一种自动翻转机构的制作方法
1.本实用新型属于汽车冲压件加工设备技术领域,具体地,涉及一种自动翻转机构。
背景技术:
2.汽车冲压件,顾名思义,就是构成汽车零部件的金属冲压件。在汽车冲压件中,一部分经冲压后直接成为汽车零部件,另一部分经冲压后还需经过焊接、或机械加工、或油漆等工艺加工后才能成为汽车零部件。
3.汽车冲压件品种繁多,如汽车减震器冲压件弹簧托盘、弹簧座、弹簧托架、端盖、封盖、压缩阀盖、压缩阀套、油封座、底盖、防尘盖、叶轮、油筒、支耳、支架等都属于汽车冲压件。
4.汽车冲压件通过冲压机器人进行冲压加工,然而,现有冲压机器人的上下工作台之间空间较小,在冲床对零件的一面冲压完毕需要翻面时,受上下工作台之间空间较小的限制,导致翻面耗时较多,增加冲压机器人的等待时间,影响冲压效率。
技术实现要素:
5.为解决上述存在的问题,本实用新型的目的在于提供一种自动翻转机构,所述翻转机构可带动产品进行180度的翻转,以此来达到产品翻面、冲压机器人直接取件无须等待件翻转的目的,减少冲压机器人取件等待的时间,实现工件连续冲压,操作方便,冲压节拍提升,降低了冲压成本。
6.为达到上述目的,本实用新型的技术方案是:
7.一种自动翻转机构,包括:支架,水平放置;支撑座,竖直设置于所述支架上表面一端;支撑杆,竖直架设于所述支架上表面另一端;摆动气缸,架设于所述支撑座上部,所述摆动气缸的输出端朝向支撑杆;摆动轴,水平设置,所述摆动轴的一端与摆动气缸的输出端连接,所述摆动轴的另一端可旋转地架设于支撑杆上,摆动气缸的输出端旋转带动摆动轴旋转;两摆动板,竖直间隔套设于位于支撑座和支撑杆之间的摆动轴上,一摆动板套设于靠近摆动气缸的摆动轴上,另一摆动板套设于靠近支撑杆的摆动轴上,摆动轴旋转,两所述摆动板同步旋转;至少一组夹持件组,包括两个夹持件,两所述摆动板的相对面上分别设置有一夹持件,两所述夹持件的夹持端相对设置,夹持件组的两所述夹持件位于摆动轴的轴向同侧,两所述夹持件配合形成对待冲压产品的夹持;控制器,设置于所述支架外侧,所述摆动气缸与控制器通信连接。
8.进一步地,所述摆动气缸的缸体通过一摆动气缸座架设于所述支撑座上。
9.进一步地,所述夹持件组的数量为两组,每组夹持件组包括两个夹持件,两组所述夹持件组位于所述摆动轴的轴向两侧,每组所述夹持件组的两个夹持件位于所述摆动轴的轴向同侧;每个所述摆动板上设置有两个夹持件,两所述夹持件以摆动轴为轴对称设置于所述摆动板两端。
10.进一步地,所述夹持件组中的每个所述夹持件对应一个导杆气缸,所述夹持件通
过导杆气缸设置于摆动板上;所述夹持件与导杆气缸的伸缩导杆连接,导杆气缸通过伸缩导杆带动夹持件伸出或收缩,所述导杆气缸与控制器通信连接;所述夹持件为夹爪。
11.进一步地,所述夹持件组中的至少一个夹持件所对应的导杆气缸上设置有一与控制器通信连接的磁性感应开关。
12.进一步地,所述导杆气缸通过一导杆气缸座架设于摆动板上。
13.进一步地,所述支架上表面设置有一与控制器通信连接的光电物料检测传感器;所述光电物料检测传感器设置于位于摆动轴同侧的两所述夹持件之间。
14.进一步地,位于摆动轴同侧的两所述夹持件之间连接有一连接板。
15.进一步地,所述摆动轴通过轴承座可旋转地架设于支撑杆上。
16.本实用新型的有益效果在于:
17.通过摆动气缸、摆动轴以及间隔设置于摆动轴上的两摆动板,组合形成翻转组件,摆动气缸驱动摆动轴旋转,摆动轴旋转带动两摆动板同步旋转;
18.通过在两摆动板的相对面设置夹持件,两夹持件配合形成对待冲压产品的夹持,两摆动板旋转带动两夹持件旋转,两夹持件旋转带动待冲压产品翻转,从而实现待冲压产品的翻面,从而实现在狭窄的冲压机器人的上下工作台的冲压空间内,实现产品的自动翻面,加快产品冲压节拍,提升冲压效率,避免了冲床上下工作台之间空间小的缺陷,省去以往冲压机器人等待产品翻面的时间,操作方便,降低了冲压成本;
19.两组夹持件组的配合设计,可实现同时对两件产品的翻面,进一步提升冲压效率;
20.导杆气缸与夹持件的配合设计,可对每组夹持件组的两夹持件之间的间距进行调节,适应不同长度的产品,并可对产品进行拉伸,保证冲压效果;
21.导杆气缸上磁性感应开关的设计,可对待冲压产品进行感应,确保夹持件对待冲压产品的夹持;
22.光电物料检测传感器的设计,可对待冲压产品进行检测,防止待冲压产品在翻转过程中触碰支架上表面,保证翻面顺利进行。
附图说明
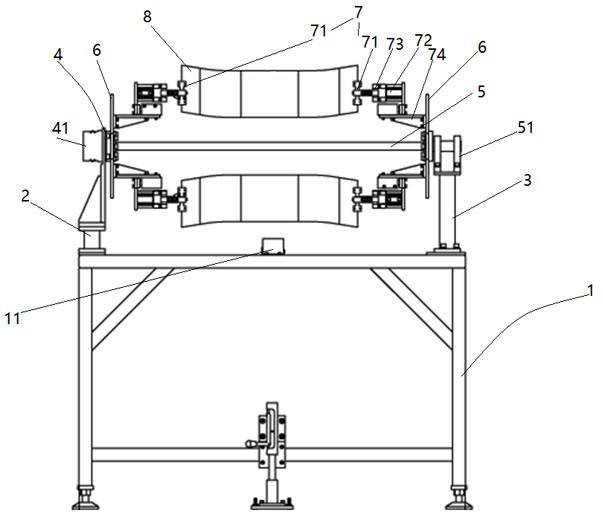
23.图1为本实用新型实施例所提供的一种自动翻转机构的结构示意图。
