一种钢板冷轧系统及钢板冷轧方法与流程
1.本发明涉及机械加工领域,更具体的说是一种钢板冷轧系统及钢板冷轧方法。
背景技术:
2.冷轧机是一种新型的钢材质冷轧加工设备。该机可将热轧圆盘,钢板卷材加工成成品,然后进行后续制作。在一些冷轧工艺中,需要将钢板进行冷轧,并且需要在钢板上冷轧出特殊的结构;现有的一些汽车货箱拦板部件主要包括箱条(边框)、箱板芯(波纹板)、站称、箱堵等,冷轧成型材后将其组合焊接成货车车厢的拦板。
3.专利号为107537902a的发明公开了一种钢板冷轧机,该钢板冷轧机可以进行较大驱动力传动,其传动机构结构简单,不易损坏。包括左墙板和右墙板,左墙板和右墙板的内侧安装轴承座,第一定型辊和第二定型辊两端安装在两侧墙板的轴承座内;第一定型辊和第二定型辊各包括上下两个压辊,两个压辊上对应开设凸起和凹槽;第一定型辊和第二定型辊的上下压辊分别通过两套链条传动机构传动。两套链条传动机构通过两个驱动电机驱动,互不影响,而且保证的驱动力较大,同时非常方便的实现定型辊上下压辊的反方向运转。该发明具有不能冷轧出凹凸不平的钢板平面的缺点。
技术实现要素:
4.本发明的目的是提供一种钢板冷轧系统及钢板冷轧方法,具有能冷轧出凹凸不平的钢板平面的优点。
5.本发明的目的通过以下技术方案来实现:
6.一种钢板冷轧系统,包括冷轧轴、冷轧轮ⅰ、冷轧轮ⅱ和支架,支架上设置有两个冷轧轴,两个冷轧轴上均设置有多个冷轧轮ⅰ和多个冷轧轮ⅱ,上下两端的冷轧轮ⅰ和冷轧轮ⅱ一一对应。
7.优选的,所述钢板冷轧系统所述同一冷轧轴上的多个冷轧轮ⅰ和多个冷轧轮ⅱ交错设置。
8.优选的,所述同一冷轧轴上设置的相邻的冷轧轮ⅰ和冷轧轮ⅱ之间均设置有间隙。
9.优选的,所述钢板冷轧系统还包括冷轧齿轮,两个冷轧轴的两端均设置有冷轧齿轮,同侧的两个冷轧齿轮啮合传动。
10.优选的,所述钢板冷轧系统还包括离心杆、底座、清洁杆、涡轮、u形架和蜗杆,支架上设置有u形架,u形架上设置有两个蜗杆,u形架上设置有多个离心杆,多个离心杆上均设置有底座,多个底座上均设置有清洁杆,多个离心杆上均设置有涡轮,多个涡轮均和两个蜗杆啮合传动。
11.本发明一种钢板冷轧系统及钢板冷轧方法的有益效果为:可以通过多个冷轧轮ⅰ和冷轧轮ⅱ将杆板加工出具有凹凸平面和折弯的钢板,增加钢板表面的摩擦力,还可以通过多个清洁杆的转动和滑动实现对钢板凹凸处的清洁。
附图说明
12.下面结合附图和具体实施方法对本发明做进一步详细的说明。
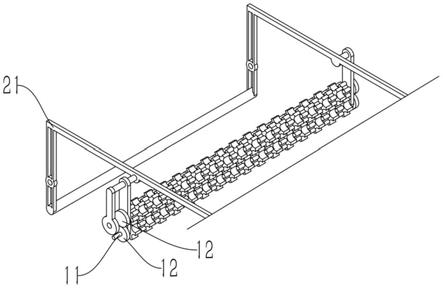
13.图1是钢板冷轧出凹凸平面的机构示意图;
14.图2是冷轧钢板的零件结构图;
15.图3是冷轧轮ⅰ的剖视图;
16.图4是冷轧轮ⅱ的结构图;
17.图5是两个图2的位置关系图;
18.图6是清洁杆的结构图;
19.图7是多个图6的装配图;
20.图8是图2和图7动力连接的结构图;
21.图9是钢板夹紧的结构图;
22.图10是支撑钢板的结构图。
23.图中:冷轧轴11;冷轧齿轮12;冷轧轮ⅰ13;冷轧轮ⅱ14;支架21;离心杆31;底座32;清洁杆33;涡轮34;u形架41;蜗杆42;从动带轮51;主动带轮52;齿形带53;滑动架61;滑杆62;导向架63;转轴71;运输轮72。
具体实施方式
24.参考图1、2、3、4和5,详细说明冷轧钢板的实施过程:
