一种汽车外壳冲压模具及冲压方法与流程
1.本发明涉及冲压模具技术领域,具体为一种汽车外壳冲压模具及冲压方法。
背景技术:
2.冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模),冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
3.目前市场的冲压模具在冲切时,经常有边料粘在刀刃上,在下次冲压时,会导致刀刃上的废料与板材接触,进而导致板材冲压结束后会有压痕,进而需要进行打磨抛光,导致工序的增加,进而增加投入的成本;现有的冲压模具在冲压过程中有时候会有碎片飞出或者工人不小心将手伸入冲压区域,存在一定的安全隐患,故而提出一种汽车外壳冲压模具及冲压方法来解决上述所提出的问题。
技术实现要素:
4.本发明所要解决的技术问题在于针对上述现有技术中的不足,提供了一种汽车外壳冲压模具及冲压方法。
5.为解决上述技术问题,本发明采用的技术方案是:一种汽车外壳冲压模具,包括下模座,所述下模座的内部插接有导柱,所述导柱的表面滑动连接有导套,所述导柱的表面套接有缓冲弹簧,且缓冲弹簧的两端分别与下模座的顶部和导套的底端相互接触,所述导套的顶端焊接有上模座,所述下模座的顶部通过螺栓连接有凹模,所述凹模的内部设置有退料机构,所述下模座的右侧设置有防护机构,所述上模座的底部通过螺栓连接有上模板,所述上模板的底部通过螺栓连接有凸模,所述上模板的内部设置有卸料机构。
6.优选的,所述退料机构包括有顶板,所述顶板的底部焊接有支撑柱,所述支撑柱的表面滑动连接有滑块,所述滑块的后部焊接有滑杆,所述滑杆的表面套接有复位弹簧,所述滑杆的表面焊接有支撑板,支撑柱的底部设置有两处斜面,且对应的滑块上也设置有斜面,可以实现支撑块推动滑块进行移动。
7.优选的,所述顶板、支撑柱和滑杆的表面均与凹模的内壁滑动连接,所述滑杆的后部设置有传动装置,所述复位弹簧的两端分别与滑块的后部和凹模的内壁相互接触,复位弹簧可以实现模具分模时带动退料机构进行复位。
8.优选的,所述传动装置包括有齿条,所述齿条的表面啮合有传动齿轮,所述传动齿轮的轴心处分别焊接有一号皮带轮和支撑杆,齿轮的传动精度高,因此这里需要齿轮传动,使防护机构只旋转九十度。
9.优选的,所述齿条的前部与滑杆的后部焊接固定,所述支撑杆的底端与下模座的顶部转动连接,皮带传动可以实现过载保护,防止防护机构与手接触后,传动装置还可以继续带动防护机构进行旋转,可以减少手部受到的伤害。
10.优选的,所述防护机构包括有固定块,所述固定块的顶部转动连接有传动杆,所述传动杆的表面焊接有二号皮带轮,所述传动杆的表面固定安装有挡板,通过挡板的旋转可以防止冲压后板材的碎片弹飞或者防止人手的伸入,从而增加了安全性,减少安全隐患。
11.优选的,所述固定块的左侧与下模座的右侧焊接固定,所述二号皮带轮的表面通过皮带与一号皮带轮的表面传动连接,固定块设置在下模座的右侧,可以防止模具合模时,上模座与传动杆发生接触。
12.优选的,所述卸料机构包括有传动轴,所述传动轴的顶端焊接有卡盘,所述传动轴的表面套接有支撑弹簧,所述传动轴的底端焊接有压板,卡盘可以对传动轴进行限位,防止传动轴掉落,进而导致卸料机构无法运作。
13.优选的,所述传动轴和卡盘的表面均与上模板的内壁滑动连接,所述支撑弹簧的两端分别与上模板的底部和压板的顶部相互接触,支撑弹簧可以在分模后对废料进行推出操作,防止废料废料粘在刀刃上,进而导致下次冲压时,废料与板材接触,进而使板材冲压结束后会有压痕,需要打磨,进而增加成本的投入。
14.一种汽车外壳冲压模具及冲压方法,包括以下使用方法:
15.步骤一:将上模座和下模座固定在冲床上,调试后准备进行冲压工作;
16.步骤二:将板材对齐定位板,并放置在四个支撑板上,实现上料的结束;
