一种微型马达组装设备的制作方法
1.本实用新型涉及电机组装设备领域,尤其涉及的是,一种微型马达组装设备。
背景技术:
2.随着社会的不断发展与科技水平的不断发展,微型马达得以广泛应用,目前,微型马达一般采用人工进行搬运、组装与加工,而现有技术的人工组装方式存在成本过高,且还存在产能过低的缺陷,并且由于工人技术水平的差异,导致产品品质很难得到保证,稳定性差,精确度低,误差大,自动化程度低,本领域技术人员为了降低工人的劳动强度,设计出马达组装机,但现有的马达组装机在转子和壳体组装过程中精确度不高,容易产生不良品,无法满足现代社会对微电机的加工需求。因此,市场需要一种操作简便,稳定耐用,精确度高的马达组装机。
技术实现要素:
3.针对现有技术存在的不足,本实用新型目的是提供一种微型马达组装设备,以解决上述背景技术中提出的问题。为实现上述目的,本实用新型所采用了下述的技术方案:该微型马达组装设备,包括工作台,在所述工作台上表面中部设置旋转盘,所述旋转盘沿圆周等分设置四个工装位,并分别安装有马达工装,旋转对位机构、转子上料机构、铆接机构、检测机构分别对应四个所述工装位固定设置在所述工作台上,下料机构设置在所述检测机构外侧,所述检测机构包括检测模组和搬运模组,所述检测模组设置在所述旋转盘的左侧,并位于所述搬运模组和所述下料机构的工作范围内,所述检测模组包括检测固定杆,所述检测固定杆上安装有检测机构安装板,所述检测机构安装板上安装有垂直向下的滑台气缸,所述滑台气缸的活动端安装有测试固定板,所述测试固定板前端面上下两端分别设置有水平且相对应的测试移动板,两个所述测试移动板相对的两端分别垂直设置有导向轴,两根所述导向轴上分别滑动设置有直线轴承,所述直线轴承上方的所述导向轴上套接有弹簧,两个所述直线轴承上水平相对连接有导套固定板,两个所述导套固定板之间水平连接有第一环形导套,所述第一环形导套上方对应平行设置有第二环形导套,所述第二环形导套上表面沿圆周等分垂直设置有八个接触式位移传感器,所述第一环形导套上表面沿圆周等分垂直滑动设置有八个测针,八个所述探针下端分别套接有测针弹簧,八个所述测针的顶端分别和所述八个接触式位移传感器的底端对应抵接,所述检测模组下方的所述工作台上设置有测量工装底架,所述测量工装底架上对应所述第一环形导套设置有水平的测试定位座。
4.优选的,所述搬运模组包括搬运固定杆、搬运安装板、搬运无杆气缸、搬运导杆气缸、搬运手指气缸,所述搬运固定杆垂直设置在所述工作台上,所述搬运固定杆上垂直设置有所述搬运安装板,所述搬运安装板上水平设置有搬运无杆气缸,所述搬运无杆气缸的活动端垂直安装有所述搬运导杆气缸,所述搬运导杆气缸的活动端安装有水平的搬运手指气缸。
5.优选的,所述旋转对位机构包括夹取机构和旋转顶升机构,所述夹取机构和所述旋转顶升机构分别对应设置在所述旋转盘前方工装位的上方和下方,所述旋转顶升机构包括顶升底板,所述顶升底板水平安装在所述工作台上,所述顶升底板的下表面安装有垂直向上的顶升气缸,所述顶升气缸的活动端贯穿所述顶升底板并水平安装有电机固定板,所述电机固定板的下表面安装有垂直向上的减速电机,所述减速电机的转轴贯穿所述电机固定板并安装有转盘,所述夹取机构包括夹取固定杆,所述夹取固定杆垂直安装在所述工作台上表面,所述夹取固定杆上安装有垂直的夹取机构安装板,所述夹取机构安装板侧面安装有垂直向下的第二导杆气缸,所述第二导杆气缸的活动端安装有水平的手指气缸。
6.优选的,所述转子上料机构包括上料支撑架,所述上料支撑架垂直安装在所述工作台上表面,所述上料支撑架的侧面水平安装有第一直线模组,所述第一直线模组的活动端垂直安装有第二直线模组,所述第二直线模组的活动端垂直安装有上料连接板,所述上料连接板的底端安装有水平的夹取电机安装板,所述夹取电机安装板的上表面安装有垂直向下的夹取伺服电机,所述夹取伺服电机的工作端贯穿所述夹取电机安装板,并安装有垂直向下的三爪气缸,所述三抓气缸的工作端分别安装有夹爪。
7.优选的,所述铆接机构包括铆接立板,所述铆接立板垂直安装在所述工作台上表面,所述铆接立板的前端面上端安装有铆接机连接板,所述铆接机连接板的前端面垂直安装有铆接机。