25.一种钢板冷轧系统包括支架21,支架21上转动连接有两个冷轧轴11,两个冷轧轴11上均固定连接有多个冷轧轮ⅰ13和多个冷轧轮ⅱ14,上下两端的冷轧轮ⅰ13和冷轧轮ⅱ14一一对应,当钢板运输到接触到上下对应的多个冷轧轮ⅰ13和多个冷轧轮ⅱ14时,多个冷轧轮ⅰ13和多个冷轧轮ⅱ14对钢板进行咬合,对钢板进行冷轧加工,冷轧轮ⅰ13上均布有多个凹槽,用于钢板进行冷轧时的对钢板的承托,多个冷轧轮ⅱ14的外侧均设置有与冷轧轮ⅰ13上均布的多个凹槽对应的凸起,在多个冷轧轮ⅰ13和多个冷轧轮ⅱ14对钢板进行冷轧加工时,通过多个凹槽和凸起的配合,将平整的钢板加工成具有多列凹凸交替的板材,当板材在使用过程中需要较大的摩擦力时,普通的平整的板材的摩擦力较小,而冷轧出具有多列凹凸交替的钢板,由于具有更大的摩擦力而更加适合使用。
26.结合以上实施例,还可以实现以下功能:
27.参考图2,详细说明如何将钢板加工成具有多列凹凸交替的板材的实施过程:
28.所述同一冷轧轴11上的多个冷轧轮ⅰ13和多个冷轧轮ⅱ14交错布置,当多个冷轧轮ⅰ13和多个冷轧轮ⅱ14对钢板进行冷轧加工时,由于同一冷轧轴11上的多个冷轧轮ⅰ13和多个冷轧轮ⅱ14交错布置,上下两端的冷轧轮ⅰ13和冷轧轮ⅱ14一一对应,故将钢板进行冷轧后,加工出的凹凸处呈多列的形式排布,当使用加工后的钢板时,分列的凹凸形式可以增加钢板的摩擦力,使得钢板由于较大的摩擦力不会出现滑脱,造成其余装置的损伤或使用时造成人员受到伤害,同时,也可以增大钢板在冷轧过程中运输的可靠性,不会出现钢板的打滑而导致无法运输,确保钢板冷轧的精准度架冷轧速度。
29.结合以上实施例,还可以实现以下功能:
30.参考图2、3、4和5,详细说明冷轧钢板的实施过程:
31.同一冷轧轴11上固定连接的多个冷轧轮ⅰ13和冷轧轮ⅱ14中相邻的冷轧轮ⅰ13和
冷轧轮ⅱ14之间均设置有间隙,当上下对应的多个冷轧轮ⅰ13和冷轧轮ⅱ14对钢板进行冷轧时,由于多个冷轧轮ⅰ13和冷轧轮ⅱ14的外径尺寸不相同,故当多个冷轧轮ⅰ13和冷轧轮ⅱ14对钢板进行冷轧时,会加工出折弯,而确保多个冷轧轮ⅰ13和冷轧轮ⅱ14对钢板进行冷轧时不会将折弯的地方造成裁剪,所以在相邻的冷轧轮ⅰ13和冷轧轮ⅱ14之间设置间隙,确保能够对钢板进行完整的折弯冷轧同时加工出多个凹凸处的钢板,最大程度的增大钢板的摩擦力。
32.结合以上实施例,还可以实现以下功能:
33.参考图2和5,详细说明两个冷轧轴可靠运转的实施过程:
34.两个冷轧轴11的两端均固定连接有冷轧齿轮12,同侧的两个冷轧齿轮12啮合传动,当其中一个冷轧轴11转动时,该冷轧轴11带动两端的冷轧齿轮12转动,两端的冷轧齿轮12啮合驱动另两个冷轧齿轮12转动,实现多个冷轧齿轮12同步转动,从而带动另一个冷轧轴11转动,两个冷轧轴11带动多个冷轧轮ⅰ13和冷轧轮ⅱ14同步转动,实现对钢板的冷轧加工,两端均采用冷轧齿轮12啮合驱动,是防止只采用单侧传动的话,经过长期传动后,由于单侧传动受到的力更大,将造成两个冷轧轴11传动的一侧磨损更大,而另一侧磨损更小,将导致两个冷轧轴11出现八字形,严重影响钢板冷轧系统的使用,两侧均使用冷轧齿轮12啮合传动,可以使得两个冷轧轴11两端的磨损相近,始终保持两个冷轧轴11两端的距离,保证两个冷轧轴11轴线的平行,确保长期对钢板的可靠的冷轧加工。
35.结合以上实施例,还可以实现以下功能:
36.参考图6和7,详细说明清洁钢板冷轧处的凹凸处的实施过程:
37.支架21上固定连接有u形架41,u形架41上转动连接有两个蜗杆42,u形架41上转动连接有多个离心杆31,多个离心杆31上均固定连接有底座32,多个底座32上均滑动连接有清洁杆33,多个底座32内部中空,多个底座32和对应的清洁杆33之间均设置有弹簧,多个离心杆31上均固定连接有涡轮34,多个涡轮34均和两个蜗杆42啮合传动,两个蜗杆42中的其中一个转动时,该蜗杆42啮合驱动多个涡轮34同步转动,多个涡轮34带动多个离心杆31转动,多个离心杆31带动多个底座32转动,多个底座32带动多个清洁杆33转动,多个转动的清洁杆33能够对钢板进行清洁,多个底座32和对应的清洁杆33之间均设置有弹簧,当钢板的凹凸处接触到多个清洁杆33时,多个清洁杆33能够在轴向上进行伸缩,针对钢板的凹凸处进行清洁,配合多个清洁杆33绕对应的涡轮34的轴线进行转动,使得多个清洁杆33能够在转动下配合伸缩对钢板的凹凸处进行清洁,方便冷轧后钢板的使用。
