一种适用于活塞杆类零件的夹具的制作方法
1.本发明涉及设备制造技术领域,尤其涉及适用于活塞杆类零件的夹具,具体适用于活塞杆类零件在回转机床上进行车削、磨削等加工的装夹。
背景技术:
2.活塞杆类零件的圆柱部分为高精度外圆,是需要进行镀铬等表面处理的,最终粗糙度要求达到ra0.2的要求。在镀铬前圆柱部分需要先进行车削,然后再磨削保证粗糙度≤ra0.8,然后再镀铬,镀铬后再次磨削保证铬层厚度和最终表面粗糙度ra0.2,在镀铬前零件其余部分都已经加工到位,零件已经无工艺凸台,由于活塞杆类零件在轮叉端是岔口状的结构,在不借助工装夹具的情况下无法实现车削和磨削加工的“一夹一顶”的装夹方式。面对这种情况,通常用传统的简易胀开芯轴安装到活塞杆轮叉端的轴线减轻孔中实现装夹,但是简易胀开芯轴结构简单,使用不便,且针对一个孔径就需要一个相应的胀开芯轴,通用性差,在新产品研制阶段,需要耗费大量精力在夹具制造上,经济性差,无法实现快速响应。
3.因此,从经济性和适用性考虑,亟需一种能够实现大部分活塞杆类部零件通用,针对不同零件、不同定位孔径的装夹需求仅通过更换少许部件就能适应,且操作方便的特点的定位夹具。
技术实现要素:
4.为解决上述问题,本发明提供了一种适用于活塞杆类零件的夹具,结构紧凑,操作方便,且能够适应多种规格的零件。
5.为了实现上述目的,本发明是通过以下技术方案来实现的:
6.一种适用于活塞杆类零件的夹具,包括,
7.卡盘;
8.转接夹具,包括固定端与连接端,所述固定端与所述卡盘连接,所述连接端与所述零件连接;
9.顶尖,与所述零件的端部连接并将所述零件顶紧至转接夹具的连接端;
10.其中,所述转接夹具沿轴向依次包括基轴、拉紧环、限位装置、锥形销和永磁铁;所述基轴固定在卡盘上,所述拉紧环套设在所述基轴上,所述限位装置与所述基轴端部连接,所述基轴内设有沿轴向的第一内孔和垂直于轴向的腰形孔,所述锥形销插入至所述限位装置内并延伸至所述基轴的第一内孔,使所述锥形销与所述基轴的同轴;
11.其中,所述拉紧环上设有垂直于轴向且穿入所述拉紧环的贯穿孔;所述拉紧环的中心沿轴设有中心孔,所述拉紧环通过中心孔套接在所述基轴外部;
12.其中,所述锥形销设有沿轴向第二内孔和垂直于轴向的销子孔,所述销子孔延伸至所述腰形孔中,所述腰形孔、销子孔)和贯穿孔轴心线重合,并通过连接销贯穿插入至贯穿孔中,使锥形销和拉紧环连接;所述永磁铁插入至所述第二内孔中。
13.进一步的,所述限位装置包括限位套、限位器、支撑条和开缝衬套,所述限位器上
设有多个用于固定所述支撑条的支撑条安装孔,所述支撑条安装在所述支撑条安装孔内与限位器形成一个限位整体,所述限位整体插入至限位套,所述限位套套设在所述基轴上,所述基轴的端部与限位整体在所述限位套内对接;
14.所述开缝衬套设置在锥形销与限位器之间。
15.进一步的,所述支撑条放置在所述支撑条安装孔内,所述永磁铁的磁性使所述支撑条固定在所述支撑条安装孔内。
16.进一步的,多个支撑条安装孔以限位器的圆心为中心沿圆周均匀分布,每个所述支撑条安装孔中对应安装有一个支撑条;
17.所述支撑条包括有内弧面和外弧面,多个均匀分布的支撑条的内弧面拟合成第一圆柱面;均匀分布的支撑条的外弧面拟合成第二圆柱面,第二圆柱面与零件的定位孔相配合。
18.进一步的,所述限位套包括端面和型面,所述型面与零件相接触的面相互配合;
19.所述限位套的端面通过螺钉固定在所述基轴的连接段,所述限位整体沿所述型面插入至限位套中;所述零件与限位整体接触并对限位整体施加轴向压力。
20.进一步的,所述螺钉的底面抵住基轴的下陷斜槽使螺钉在垂直于基轴的方向上形成偏角。
21.进一步的,所述固定端为所述基轴的一端,所述基轴沿轴向依次为固定端、螺纹段和连接段;
