一种不锈钢钢带矫直机压平装置的制作方法
1.本发明涉及建材加工技术领域,具体为一种不锈钢钢带矫直机压平装置。
背景技术:
2.不锈钢钢带具有良好的耐蚀性、耐热性、低温强度和机械特性。在大气中耐腐蚀,如果是工业性气氛或重污染地区,则需要及时清洁以避免腐蚀。适合用于食品的加工、储存和运输。具有良好的加工性能和可焊性。板式换热器、波纹管、家庭用品、建材、化学、食品工业等;
3.矫直机是指将走形后的管材、铁丝和钢带等矫直,针对于不同的产品,矫直方式也不同,不锈钢钢带主要是以矫直辊压平为主。用途不同,钢带的厚度也不同,目前,常用的矫直机矫直辊之间的间距大多不易调节,只能针对于同一种厚度的不锈钢钢带压平矫直,实用性差,使用不够广泛,有时为了让钢带具有防滑性能,通常会在钢带表面压花,这时就需要其他设备来完成,中间环节较多,无形中延长了加工周期,致使加工效率变低,因此,有必要提出一种多功能不锈钢钢带矫直机。
技术实现要素:
4.本发明的目的在于提供一种不锈钢钢带矫直机压平装置,以至少解决现有技术矫直辊之间间距难以调节,无法实现多种厚度的不锈钢钢带压平,使用不够广泛,以及不具有压花功能,两个加工工艺之间衔接中间环节多,加工效率低的问题。
5.为实现上述目的,本发明提供如下技术方案:一种不锈钢钢带矫直机压平装置,包括:
6.调距机构;
7.箱体,固定连接于所述调距机构的前侧;
8.引导块,数量为两个,分别固定连接于所述箱体的左右侧壁中心位置;
9.箱门,铰接于所述箱体的左侧前端;
10.压平机构,数量为两个,分别安装于所述调距机构的内腔上下两端,两个所述压平机构相对于调距机构的中心点上下对称。
11.优选的,所述调距机构包括:外壳,前侧与所述箱体的后侧固定连接;导杆,数量为两个,沿上下方向分别固定连接于所述外壳的内腔左右两侧;第一电机,安装于所述外壳的上表面中心位置;螺杆,一端通过联轴器锁紧于所述第一电机的输出端,且另一端与所述外壳的内壁底端通过轴承转动连接;支撑板,数量为两个,分别螺接于所述螺杆的外壁上下两端,且两侧与所述导杆的外壁套接。
12.优选的,所述螺杆的外壁上下两部分螺纹为正反螺纹。
13.优选的,所述压平机构包括:角板,安装于所述支撑板的前侧;第一转轴,数量为若干个,从左至右通过圆柱滚子轴承安装于所述角板的前侧;矫直辊,安装于所述第一转轴的外壁前侧;第一链轮,安装于所述第一转轴的外壁后侧;链条,链连接于所述第一链轮的外
壁;压花组件,安装于所述角板的上表面左端,且与所述链条链连接。
14.优选的,所述矫直辊与引导块的中心点在同一平面内。
15.优选的,所述压花组件包括:第二电机,安装于所述角板的上表面左端;第二转轴,通过圆柱滚子轴承安装于所述角板的前侧左端,且后端与第二电机的输出端通过联轴器锁紧,所述第二转轴的外壁前侧沿周向均开设有滑槽;第二链轮,安装于所述第二转轴的外壁后侧,且与链条链连接;滑块,内嵌于所述滑槽的内腔;压花辊,固定连接于所述滑块的外侧;紧固螺栓,螺接于所述第二转轴的前侧,且紧固螺栓与压花辊紧密接触对压花辊锁紧。
16.优选的,所述滑槽的数量为四个,按顺时针每隔90度分布于所述第二转轴的外壁。
17.本发明提出的一种不锈钢钢带矫直机压平装置,有益效果在于:
18.1、本发明通过第一电机驱动螺杆顺时针或逆时针旋转,在导杆的限位作用下,可使两个支撑板同时向内或向外侧移动,达到改变矫直辊之间间距的目的,能针对不同厚度的不锈钢钢带压平矫直,实用性强,使用更加广泛;
19.2、本发明通过第二电机驱动第二链轮旋转,在链条与第一链轮的配合下可使矫直辊和压花辊同步转动,矫直辊对不锈钢钢带辊压成型,压花辊碾压后改变不锈钢钢带表面的形态,从而可实现矫直、压花同步完成,减少中间环节,缩短加工周期,提高加工效率,极大地满足了不锈钢钢带加工的需求。
附图说明
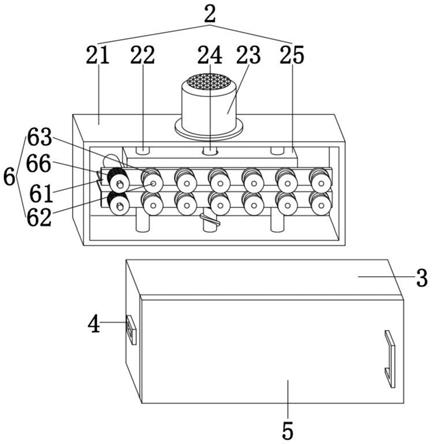
20.图1为本发明结构示意图;
21.图2为本发明的压平机构俯视剖面图;
22.图3为本发明的a处放大图。