38.结合以上实施例,还可以实现以下功能:
39.参考图8,详细说明冷轧轴与蜗杆传动的实施过程:
40.两个蜗杆42的其中一个上固定连接有从动带轮51,两个冷轧轴11的其中一个上固定连接有主动带轮52,主动带轮52和从动带轮51通过齿形带53传动,当该冷轧轴11获得动力进行转动时,该冷轧轴11带动主动带轮52转动,该主动带轮52通过齿形带53带动从动带轮51转动,从动带轮51带动与其固接的蜗杆42转动,该蜗杆42获得动力实现驱动多个清洁杆33转动,而另一个蜗杆42起到辅助的作用,确保多个涡轮34的可靠转动。
41.结合以上实施例,还可以实现以下功能:
42.参考图8,详细说明蜗杆被驱动的实施过程:
43.主动带轮52的分度圆直径大于从动带轮51的分度圆直径,当主动带轮52带动从动
带轮51转动时,从动带轮51的转速增加,实现从动带轮51带动蜗杆42啮合驱动多个涡轮34快速转动,进而实现多个清洁杆33的快速转动,实现多个清洁杆33对钢板的快速清洁。
44.结合以上实施例,还可以实现以下功能:
45.参考图9,详细说明对不同快速的钢板的限位作用的实施过程:
46.支架21的两端均固定连接有滑动架61,两个滑动架61上均滑动连接有滑杆62,两个滑杆62上均固定连接有导向架63,两个导向架63分别和对应的滑动架61之间固定连接有弹簧,当不同宽度的钢板放置到支架21上时,钢板的两端先接触到两个导向架63,两个导向架63与钢板接触的面呈开口状,当钢板接触到两个导向架63时,钢板的两端推动两个导向架63使得两个导向架63向两端滑动,同时两个导向架63压缩弹簧,两个弹簧的受力相同,可以将钢板稳固到中间位置,便于后续对钢板的冷轧。
47.结合以上实施例,还可以实现以下功能:
48.参考图10,详细说明冷轧钢板运输的实施过程:
49.支架21上转动连接有两个转轴71,两个转轴71上均转动连接有多个运输轮72,当对钢板进行运输时,将钢板放置到多个运输轮72上,当对钢板进行冷轧时,多个运输轮72对钢板起到支撑作用的同时,可以减少钢板运输中的摩擦力,使得钢板运输的更加快捷方便。
50.采用上述的钢板冷轧系统冷轧钢板的方法,该方法包括以下步骤:
51.步骤一:将钢板运输到两个导向架63和对应的转轴71上进行运输;
52.步骤二:通过多个冷轧轮ⅰ13和多个冷轧轮ⅱ14将钢板冷轧成具有凹凸点的波浪形钢板;
53.步骤三:通过多个清洁杆33对冷轧后的钢板进行清洁:
54.步骤四:对清洁后的钢板进行收集。
55.结合以上实施例,还可以实现以下功能:
56.以下参考图1对冷轧钢板的驱动功能的结构进行说明:
57.钢板冷轧系统还包括减速电机,该减速电机固定连接在支架21上,该减速电机的输出轴和其中一个冷轧轴11固定连接,当启动减速电机时,该减速电机带动该冷轧轴11快速转动,实现对钢板的冷轧加工,钢板冷轧系统还包括高压喷雾结构,该高压喷雾结构固定连接在支架21上,该高压喷雾结构的喷雾口与多个清洁杆33一一对应,对清洁的钢板的杂物进行清洁,该用于清洁钢板的清洁杆33及其连接零件与高压喷雾结构均可关于距离两个冷轧轴11等距水平面对称设置,实现对钢板上下平面两侧的清洁。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1