22.所述固定端设有至少一个凹面,所述基轴通过凹面榫卯连接在所述卡盘;
23.所述拉紧环通过中心孔套接在所述基轴的螺纹段;所述连接段用于与所述限位装置连接。
24.进一步的,所述基轴的连接段设有凸肩和下陷斜槽,所述下陷斜槽设置在所述连接段的外边面,所述凸肩沿轴向设置在连接段的端部;所述凸肩与锥形销的外边面形成下陷孔;
25.所述凸肩与限位器和开缝衬套的端面接触,所述下陷孔为锥形销提供避让空间。
26.进一步的,所述锥形销包括大锥柱和小锥柱,所述大锥柱和小锥柱一体成型,所述第二内孔设置在所述大锥柱内,销子孔设置在所述小锥柱靠近端部处。
27.进一步的,所述锥形销的小锥柱插入至第一内孔中,并使所述小锥柱上的销子孔位于所述腰形孔中;所述锥形销的大锥柱与限位器的位置相对应。
28.进一步的,所述大锥柱与限位器之间设有开缝衬套,所述限位器套设在所述开缝衬套的外表面;所述第一圆柱面与开缝衬套相配合。
29.进一步的,所述拉紧环设有插接孔,所述中心孔内设有凹槽,所述连接销的长度小于凹槽的直径。
30.本发明适用于活塞杆类零件的夹具,其有益效果在于:
31.(1)本发明中转接夹具、卡盘与顶尖三者配合使用,能够将活塞杆类零件固定在转接夹具的限位装置上,并通过顶尖的作用,实现一夹一顶的装夹方式,操作方便,便于活塞杆类的加工零件在回转机床上的车削、磨削等加工。
32.(2)零件无需设计额外的工艺凸台,利用零件自身特征实现定位装夹,简化了工艺路线。
33.(3)本发明通过卡盘、转接夹具和顶尖三者协同作用,整个夹具结构紧凑。支撑条主要用于转接夹具与零件之间的连接,支撑条通过永磁铁的磁力作用吸附在锥形销上,极大提高使用便利性,安装和操作方便。
34.(4)本发明具有良好的通用性,通过适当更换限位套和支撑条就能实现各种活塞杆类零件的装夹,同时由于限位套在基轴上的位置可调,适用于多种有孔特征的零件的装夹,极大地降低了夹具制造成本。
附图说明
35.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
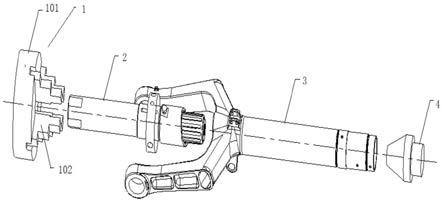
36.图1是本发明夹具与零件的装夹系统示意图;
37.图2是待加工活塞杆类零件结构图;
38.图3是本发明中转接夹具的结构示意图;
39.图4是本发明中转接夹具爆炸图。
40.图5是本发明中转接夹具结构剖视图;
41.图6是本发明中转接夹具爆炸结构剖视图。
42.图7是图5中b
‑
b方向的剖视图;
43.图8是支撑条、限位器的连接示意图;
44.图9是支撑条、限位器中的受力分析图;
45.图10是图8中a的局部放大示意图;
46.图11是基轴与限位器、开缝衬套、锥形销相对位置局部放大视图;
47.图12是拉紧环结构示意图;
48.图13是图12中d
‑
d方向的剖视图;
49.图14是图12中e
‑
e方向的剖视图;
50.图15是拉紧环与基轴、锥形销的连接关系放大视图;
51.图16是图15中p的局部放大视图;
52.图17是转接夹具与零件的装配结构示意图;
53.图18是锥形销、永磁铁和开缝衬套的装配结构示意图;
54.图19是锥形销、限位器和开缝衬套的装配结构示意图;
55.图20是锥形销与基轴的装配结构示意图。
56.图21是拉紧环、连接销与基轴的装配结构示意图;
57.图22是限位套与基轴的装配结构示意图;
[0058]1‑
卡盘,2
‑
转接夹具,3
‑
零件,4
‑
顶尖,5
‑
基轴,6
‑
连接销,7
‑
拉紧环,8
‑
螺钉,9
‑
限位套,10
‑
支撑条,11
‑
限位器,12
‑
开缝衬套,13
‑
锥形销,14
‑
永磁铁;
[0059]
101
‑
卡盘体,102
‑
卡爪;
