1
‑
3所示,一种电磁屏蔽层冲压装置,包括冲压台1和设置在冲压台1上的冲压机构和压紧固定机构。所述冲压机构包括冲头2、设置在冲头2上的上模具3和与上模具3位置对应的固定在冲压台1上的下模具7。具体的,所述上模具3包括连接柱31和内部中空底部截面为上长下短的梯形结构的冲压件32。所述冲压件32的底部边缘为无缝钢管开刃,便于电磁屏蔽层材料的有效裁剪。所述连接柱31与冲头2连接。所述下模具7设置为实心圆柱状结构,所述下模具7的顶部边缘设置有与冲压件底部相对应的冲压槽71。
22.所述压紧固定机构包括第一升降台、5第二升降台和垂直固定于第一升降台5和第二升降台之间的压紧固定板4。所述压紧固定板4设置为矩形结构,所述第一升降台5和第二升降台分别设置有2组且设置在压紧固定板4的4个角上。所述第一升降台5和第二升降台的结构相同,包括气缸固定座和升降气缸,所述气缸固定座固定在冲压台1上。
23.所述压紧固定板4与冲压台平行设置,所述压紧固定板4的中间设置有与上模具3和下模具7位置对应的冲压孔6,所述冲压孔6的孔径大于冲压屏蔽层的直径。
24.为了便于废料的回收利用以及操作的整洁性,还包括回收驱动机构,所述回收驱动机构固定在冲压台的一端,所述回收驱动机构包括驱动气缸和与驱动气缸的输出端连接的转辊8,所述转辊8与冲压完成后的废料连接。
25.在具体的使用过程中,电磁屏蔽层材料放置在下模具7和压紧固定板4之间,在冲压之前通过控制驱动气缸通过压紧固定板4将电磁屏蔽层材料压紧,然后冲压开始,上模具3向下冲压与下模具7接触,实现裁剪,裁剪完毕后裁剪好的电磁屏蔽层取出,剩余的材料通过转辊8转动收起。重复上述操作步骤。
26.以上所述的本实用新型实施方式,并不构成对本实用新型保护范围的限定。任何在本实用新型的精神和原则之内所作的修改、等同替换和改进等,均应包含在本实用新型
的权利要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1