17.步骤三:启动冲床,冲床会带动上模座下移,上模座带动上模板下移,上模板带动凸模下移,凸模会将板材压下,并对板材进行切边,凸模继续下压会将切好的板材压在顶板并带动其下移,而压板会与边料接触并压在凹模上,压板会反向上移并推动支撑弹簧收缩,同时顶板下移带动支撑柱下移,支撑柱带动滑块移动,滑块带动滑杆移动,而复位弹簧会进行收缩,滑杆带动支撑板移动;
18.步骤四:与此同时,滑杆推动齿条移动,齿条带动传动齿轮旋转,传动齿轮带动一号皮带轮旋转,一号皮带轮带动二号皮带轮旋转,二号皮带轮带动传动杆旋转,传动杆带动挡板旋转,挡板会将上料口挡住;
19.步骤五:合模结束和进行分模,冲床会带动上模座上移,上模座带动上模板上移,上模板带动凸模上移,这时压板在支撑弹簧的作用下,将废料推出,而滑块会在复位弹簧的作用下复位,滑块会带动滑杆和齿条复位,滑杆带动支撑板移动,支撑板会将废料撑起,齿条带动传动齿轮和一号皮带轮反向旋转,一号皮带轮带动二号皮带轮旋转,二号皮带轮通过传动杆带动挡板的进行复位,同时滑块的复位会带动支撑柱上移,支撑柱带动板材进行退料;
20.步骤六:这时工人只需将退好料的废料和板材取下,再次放上新的板材即可重复工作。
21.本发明采用上述技术方案,能够带来如下有益效果:
22.1、通过退料机构和卸料机构可以将切边后的废料进行推离,防止废料粘在刀刃上,进而导致下次冲压时,废料与板材接触,进而使板材冲压结束后会有压痕,需要打磨,进而增加成本的投入。
23.2、通过防护机构可以在合模使将冲压件进行遮挡,防止冲压过程中板材的碎片弹飞或者防止人手的伸入,从而增加了安全性,减少安全隐患。
24.3、通过退料机构可以将切边后的废料和工件进行撑起,防止其紧紧的贴在模具
上,进而需要工人手动将其扣出,可能会对人手造成伤害。
25.4、通过退料机构中的支撑板和定位板可以快速的板材进行定位安放,缩减了放料对齐的时间,相对的增加了工作效率。
26.5、通过缓冲弹簧可以对模具合模使进行缓冲,防止合模时压力过大而导致零部件的损坏,进而增加模具的维护成本。
27.6、通过退料机构可以同时对板材本体进行退料,废料进行退料及防护机构的运作,从而可以减少零部件的放置,进而减少成本的投入,还可以减少空间的占用,实现各个部件之间的同步运作,工作效率得以提升。
附图说明
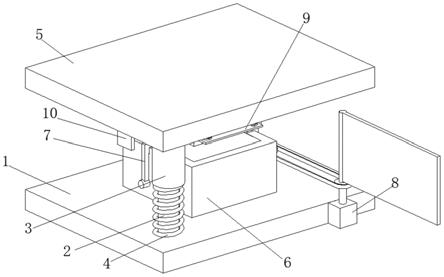
28.图1为本发明提出的一种汽车外壳冲压模具整体合模前结构示意图;
29.图2为本发明提出的一种汽车外壳冲压模具整体合模后结构示意图;
30.图3为本发明提出的一种汽车外壳冲压模具部分结构示意图;
31.图4为本发明提出的一种汽车外壳冲压模具下模座示意图;
32.图5为本发明提出的一种汽车外壳冲压模具上模座示意图;
33.图6为本发明提出的一种汽车外壳冲压模具退料机构示意图;
34.图7为本发明提出的一种汽车外壳冲压模具防护机构及传动装置示意图;
35.图8为本发明提出的一种汽车外壳冲压模具卸料机构示意图。
36.图中:1、下模座;2、导柱;3、导套;4、缓冲弹簧;5、上模座;6、凹模;7、退料机构;71、顶板;72、支撑柱;73、滑块;74、滑杆;75、复位弹簧;76、支撑板;77、传动装置;771、齿条;772、传动齿轮;773、一号皮带轮;774、支撑杆;8、防护机构;81、固定块;82、传动杆;83、二号皮带轮;84、挡板;9、卸料机构;91、传动轴;92、卡盘;93、支撑弹簧;94、压板;10、定位板;11、上模板;12、凸模。
具体实施方式
37.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
38.一种汽车外壳冲压模具,如图1
‑
