一种高效埋弧自动焊机的制作方法
1.本实用新型涉及埋弧焊技术领域,具体为一种高效埋弧自动焊机。
背景技术:
2.埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法,其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法,近年来,虽然先后出现了许多种高效、优质的新焊接方法,但埋弧焊的应用领域依然未受任何影响,在生产中,现在的埋弧焊都是进行自动焊接,但是一般的埋弧自动焊机无法对焊缝进行精确定位,在焊接过程中易发生偏移,焊接后残留的焊剂需要人工处理,降低了工作效率,因此需要我们设计出一种高效埋弧自动焊机来解决这些问题。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种高效埋弧自动焊机,对焊缝进行精确定位,对残留的焊剂进行吸取收集,提高了工作效率,节约了工作成本,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种高效埋弧自动焊机,包括工作台、导线结构和吸取结构;
5.工作台:其下表面设有均匀分布的支撑腿,工作台的上表面后侧设有直线电机,直线电机动子座的上表面设有支撑板,支撑板的上表面与竖板的下表面固定连接,竖板的上表面与横板的下表面固定连接,横板的右侧面后端转动连接有焊丝盘,横板的下表面左侧设有焊剂盒,焊剂盒的下端设有焊剂管;
6.导线结构:设置于横板的下端,导线结构设置于焊剂盒的右端;
7.吸取结构:设置于支撑板的上表面右端,吸取结构设置于竖板的后端;
8.其中:还包括光电传感器和plc控制器,所述光电传感器设置于支撑板的上表面左侧,工作台的前侧面右端设有plc控制器,光电传感器的输出端电连接plc控制器的输入端,plc控制器的输入端电连接外部电源,直线电机输入端电连接plc控制器的输出端,进行精确定位,实现高效夹紧,进行稳定送丝,实现高效焊接,对残留焊剂进行吸取收集,方便清理的同时也节约了成本。
9.进一步的,所述导线结构包括导线轮、伺服电机、卡板、导电头和导线筒,所述导线轮设置于横板的右侧面前端,横板的下表面前侧右端设有伺服电机,伺服电机的输出轴端头均设有压线轮,焊剂盒的右侧面下端设有卡板,卡板的下表面右侧设有导线筒,导线筒的下端设有导电头,伺服电机和导电头的输入端均电连接plc控制器的输出端,实现高效焊接。
10.进一步的,所述吸取结构包括抽风机、吸管、连接管、储存箱、封板和把手,所述抽风机设置于支撑板的上表面右侧,抽风机的前侧面设有吸管,抽风机的进气口与吸管的出
气口连接,竖板的后侧面下端设有储存箱,抽风机通过连接管与储存箱的进气口连接,储存箱的上表面设有出气孔,储存箱的后侧面通过螺栓螺纹连接有封板,封板的后侧面设有把手,抽风机的输入端电连接plc控制器的输出端,进行清理收集。
11.进一步的,还包括第二卡座、第一卡座、螺杆和挡板,所述第二卡座设置于工作台的上表面前侧右端,工作台的上表面前侧左端设有第一卡座,第一卡座的左侧面通孔内部通过螺纹连接有螺杆,第一卡座的开口内部放置有挡板,螺杆的右端端头与挡板的左侧面轴承内弧面固定连接,实现精确定位夹紧。
12.进一步的,还包括控制阀,所述控制阀通过螺纹连接于焊剂管的外弧面,控制焊剂输出流量。
13.与现有技术相比,本实用新型的有益效果是:本一种高效埋弧自动焊机,具有以下好处:
14.1、将需要焊接的板体放置到第一卡座和第二卡座的相对内侧面,转动螺杆,螺杆的右端与挡板的左侧面轴承内弧面固定连接,推动挡板向右移动对板体进行夹紧固定,进行精确定位,实现高效夹紧。