[0060]
301
‑
连接孔;
[0061]
501
‑
第一内孔,502
‑
下陷孔,503
‑
腰形孔,504
‑
外螺纹,505
‑
下陷斜槽,506
‑
凸肩,
507
‑
螺纹段,508
‑
连接段,509
‑
凹面,510
‑
条形螺孔;
[0062]
701
‑
内螺纹,702
‑
凹槽,703
‑
插接孔,704
‑
贯穿孔,705
‑
中心孔;
[0063]
901
‑
型面,902
‑
螺孔,903
‑
端面;
[0064]
1001
‑
内弧面,1002
‑
外弧面,1003
‑
第二圆柱面;
[0065]
1101
‑
支撑条安装孔;
[0066]
1201
‑
内锥面,1202
‑
圆柱面;
[0067]
1301
‑
小锥柱,1302
‑
大锥柱,1303
‑
第二内孔,1304
‑
销子孔。
具体实施方式
[0068]
为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明中的说明书附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0069]
实施例1
[0070]
一种适用于活塞杆类零件的夹具,如图1
‑
22所示,包括卡盘1、转接夹具2和顶尖4。
[0071]
其中转接夹具2包括固定端与连接端,固定端与卡盘1连接,连接端与零件3连接,顶尖4与零件3的端部连接并将零件3顶紧至转接夹具2的连接端。
[0072]
转接夹具2沿轴向依次包括基轴5、拉紧环7、限位装置、锥形销13和永磁铁14。
[0073]
本实施例中,卡盘1为现有夹具,主要具有定位和夹紧的作用,是把工件安放在机床工作台上或夹具中,使它和刀具之间有相对正确的位置,再将加工零件3固定在卡盘1上,使加工零件3在加工过程中保持定位位置。卡盘1通常安装在车床、外圆磨床和内圆磨床上使用,也可与各种分度装置配合,用于铣床和钻床上。
[0074]
如图1所示,卡盘1一般包括卡盘体101和卡爪102。卡盘体101直径为65
‑
1500毫米,中央有通孔,以便通过工件或棒料;背部有圆柱形或短锥形结构,直接或通过法兰盘与机床主轴端部相连接。而卡爪102可为两爪、三爪、四爪、六爪和特殊卡盘1。
[0075]
示例性的,本实施例中为四爪卡盘1,卡爪102可拆卸安装在卡盘体101上,便于卡爪的更换。
[0076]
本实施例中,转接夹具2包括固定端与连接端,所述固定端与所述卡盘1连接,所述连接端与所述零件3连接。
[0077]
具体的,转接夹具2沿轴向依次包括基轴5、拉紧环7、限位装置、锥形销13和永磁铁14。
[0078]
基轴如图4
‑
6所示,基轴5主要作为卡盘1和零件3之间的转接。基轴5沿轴向依次为固定端、螺纹段507和连接段508,基轴5的固定端即为整个转接家具的固定端。
[0079]
基轴5通过固定端固定在卡盘1上,固定端设有凹面509,凹面509的形状和数量与卡盘1的卡爪形状和数量相互配合,通过固定端的凹面509与卡盘体101上的卡爪102之间的榫卯连接达到基轴5与卡盘1的连接固定。
[0080]
螺纹段507的主要作用是连接拉紧环7,处于螺纹段507的基轴5外表面为外螺纹504,而拉紧环7的内表面为内螺纹701,通过内外螺纹504的配合将拉紧环紧固在基轴5上。
[0081]
如图11所示,连接段508主要用于基轴5与限位装置之间的连接。处于连接段508的
基轴5外表面设有下陷斜槽505,连接段508的端部设有凸肩506,凸肩506沿基轴5的轴向凸起,凸肩506与限位装置中的限位器11和开缝衬套12的端面903接触,凸肩506与锥形销13的外边面自然形成下陷孔502,下陷孔502为锥形销13提供避让空间。
[0082]