图7所示,包括下模座1,下模座1的内部插接有导柱2,导柱2的表面滑动连接有导套3,导柱2的表面套接有缓冲弹簧4,且缓冲弹簧4的两端分别与下模座1的顶部和导套3的底端相互接触,导套3的顶端焊接有上模座5,下模座1的顶部通过螺栓连接有凹模6,凹模6的内部设置有退料机构7,下模座1的右侧设置有防护机构8,上模座5的底部通过螺栓连接有上模板11,上模板11的底部通过螺栓连接有凸模12,上模板11的内部设置有卸料机构9,通过缓冲弹簧4可以对模具合模使进行缓冲,防止合模时压力过大而导致零部件的损坏,减少了模具的使用寿命,进而增加模具的维护成本。
39.本实施例中,退料机构7包括有顶板71,顶板71的底部焊接有支撑柱72,支撑柱72的表面滑动连接有滑块73,滑块73的后部焊接有滑杆74,滑杆74的表面套接有复位弹簧75,滑杆74的表面焊接有支撑板76,通过退料机构7可以同时对板材本体进行退料,废料进行退
料及防护机构8的运作,从而可以减少零部件的放置,进而减少成本的投入,还可以减少空间的占用,实现各个部件之间的同步运作,工作效率得以提升。
40.进一步的是,顶板71、支撑柱72和滑杆74的表面均与凹模6的内壁滑动连接,滑杆74的后部设置有传动装置77,复位弹簧75的两端分别与滑块73的后部和凹模6的内壁相互接触,通过顶板71和复位弹簧75可以将冲压后的板材进行卸料,防止板材卡在凹模6中,进而导致模具无法继续使用,影响生产效率,还会增加维护成本。
41.更进一步的是,传动装置77包括有齿条771,齿条771的表面啮合有传动齿轮772,传动齿轮772的轴心处分别焊接有一号皮带轮773和支撑杆774,本装置选用皮带传动的原因是,皮带有良好的弹性,在工作中能缓和冲击和振动,运动平稳无噪音,载荷过大时皮带在轮上打滑,因而可以防止其他零件损坏,起安全保护作用,皮带是中间零件,它可以在一定范围内根据需要来选定长度,以适应中心距要求较大的工作条件,且结构简单制造容易,安装和维修方便,成本较低,因此选用皮带传动。
42.此外,齿条771的前部与滑杆74的后部焊接固定,支撑杆774的底端与下模座1的顶部转动连接,齿条771移动的齿数为传动齿轮772的四分之一,因此传动齿轮772只会移动九十度,防止传动齿轮772旋转过位,进而导致防护机构8旋转过位,进而影响模具的合模。
43.除此之外,防护机构8包括有固定块81,固定块81的顶部转动连接有传动杆82,传动杆82的表面焊接有二号皮带轮83,传动杆82的表面固定安装有挡板84,通过防护机构8可以在合模使将冲压件进行遮挡,防止冲压后板材的碎片弹飞或者防止人手的伸入,从而增加了安全性,减少安全隐患。
44.如图7
‑
图8所示,固定块81的左侧与下模座1的右侧焊接固定,二号皮带轮83的表面通过皮带与一号皮带轮773的表面传动连接,固定块81设置在下模座1的右侧,可以防止模具合模时,上模座5与传动杆82发生接触,进而导致防护机构8被上模座5压坏,进而导致防护机构8无法工作,还会增加装置的维护成本,不利于推广使用。
45.值得注意的是,卸料机构9包括有传动轴91,传动轴91的顶端焊接有卡盘92,传动轴91的表面套接有支撑弹簧93,传动轴91的底端焊接有压板94,卸料机构9可以将切边后的废料进行推离,防止废料粘在刀刃上,进而导致下次冲压时,废料与板材接触,进而使板材冲压结束后会有压痕,需要打磨,进而增加成本的投入。
46.值得说明的是,传动轴91和卡盘92的表面均与上模板11的内壁滑动连接,支撑弹簧93的两端分别与上模板11的底部和压板94的顶部相互接触,卡盘92可以对传动轴91进行限位,防止传动轴91发生掉落,进而导致卸料机构9无法运作,导致废料无法被卸料,影响模具的下次冲压。
47.一种汽车外壳冲压模具及冲压方法,包括以下使用方法:
48.步骤一:将模具通过夹具分别将上模座5和下模座1固定在冲床上,调试后准备进行冲压工作;
49.步骤二:将板材对齐定位板10,并放置在四个支撑板76上,实现上料的结束;