8.优选的,所述铆接机构还包括铆接顶升机构,所述铆接顶升机构对应所述铆接机下方设置,所述铆接顶升机构包括顶升固定板,所述顶升固定板水平安装在所述工作台上表面,所述顶升固定板的下表面安装有垂直向上的铆接顶升气缸,所述铆接顶升气缸的工作端贯穿所述顶升固定板,并安装有水平的铆接顶升板,所述顶升固定板上表面两端分别对中设置有滑动座,所述滑动座上表面分别水平对中设置有双杆气缸,所述双杆气缸的工作端安装有垫块,所述垫块的上端和下端分别和所述铆接顶升板和所述滑动座滑动连接,所述铆接顶升板的上表面安装有铆接工装底座。
9.优选的,所述下料机构包括下料支撑架,所述下料支撑架垂直安装在所述检测机构左侧的所述工作台上,所述下料支撑架的右侧面水平安装有第三直线模组,所述第三直线模组的活动端垂直安装有第四直线模组,所述第四直线模组的活动端垂直安装有下料连接板,所述下料连接板的底端安装有水平的下料手指气缸。
10.优选的,所述马达工装包括工装安装板和承载座,所述工装安装板一端水平安装在所述旋转盘上,另一端水平安装有所述承载座,所述承载座沿圆周三等分贯穿设置有两个检测孔和一个定位孔,所述定位孔内垂直设置有定位销。
11.优选的,所述电机固定板上表面对应两个所述检测孔的位置分别设置有光纤传感器。
12.优选的,所述下料机构还包括不良品传送带,所述不良品传送带设置在所述测量工装底架下方的所述工作台上,所述不良品传送带的一端位于所述下料机构工作范围内。
13.相对于现有技术的有益效果是,采用上述方案,本实用新型结构简单,使用方便,有效提高产品组装精度,同时对组装完成的产品自动进行测试,有效降低不良品率,节省人工,满足生产需要,提高生产效率,具有很好的市场应用价值。
附图说明
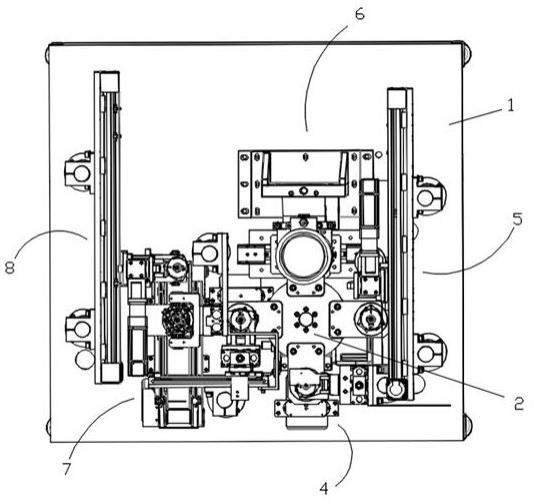
14.图1为本实用新型的一个实施例的总装配体顶视结构示意图;
15.图2为本实用新型的图1实施例的检测机构结构示意图;
16.图3为本实用新型的图1实施例的检测机构局部结构示意图;
17.图4为本实用新型的图1实施例的检测机构搬运模组局部结构示意图
18.图5为本实用新型的图1实施例的检测机构的第一环形导套和第二环形导套结构示意图;
19.图6为本实用新型的图1实施例的旋转对位机构结构示意图;
20.图7为本实用新型的图1实施例的上料机构结构示意图;
21.图8为本实用新型的图1实施例的铆接机构结构示意图;
22.图9为本实用新型的图1实施例的下料机构结构示意图;
23.图10为本实用新型的图1实施例的马达工装结构示意图;
24.以上附图所示:工作台1、旋转盘2、马达工装3、旋转对位机构4、上料机构5、铆接机构6、检测机构7、下料机构8、检测固定杆10、检测机构安装板11、滑台气缸12、测试固定板13、测试移动板14、导向轴15、直线轴承16、弹簧17、导套固定板18、第一导套19、第二环形导套20、接触式位移传感器21、测针22、测针弹簧23、测量工装底架24、测试定位座25、搬运固定杆26、搬运安装板27、搬运无杆气缸28、搬运导杆气缸29、搬运手指气缸30、顶升底板31、顶升气缸32、电机固定板33、减速电机34、转盘35、夹取固定杆36、夹取机构安装板37、第二导杆气缸38、手指气缸39、上料支撑架40、第一直线模组41、第二直线模组42、上料连接板43、夹取电机安装板44、夹取伺服电机45、三爪气缸46、夹爪47、铆接立板50、铆接机连接板51、铆接机52、顶升固定板53、铆接顶升气缸58、滑动座54、铆接顶升板55、双杆气缸56、垫块57、工装底座59、下料支撑架60、第三直线模组61、第四直线模组62、下料连接板63、下料手指气缸64、工装安装板65、承载座66、检测孔67、定位孔68、定位销69、光纤传感器70、不良品传送带71。
具体实施方式
25.为了便于理解本实用新型,下面结合附图和具体实施例,对本实用新型进行更详细的说明。附图中给出了本实用新型的较佳的实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