在基轴5的内部沿轴向的第一内孔501和垂直于轴向的腰形孔503。锥形销13插入至限位装置内并延伸至基轴5的第一内孔501,使锥形销13与基轴5的同轴,即锥形销13依次贯穿限位装置和基轴5,使锥形销13、限位装置和基轴5三者成为整体,便于对活塞杆类零件进行固定。
[0083]
拉紧环如图7
‑
10所示:拉紧环7的中心沿轴设有中心孔705,中心孔705的内径与基轴5的外径相配合,拉紧环7通过中心孔705套设在基轴5的螺纹段507,并通过内螺纹701和外螺纹504的配合进行紧固,从而使拉紧环7固定在基轴5上。
[0084]
拉紧环7上设有垂直于轴向且穿入拉紧环的贯穿孔704,贯穿孔704主要用于将锥形销13固定在基轴5内。
[0085]
具体的,锥形销13靠近端部设有垂直于轴向的销子孔1304,锥形销13沿第一内孔501插入至基轴5内,销子孔1304则处于基轴5的腰形孔503内,调整基轴5、锥形销13和拉紧环7的相对位置,使腰形孔503、销子孔1304和贯穿孔704三者的轴心线重合,此时将连接销6从贯穿孔704放入,连接销6穿过销子孔1304,连接销6的两个端部均停留在拉紧环7内,从而实现锥形销13和拉紧环7的连接。
[0086]
由于腰形孔503沿基轴5的轴向延展,拉紧环7套设在螺纹段507后,连接销6可随着螺纹旋转使拉紧环7向卡盘1方向拉紧;拉紧环7顶尖4方向运行即为放松。而连接销6通过腰形孔503插入至销子孔1304,在拉紧环7移动的过程中,连接销6也可在腰形孔503内沿轴向运行,从而牵动锥形销13向卡盘1方向的移动,达到对不同长度零件的轴向定位。
[0087]
拉紧环7内设有环形的凹槽702,凹槽702与中心孔705为同心圆,凹槽702的作用主要用于连接销6的插入,使连接销6与拉紧环7连接起来。凹槽702的直径大于中心孔705的直径,连接销6的长度小于拉紧环7凹槽702的直径。当拉紧环7旋转时连接销6由于锥形销13的固定,从而不跟随旋转。
[0088]
拉紧环7的表面设有至少一个插接孔703,示例性的,本实施例中为三个插接孔703。插接孔703主要是便于拉紧环7的手动拉紧,当拉紧时,用撬棍插入插接孔703拧动拉紧环7,拉紧环7沿着拉紧方向运动,由于连接销6的存在同时带动锥形销13同步运动,实现了零件胀紧。
[0089]
锥形销13:锥形销13包括大锥柱1302和小锥柱1301,大锥柱1302和小锥柱1301一体成型。锥形销13的小锥柱1301插入至第一内孔501中,销子孔1304设置在所述小锥柱1301靠近端部处。当小锥柱1301插入至基轴5的腰形孔503中后,调整销子孔1304与拉环的贯穿孔704的位置关系,使轴线重合,便于锥形销13、基轴5和拉紧环7三者之间的连接。锥形销13的大锥柱1302与限位器11的位置相对应。第二内孔1303设置在大锥柱1302内,且第二内孔1303的轴线与锥形销13的轴线重合,永磁铁14放在第二内孔1303内,利用磁性将限位装置中的支撑条10固定在限位器11中。
[0090]
限位装置:限位装置包括限位套9、限位器11、支撑条10和开缝衬套12,支撑条10安装在支撑条安装孔1101内并与限位器11形成一个限位整体,限位整体插入至限位套9,限位套9套设在基轴5上,基轴5的端部与限位整体在限位套9内对接,限位器11套在开缝衬套12
的外表面。
[0091]
具体的,限位器11上设有多个用于固定支撑条10的支撑条安装孔1101。在本实施例中,多个支撑条安装孔1101以限位器11的圆心为中心沿圆周均匀分布,支撑条安装孔1101的形状与支撑条10的外形协调,每个支撑条安装孔1101中对应安装有一个支撑条10。
[0092]