15.2、这时通过plc控制器启动直线电机开始运转,直线电机向左移动,这时通过旋转控制阀,使焊剂盒内部的焊剂通过焊剂管输送到板体的焊缝中,通过plc控制器启动伺服电机运转,伺服电机输出轴端头设置的压线轮拉取焊丝盘外弧面的焊丝向下的输送,焊丝通过卡板的上表面右侧通孔延伸至导线筒的内部,导线筒的下端设有导电头,使焊丝在焊剂中进行焊接作业,进行稳定送丝,实现高效焊接。
16.3、通过plc控制器启动抽风机运转,抽风机通过前侧面设置的吸管将焊接后残留的焊接吸取到抽风机的内部,抽风机通过连接管将焊剂输送到储存箱的内部进行储存,储存箱上表面设置的出气孔实现对箱内气体的释放,可以通过拧下储存箱后端的螺栓,手握把手打开封板,对储存箱内部储存的焊剂进行收集和再利用,焊剂管遮挡住光电传感器射出的光线,光电传感器的收光器接收到阻碍信号,将信号呈递给plc控制器,plc控制器控制伺服电机、导电头和抽风机停止运转,控制直线电机向右移动回到工作原点,对残留焊剂进行吸取收集,方便清理的同时也节约了成本。
附图说明
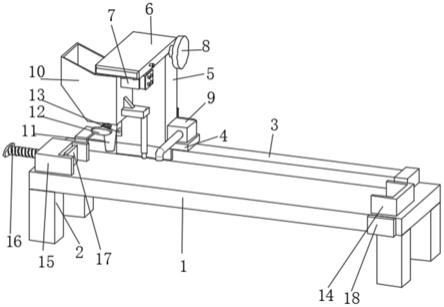
17.图1为本实用新型结构示意图;
18.图2为本实用新型导线结构示意图;
19.图3为本实用新型吸取结构示意图。
20.图中:1工作台、2支撑腿、3直线电机、4支撑板、5竖板、6横板、7导线结构、71导线轮、72伺服电机、73卡板、74导电头、75导线筒、8焊丝盘、9吸取结构、91抽风机、92吸管、93连接管、94储存箱、95封板、96把手、10焊剂盒、11焊剂管、12控制阀、13光电传感器、14第二卡座、15第一卡座、16螺杆、17挡板、18plc控制器。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的
实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.请参阅图1
‑
3,本实用新型提供一种技术方案:一种高效埋弧自动焊机,包括工作台1、导线结构7和吸取结构9;
23.工作台1:其下表面设有均匀分布的支撑腿2,工作台1的上表面后侧设有直线电机3,直线电机3动子座的上表面设有支撑板4,支撑板4的上表面与竖板5的下表面固定连接,竖板5的上表面与横板6的下表面固定连接,横板6的右侧面后端转动连接有焊丝盘8,横板6的下表面左侧设有焊剂盒10,焊剂盒10的下端设有焊剂管11;
24.导线结构7:设置于横板6的下端,导线结构7设置于焊剂盒10的右端,导线结构7包括导线轮71、伺服电机72、卡板73、导电头74和导线筒75,导线轮71设置于横板6的右侧面前端,横板6的下表面前侧右端设有伺服电机72,伺服电机72的输出轴端头均设有压线轮,焊剂盒10的右侧面下端设有卡板73,卡板73的下表面右侧设有导线筒75,导线筒75的下端设有导电头74,伺服电机72和导电头74的输入端均电连接plc控制器18的输出端,通过plc控制器18启动直线电机3开始运转,直线电机3向左移动,这时通过旋转控制阀12,使焊剂盒10内部的焊剂通过焊剂管11输送到板体的焊缝中,通过plc控制器18启动伺服电机72运转,伺服电机72输出轴端头设置的压线轮拉取焊丝盘8外弧面的焊丝向下的输送,焊丝通过卡板73的上表面右侧通孔延伸至导线筒75的内部,导线筒75的下端设有导电头74,使焊丝在焊剂中进行焊接作业,进行稳定送丝,实现高效焊接;