26.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”“前”、“后”以及类似的表述只是为了说明的目的。
27.除非另有定义,本说明书所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本说明书中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本实用新型。
28.如图1
‑
10所示,本实用新型的一个实施例是,该微型马达组装设备,包括工作台1,在所述工作台1上表面中部设置旋转盘2,所述旋转盘2沿圆周等分设置四个工装位,并分别
安装有马达工装3,旋转对位机构4、转子上料机构5、铆接机构6、检测机构7分别对应四个所述工装位固定设置在所述工作台1上,下料机构8设置在所述检测机构7外侧,
29.所述检测机构包括检测模组和搬运模组,所述检测模组设置在所述旋转盘的左侧,并位于所述搬运模组和所述下料机构的工作范围内,所述检测模组包括检测固定杆10,所述检测固定杆10上安装有检测机构安装板11,所述检测机构安装板11上安装有垂直向下的滑台气缸12,所述滑台气缸12的活动端安装有测试固定板13,所述测试固定板13前端面上下两端分别设置有水平且相对应的测试移动板14,两个所述测试移动板14相对的两端分别垂直设置有导向轴15,两根所述导向轴15上分别滑动设置有直线轴承16,所述直线轴承16上方的所述导向轴15上套接有弹簧17,两个所述直线轴承16上水平相对连接有导套固定板18,两个所述导套固定板18之间水平连接有第一环形导套19,所述第一环形导套19上方对应平行设置有第二环形导套20,所述第二环形导套20上表面沿圆周等分垂直设置有八个接触式位移传感器21,所述第一环形导套19上表面沿圆周等分垂直滑动设置有八个测针22,八个所述测针22下端分别套接有测针弹簧23,测针弹簧底端的测针上安装有卡簧,八个所述测针22的顶端分别和所述八个接触式位移传感器21的底端对应抵接,所述检测模组下方的所述工作台上设置有测量工装底架24,所述测量工装底架24上对应所述第一环形导套19设置有水平的测试定位座25。测试机构负责检测组装好的转子和外壳之间是否平衡,滑台气缸伸出,推动测试固定板下压,第一环形导套下端的八个测针分别压在电机转子前端盖圆周,每个测针和第一环形导套滑动连接,接触式位移传感器检测每个测针的高度,从而判断转子和壳体安装是否平衡,所述传感器优选为高精度接触式数字传感器,型号为gt2
‑
h12。
30.优选的,所述搬运模组包括搬运固定杆26、搬运安装板27、搬运无杆气缸28、搬运导杆气缸29、搬运手指气缸30,所述搬运固定杆26垂直设置在所述工作台1上,所述搬运固定杆26上垂直设置有所述搬运安装板27,所述搬运安装板27上水平设置有搬运无杆气缸28,所述搬运无杆气缸28的活动端垂直安装有所述搬运导杆气缸29,所述搬运导杆气缸29的活动端安装有水平的搬运手指气缸30。搬运模组通过搬运无杆气缸和搬运导杆气缸配合搬运手指气缸,夹取转盘工装上组装好的电机放入测试定位座内。
31.优选的,所述旋转对位机构包括夹取机构和旋转顶升机构,所述夹取机构和所述旋转顶升机构分别对应设置在所述旋转盘前方工装位的上方和下方,所述旋转顶升机构包括顶升底板31,所述顶升底板31水平安装在所述工作台1上,所述顶升底板31的下表面安装有垂直向上的顶升气缸32,所述顶升气缸32的活动端贯穿所述顶升底板31并水平安装有电机固定板33,所述电机固定板33的下表面前端安装有垂直向上的减速电机34,所述减速电机34的转轴贯穿所述电机固定板33并安装有转盘35,所述夹取机构包括夹取固定杆36,所述夹取固定杆36垂直安装在所述工作台1上表面,所述夹取固定杆36上安装有垂直的夹取机构安装板37,所述夹取机构安装板37侧面安装有垂直向下的第二导杆气缸38,所述第二导杆气缸38的活动端安装有水平的手指气缸39。