开缝衬套12设置在大锥柱1302与限位器11之间,开缝衬套12对限位器11进行保护作用,同时便于胀紧力向支撑条10的传递。开缝衬套12的内孔为内锥面1201,内锥面1201与锥形销13大锥面的外表面配合,开缝衬套12的外表面为圆柱面1202。基轴5上的凸肩506与限位器11和开缝衬套12端面903接触,实现了拉紧锥形销13时,限位器11和开缝衬套12的位置限位,仅锥形销13(13)沿着拉紧方向运动。
[0093]
支撑条10为钢材质,支撑条10包括有内弧面1001和外弧面1002,多个均匀分布的支撑条10的内弧面1001拟合成第一圆柱面;均匀分布的支撑条10的外弧面1002拟合成第二圆柱面,第二圆柱面与零件3的连接孔301相配合,第一圆柱面与开缝衬套12相配合。
[0094]
支撑条10安装到限位器11上的支撑条安装孔1101中,由于限位器11与锥形销13大锥面的位置相对应,永磁铁14插入至大锥面内的第二内孔1303中,在永磁铁14的磁力作用使支撑条10在限位器11的支撑条安装孔1101中稳定,保证支撑条10不会从限位器11上的支撑条安装孔1101中掉落。支撑条10主要用于与零件的对接。活塞杆类零件设有连接孔301,支撑条10在限位器11中为凸出状态,支撑条10的外表面与零件的连接孔301的内表面接触,达到对零件径向方向的连接和控制。
[0095]
在使用时胀紧力通过从锥形销13大锥柱1302的外表面经过开缝衬套12和支撑条10将压紧力传递到支撑条10的外弧面1002上,从而实现对零件的胀紧,胀紧力沿周向均匀辐射分布。开缝衬套12在胀紧的过程中形变量是很小的,通常直径范围1mm左右。
[0096]
本发明中支撑条10能够随意更换,且支撑条10的形状和尺寸也可根据实际情况进行改进,以适应不同规格、形状的零件的装夹固定,极大地提高了适用性,降低制造成本。
[0097]
开缝衬套12和锥形销13组成的胀开芯轴结构实现胀紧功能,为了弥补开缝衬套12直接接触零件带来的适应性差,无法适用于多孔径场景下的快换需求,在结构上引入支撑条10和限位器11的结构设计,通过更换不同的厚度尺寸的支撑条10就能够实现不同孔径的装夹,夹具适用性极大的提高。同时在锥形销13中采用永磁铁14的设计,在磁力吸附作用下,支撑条10能够紧紧地吸附在锥形销13,不会掉落,极大提高使用便利性。
[0098]
限位套9包括端面903和型面901,限位套9的端面903通过螺钉8固定在基轴5的连接段508。由于处于连接段508的基轴5外表面设有下陷斜槽505,因此螺钉8与基轴5表面固定时螺钉8的底面抵住基轴5的下陷斜槽505上,造成螺钉8的轴线与基轴5的轴线不相互垂直,即螺钉8的轴线在垂直于基轴5的轴线方向上形成偏角α。当使用时待加工零件给限位套9施加一个轴向力fx,通过对锥形销13沿轴向方向拉紧,偏角α随着下陷斜槽505的而增大,在偏角α放大作用下,得到一个成倍放大的分力fy、fy限位套9与基轴5之间的正压力,从而增加了fy限位套9与基轴5之间的摩擦力,防止了fy限位套9的滑动,受力分析如图9所示。由于下陷斜槽505有一定的长度,使得限位套9的位置可在轴心线方向上根据实际情况实现无级调节。
[0099]
处于连接段508的基轴5上设有条形螺孔510,条形螺孔510的轴线与基轴5的轴线相互平行。限位套9的端面903上设有螺孔902,将限位套9上的螺孔902对准条形螺孔510,并
通过螺钉8紧固。由于基轴5上为条形螺孔510,因此限位套9可以沿着轴向移动,并可通过螺钉8固定在选定位置。
[0100]
安装有支撑条10的限位器11作为限位整体沿型面901插入至限位套9中,零件通过连接孔301套设在限位整体外,支撑条10的胀紧力沿周向均匀辐射分布,沿径向定位零件;限位器11的端部与零件接触,通过顶尖4对零件的端部施压,沿轴向定位零件。