25.吸取结构9:设置于支撑板4的上表面右端,吸取结构9设置于竖板5的后端,吸取结构9包括抽风机91、吸管92、连接管93、储存箱94、封板95和把手96,抽风机91设置于支撑板4的上表面右侧,抽风机91的前侧面设有吸管92,抽风机91的进气口与吸管92的出气口连接,竖板5的后侧面下端设有储存箱94,抽风机91通过连接管93与储存箱94的进气口连接,储存箱94的上表面设有出气孔,储存箱94的后侧面通过螺栓螺纹连接有封板95,封板95的后侧面设有把手96,抽风机91的输入端电连接plc控制器18的输出端,通过plc控制器18启动抽风机91运转,抽风机91通过前侧面设置的吸管92将焊接后残留的焊接吸取到抽风机91的内部,抽风机91通过连接管93将焊剂输送到储存箱94的内部进行储存,储存箱94上表面设置的出气孔实现对箱内气体的释放,可以通过拧下储存箱94后端的螺栓,手握把手96打开封板95,对储存箱94内部储存的焊剂进行收集和再利用,对残留焊剂进行吸取收集,方便清理的同时也节约了成本;
26.其中:还包括光电传感器13和plc控制器18,光电传感器13设置于支撑板4的上表面左侧,工作台1的前侧面右端设有plc控制器18,光电传感器13的输出端电连接plc控制器18的输入端,plc控制器18的输入端电连接外部电源,直线电机3输入端电连接plc控制器18的输出端,焊剂管11遮挡住光电传感器13射出的光线,光电传感器13的收光器接收到阻碍信号,将信号呈递给plc控制器18,plc控制器18控制伺服电机72、导电头74和抽风机91停止运转,控制直线电机3向右移动回到工作原点。
27.其中:还包括第二卡座14、第一卡座15、螺杆16和挡板17,第二卡座14设置于工作台1的上表面前侧右端,工作台1的上表面前侧左端设有第一卡座15,第一卡座15的左侧面通孔内部通过螺纹连接有螺杆16,第一卡座15的开口内部放置有挡板17,螺杆16的右端端头与挡板17的左侧面轴承内弧面固定连接,将需要焊接的板体放置到第一卡座15和第二卡
座14的相对内侧面,转动螺杆16,螺杆16的右端与挡板17的左侧面轴承内弧面固定连接,推动挡板17向右移动对板体进行夹紧固定,实现精确定位。
28.其中:还包括控制阀12,控制阀12通过螺纹连接于焊剂管11的外弧面,控制焊剂输出的流量。
29.在使用时:将需要焊接的板体放置到第一卡座15和第二卡座14的相对内侧面,转动螺杆16,螺杆16的右端与挡板17的左侧面轴承内弧面固定连接,推动挡板17向右移动对板体进行夹紧固定,这时通过plc控制器18启动直线电机3开始运转,直线电机3向左移动,这时通过旋转控制阀12,使焊剂盒10内部的焊剂通过焊剂管11输送到板体的焊缝中,通过plc控制器18启动伺服电机72运转,伺服电机72输出轴端头设置的压线轮拉取焊丝盘8外弧面的焊丝向下的输送,焊丝通过卡板73的上表面右侧通孔延伸至导线筒75的内部,导线筒75的下端设有导电头74,使焊丝在焊剂中进行焊接作业,这时通过plc控制器18启动抽风机91运转,抽风机91通过前侧面设置的吸管92将焊接后残留的焊接吸取到抽风机91的内部,抽风机91通过连接管93将焊剂输送到储存箱94的内部进行储存,储存箱94上表面设置的出气孔实现对箱内气体的释放,可以通过拧下储存箱94后端的螺栓,手握把手96打开封板95,对储存箱94内部储存的焊剂进行收集和再利用,这时焊剂管11遮挡住光电传感器13射出的光线,光电传感器13的收光器接收到阻碍信号,将信号呈递给plc控制器18,plc控制器18控制伺服电机72、导电头74和抽风机91停止运转,控制直线电机3向右移动回到工作原点。
30.值得注意的是,本实施例中所公开的伺服电机72可选用中智电气南京有限公司所生产的60zfha1
‑
0d40din(y)m
‑
svz6伺服电机,抽风机91可选用上海与鑫机电科技有限公司所生产的旋涡吸尘抽风机,光电传感器13可选用深圳市津木电子有限公司生产的cx
‑
422扩散反射型光电传感器,plc控制器18可选用西门子s7
‑
200,plc控制器18控制伺服电机72和抽风机9工作采用现有技术中常用的方法。
31.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1