具体实施方式
24.下面结合具体实施例对本实用新型进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本实用新型,但不以任何形式限制本实用新型。应当指出的是,对本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进。这些都属于本实用新型的保护范围。
25.参照图1,本实用新型所述的一种自动翻转机构,包括:支架1,水平放置;支撑座2,竖直设置于所述支架1上表面一端;支撑杆3,竖直架设于所述支架1上表面另一端;摆动气缸4,架设于所述支撑座2上部,所述摆动气缸4的输出端朝向支撑杆3;摆动轴5,水平设置,所述摆动轴5的一端与摆动气缸4的输出端连接,所述摆动轴5的另一端可旋转地架设于支撑杆3上,摆动气缸4的输出端旋转带动摆动轴5旋转;两摆动板6,竖直间隔套设于位于支撑座2和支撑杆3之间的摆动轴5上,一摆动板6套设于靠近摆动气缸4的摆动轴5上,另一摆动
板6套设于靠近支撑杆3的摆动轴5上,摆动轴5旋转,两所述摆动板6同步旋转;至少一组夹持件组7,包括两个夹持件71,两所述摆动板6的相对面上分别设置有一夹持件71,两所述夹持件71的夹持端相对设置,夹持件组7的两所述夹持件71位于摆动轴5的轴向同侧,两所述夹持件71配合形成对待冲压产品(未图示)的夹持;控制器(未图示),设置于所述支架1外侧,所述摆动气缸4与控制器通信连接。
26.进一步地,所述摆动气缸4的缸体通过一摆动气缸座41架设于所述支撑座2上。
27.进一步地,所述夹持件组7的数量为两组,每组夹持件组7包括两个夹持件71,两组所述夹持件组7位于所述摆动轴5的轴向两侧,每组所述夹持件组7的两个夹持件71位于所述摆动轴5的轴向同侧;每个所述摆动板6上设置有两个夹持件71,两所述夹持件71以摆动轴5为轴对称设置于所述摆动板6两端。
28.进一步地,所述夹持件组7中的每个所述夹持件71对应一个导杆气缸72,所述夹持件71通过导杆气缸72设置于摆动板6上;所述夹持件71与导杆气缸72的伸缩导杆(未图示)连接,导杆气缸72通过伸缩导杆带动夹持件71伸出或收缩,所述导杆气缸72与控制器通信连接;所述夹持件71为夹爪。
29.进一步地,所述夹持件组7中的至少一个夹持件71所对应的导杆气缸72上设置有一与控制器通信连接的磁性感应开关73。
30.进一步地,所述导杆气缸72通过一导杆气缸座74架设于摆动板6上。
31.进一步地,所述支架1上表面设置有一与控制器通信连接的光电物料检测传感器11;所述光电物料检测传感器11设置于位于摆动轴5同侧的两所述夹持件71之间。
32.进一步地,位于摆动轴5同侧的两所述夹持件71之间连接有一连接板8。
33.进一步地,所述摆动轴5通过轴承座51可旋转地架设于支撑杆3上。
34.本实用新型所述的一种自动翻转机构的使用方式如下:
35.使用时,通过两夹持件71夹持待冲压产品,冲压机器人先对待冲压产品的一面进行冲压,冲压完毕后,摆动气缸4驱动摆动轴5旋转,摆动轴5旋转带动两摆动板6同步旋转,两摆动板6旋转带动两夹持件71旋转,两夹持件71旋转带动待冲压产品翻转,从而实现待冲压产品的180度翻面;
36.从而实现在狭窄的冲压机器人的上下工作台的冲压空间内,实现产品的自动翻面,加快产品冲压节拍,提升冲压效率,避免了冲床上下工作台之间空间小的缺陷,省去以往冲压机器人等待产品翻面的时间,操作方便,降低了冲压成本;
37.两组夹持件组7的配合设计,可实现同时对两件产品的翻面,进一步提升冲压效率;
38.导杆气缸72与夹持件71的配合设计,可对每组夹持件组7的两夹持件71之间的间距进行调节,适应不同长度的产品,并可对产品进行拉伸,保证冲压效果;
39.导杆气缸72上磁性感应开关73的设计,可对待冲压产品进行感应,确保夹持件对待冲压产品的夹持;
40.光电物料检测传感器11的设计,可对待冲压产品进行检测,防止待冲压产品在翻转过程中触碰支架1表面,保证翻面顺利进行。
41.需要说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制。尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对实
用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的范围,其均应涵盖在本实用新型的权利要求范围中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1