32.旋转顶升机构负责将电机外壳旋转对位,顶升气缸伸出,将电机外壳顶起,减速电机旋转至正确位置,夹取机构夹取外壳,顶升机构回位,夹取机构将外壳放下。
33.优选的,所述转子上料机构包括上料支撑架40,所述上料支撑架40垂直安装在所述工作台1上表面,所述上料支撑架40的侧面水平安装有第一直线模组41,所述第一直线模
组41的活动端垂直安装有第二直线模组42,所述第二直线模组42的活动端垂直安装有上料连接板43,所述上料连接板43的底端安装有水平的夹取电机安装板44,所述夹取电机安装板44的上表面安装有垂直向下的夹取伺服电机45,所述夹取伺服电机45的工作端贯穿所述夹取电机安装板44,并安装有垂直向下的三爪气缸46,所述三抓气缸46的工作端分别安装有夹爪47。所述直线模组优选为:hiwin kk60系列,夹取伺服电机和三抓气缸配合,可实现三抓气缸旋转夹取。
34.优选的,所述铆接机构包括铆接立板50,所述铆接立板50垂直安装在所述工作台上表面,所述铆接立板50的前端面上端安装有铆接机连接板51,所述铆接机连接板51的前端面垂直安装有铆接机52。
35.优选的,所述铆接机构还包括铆接顶升机构,所述铆接顶升机构对应所述铆接机下方设置,所述铆接顶升机构包括顶升固定板53,所述顶升固定板53水平安装在所述工作台1上表面,所述顶升固定板53的下表面中部安装有垂直向上的铆接顶升气缸58,所述铆接顶升气缸58的工作端贯穿所述顶升固定板53,并安装有水平的铆接顶升板55,所述顶升固定板53上表面两端分别对中设置有滑动座54,所述滑动座54上表面分别水平对中设置有双杆气缸56,所述双杆气缸56的工作端安装有垫块57,所述垫块的57上端和下端分别和所述铆接顶升板55和所述滑动座54滑动连接,所述铆接顶升板55的上表面安装有铆接工装底座59。铆接顶升机构配合铆接机,使转子压入机壳并铆接,滑动座上的双杆气缸推动垫块进入顶升板下方,分摊压合力。
36.优选的,所述下料机构包括下料支撑架60,所述下料支撑架60垂直安装在所述检测机构左侧的所述工作台上1,所述下料支撑架30的右侧面水平安装有第三直线模组61,所述第三直线模组61的活动端垂直安装有第四直线模组62,所述第四直线模组62的活动端垂直安装有下料连接板63,所述下料连接板63的底端安装有水平的下料手指气缸64。
37.优选的,所述马达工装包括工装安装板65和承载座66,所述工装安装板65一端水平安装在所述旋转盘2上,另一端水平安装有所述承载座66,所述承载座66沿圆周三等分贯穿设置有两个检测孔67和一个定位孔68,所述定位孔68内垂直设置有定位销69。
38.优选的,所述电机固定板上表面对应两个所述检测孔的位置分别设置有光纤传感器70。电机外壳上设置有定位孔,光纤传感器检测检测孔和电机外壳定位孔一致。
39.优选的,所述下料机构还包括不良品传送带71,所述不良品传送带71设置在所述测量工装底架24下方的所述工作台1上,所述不良品传送带71的一端位于所述下料机构工作范围内。
40.工作原理:本实施例中的一种微型马达组装设备,在设备运行之初,工作人员先调整各部件的运动位置、光电开关的位置,保证该设备适应加工品。首先,通过机械手或者人工将代加工的电机外壳放置在旋转对位机构的工装位上,旋转顶升机构将电机外壳顶起,旋转,光纤传感器检测对位,夹取机构夹住电机外壳,旋转顶升机构回位,夹取机构放下电机外壳使马达工装上的定位销放入电机外壳的定位孔内,旋转盘旋转,工件至转子上料机构,第一直线模组和第二直线模组配合三抓气缸,抓取转子放入电机外壳内,旋转盘旋转,工件流转至铆接机构,铆接机和铆接顶升机构配合,将转子压入电机外壳内,并进行铆接,旋转盘旋转,工件流转至检测机构,搬运模组夹取组装好的电机,放至测试定位座内,测试机构工作,检查铆接好的外壳和转子是否平衡,如果合格,则下料机构夹取成品至下料流水
线,如果不合格,则夹取不良品放入不良品传送带。
41.需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本实用新型说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1