50.步骤三:启动冲床,冲床会带动上模座5下移,上模座5带动上模板11下移,上模板11带动凸模12下移,凸模12会将板材压下,并对板材进行切边,凸模12继续下压会将切好的板材压在顶板71并带动其下移,而压板94会与边料接触并压在凹模6上,压板94会反向上移并推动支撑弹簧93收缩,同时顶板71下移带动支撑柱72下移,支撑柱72带动滑块73移动,滑
块73带动滑杆74移动,而复位弹簧75会进行收缩,滑杆74带动支撑板76移动;
51.步骤四:与此同时,滑杆74推动齿条771移动,齿条771带动传动齿轮772旋转,传动齿轮772带动一号皮带轮773旋转,一号皮带轮773带动二号皮带轮83旋转,二号皮带轮83带动传动杆82旋转,传动杆82带动挡板84旋转,挡板84会将上料口挡住;
52.步骤五:合模结束和进行分模,冲床会带动上模座5上移,上模座5带动上模板11上移,上模板11带动凸模12上移,这时压板94在支撑弹簧93的作用下,将废料推出,而滑块73会在复位弹簧75的作用下复位,滑块73会带动滑杆74和齿条771复位,滑杆74带动支撑板76移动,支撑板76会将废料撑起,齿条771带动传动齿轮772和一号皮带轮773反向旋转,一号皮带轮773带动二号皮带轮83旋转,二号皮带轮83通过传动杆82带动挡板84的进行复位,同时滑块73的复位会带动支撑柱72上移,支撑柱72带动板材进行退料;
53.步骤六:这时工人只需将退好料的废料和板材取下,再次放上新的板材即可重复工作。
54.工作原理,将模具通过夹具分别将上模座5和下模座1固定在冲床上,调试后准备进行冲压工作;将板材对齐定位板10,并放置在四个支撑板76上,实现上料的结束,可以快速的板材进行定位安放,缩减了放料对齐的时间,相对的增加了工作效率;启动冲床,冲床会带动上模座5下移,上模座5带动上模板11下移,上模板11带动凸模12下移,凸模12会将板材压下,并对板材进行切边,凸模12继续下压会将切好的板材压在顶板71并带动其下移,而压板94会与边料接触并压在凹模6上,压板94会反向上移并推动支撑弹簧93收缩,同时顶板71下移带动支撑柱72下移,支撑柱72带动滑块73移动,滑块73带动滑杆74移动,而复位弹簧75会进行收缩,滑杆74带动支撑板76移动;与此同时,滑杆74推动齿条771移动,齿条771带动传动齿轮772旋转,传动齿轮772带动一号皮带轮773旋转,一号皮带轮773带动二号皮带轮83旋转,二号皮带轮83带动传动杆82旋转,传动杆82带动挡板84旋转,挡板84会将上料口挡住,可以在合模使将冲压件进行遮挡,防止冲压后板材的碎片弹飞或者防止人手的伸入,从而增加了安全性,减少安全隐患;合模结束和进行分模,冲床会带动上模座5上移,上模座5带动上模板11上移,上模板11带动凸模12上移,这时压板94在支撑弹簧93的作用下,将废料推出,而滑块73会在复位弹簧75的作用下复位,滑块73会带动滑杆74和齿条771复位,滑杆74带动支撑板76移动,支撑板76会将废料撑起使,防止废料粘在刀刃上,进而导致下次冲压时,废料与板材接触,进而使板材冲压结束后会有压痕,需要打磨,进而增加成本的投入,齿条771带动传动齿轮772和一号皮带轮773反向旋转,一号皮带轮773带动二号皮带轮83旋转,二号皮带轮83通过传动杆82带动挡板84的进行复位,同时滑块73的复位会带动支撑柱72上移,支撑柱72带动板材进行退料;这时工人只需将退好料的废料和板材取下,再次放上新的板材即可重复工作。
55.本发明提供了一种汽车外壳冲压模具及冲压方法,具体实现该技术方案的方法和途径很多,以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。本实施例中未明确的各组成部分均可用现有技术加以实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1