[0101]
限位套9的型面901尺寸根据具体的零件外形进行设计,限位套9可以沿着轴向移动,并可通过螺钉8固定位置,轴向移动的过程中可以调节夹具右端胀开部分的露出长度,使该夹具在“浅盲孔”的装夹情形下也能适用。
[0102]
工作原理:将拉紧环7套设在基轴5的螺纹段507,开缝衬套12套设在锥形销13的大锥柱1302上,永磁铁14插入至大锥柱1302内的第二内孔1303中;再将支撑条10安装在限位器11上,将限位器11套设在开缝衬套12外部,带有限位装置的锥形销13插入至基轴5的第一内孔501中,销子孔1304则处于基轴5的腰形孔503内,调整基轴5、锥形销13和拉紧环7的相对位置,使腰形孔503、销子孔1304和贯穿孔704三者的轴心线重合,此时将连接销6从贯穿孔704放入,连接销6穿过销子孔1304,连接销6的两个端部均停留在拉紧环7内,从而实现锥形销13和拉紧环7的连接。再将基轴5的固定端安装在卡盘1上,拧紧卡盘1,然后将加工零件的连接孔301套入在安装有支撑条10的限位器11外表面,最后移动顶尖4顶住待加工零件端部,给零件施加轴向力实现轴向定位。
[0103]
由于腰形孔503沿基轴5的轴向延展,拉紧环7套设在螺纹段507后,连接销6可随着螺纹旋转使拉紧环7向卡盘1方向拉紧;拉紧环7顶尖4方向运行即为放松。而连接销6通过腰形孔503插入至销子孔1304,在拉紧环7移动的过程中,连接销6也可在腰形孔503内沿轴向运行,从而牵动锥形销13向卡盘1方向的移动,达到对不同长度零件的轴向定位,实现“一夹一顶”装夹。
[0104]
实施例2
[0105]
一种适用于活塞杆类零件的夹具的使用方法,包括以下步骤:
[0106]
s1,将永磁铁14安装到锥形销13第二内孔1303中,并将开缝衬套12安装到锥形销13的大锥柱1302的外表面上;
[0107]
s2,将限位器11安装到开缝衬套12外,然后将支撑条10安装到限位器11上的支撑条安装孔1101中;
[0108]
s3,将s1和s2中组装好的组件安装到基轴5上;
[0109]
s4,将拉紧环7安装到基轴5,并协调基轴5、锥形销13和拉紧环7的相对位置,使腰形孔503、销子孔1304和贯穿孔704三者的轴心线重合,此时将连接销6从贯穿孔704放入,连接销6穿过销子孔1304,从而实现锥形销13和拉紧环7的连接;
[0110]
s5,限位套9套入基轴5上,并将螺钉8拧在限位套9的螺孔902中,并沿轴向调整限位套9的位置,使螺钉8能够拧入基轴5上的下陷斜槽505中;
[0111]
s6,将s2中完成装配的转接夹具2安装到卡盘1上,并拧紧卡盘1,然后将待加工零件通过连接孔301和限位器11安装到转接夹具2上,最后移动顶尖4顶住待加工零件的端部,实现“一夹一顶”装夹。
[0112]
至此整个系统装配完毕,微调卡盘1,找正后可开始加工零件。
[0113]
在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包
含在本发明的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
[0114]
最后应说明的是:本发明实施例公开的仅为本发明较佳实施例而已,仅用于说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解;其依然可以对前述各项实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或替换,并不使相应的技术方案的本质脱离本发明各项实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1