23.图中:2、调距机构,21、外壳,22、导杆,23、第一电机,24、螺杆,25、支撑板,3、箱体,4、引导块,5、箱门,6、压平机构,61、角板,62、第一转轴,63、矫直辊,64、第一链轮,65、链条,66、压花组件,661、第二电机,662、第二转轴,663、滑槽,664、第二链轮,665、滑块,666、压花辊,667、紧固螺栓。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.请参阅图1
‑
3,本发明提供一种技术方案:一种不锈钢钢带矫直机压平装置,包括调距机构2、箱体3、引导块4、箱门5和压平机构6,箱体3固定连接于调距机构2的前侧,引导块4数量为两个,分别固定连接于箱体3的左右侧壁中心位置,限定不锈钢钢带位置,引导不锈钢钢带从矫直辊63之间穿过,箱门5铰接于箱体3的左侧前端,压平机构6数量为两个,分别安装于调距机构2的内腔上下两端,两个压平机构6相对于调距机构2的中心点上下对称。
26.作为优选方案,更进一步的,调距机构2包括外壳21、导杆22、第一电机23、螺杆24和支撑板25,外壳21前侧与箱体3的后侧固定连接,导杆22数量为两个,沿上下方向分别固定连接于外壳21的内腔左右两侧,对支撑板25限位,使支撑板25可垂直移动,第一电机23安
装于外壳21的上表面中心位置,螺杆24一端通过联轴器锁紧于第一电机23的输出端,且另一端与外壳21的内壁底端通过轴承转动连接,螺杆24的外壁上下两部分螺纹为正反螺纹,当螺杆24顺时针或逆时针旋转时,螺杆24螺纹旋转力可驱动两个支撑板25同时向内或向外侧移动,支撑板25数量为两个,分别螺接于螺杆24的外壁上下两端,且两侧与导杆22的外壁套接。
27.作为优选方案,更进一步的,压平机构6包括角板61、第一转轴62、矫直辊63、第一链轮64、链条65和压花组件66,角板61安装于支撑板25的前侧,第一转轴62数量为若干个,从左至右通过圆柱滚子轴承安装于角板61的前侧,矫直辊63安装于第一转轴62的外壁前侧,第一链轮64安装于第一转轴62的外壁后侧,通过第一链轮64与链条65的配合可使多个矫直辊63同步转动,链条65链连接于第一链轮64的外壁,压花组件66安装于角板61的上表面左端,且与链条65链连接。
28.作为优选方案,更进一步的,矫直辊63与引导块4的中心点在同一平面内,确保不锈钢钢带能从矫直辊63之间穿过。
29.作为优选方案,更进一步的,压花组件66包括第二电机661、第二转轴662、滑槽663、第二链轮664、滑块665、压花辊666和紧固螺栓667,第二电机661安装于角板61的上表面左端,第二转轴662通过圆柱滚子轴承安装于角板61的前侧左端,且后端与第二电机661的输出端通过联轴器锁紧,第二转轴662的外壁前侧沿周向均开设有滑槽663,滑槽663的数量为四个,按顺时针每隔90度分布于第二转轴662的外壁,可从四个方向对压花辊666限位,提高压花辊666轴向旋转的能力,第二链轮664安装于第二转轴662的外壁后侧,且与链条65链连接,在链条65的传动下,能实现矫直辊63与压花辊666的同步转动,滑块665内嵌于滑槽663的内腔,压花辊666固定连接于滑块665的外侧,压花辊666表面为凹凸不平的,可实现不锈钢钢带表面的辊压,达到压花的目的,紧固螺栓667螺接于第二转轴662的前侧,且紧固螺栓667与压花辊666紧密接触对压花辊666锁紧。
30.其详细连接手段,为本领域公知技术,下述主要介绍工作原理以及过程,具体工作如下。
31.步骤一,当需要矫直、压花时,根据变形的不锈钢钢带厚度,利用第一电机23驱动螺杆24顺时针或逆时针旋转,在导杆22的限位作用下,螺杆24螺纹旋转力可驱动两个支撑板25同时向内或向外侧移动,位于上下位置的矫直辊63之间的间距逐渐变小或变大,直至间距达到不锈钢钢带的矫直要求,让第一电机23停止工作;
32.步骤二,将不锈钢钢带从右侧的引导块4插入外壳21内,通过第二电机661驱动第二转轴662旋转,第二链轮664带动链条65转动,进而使第一链轮64驱动第一转轴62旋转,从而使矫直辊63和压花辊666同步转动,矫直辊63带动不锈钢钢带向左移动,对不锈钢钢带辊压矫直,经过压花辊666时,压花辊666利用自身凹凸不平的表面对不锈钢钢带表面辊压,从而使不锈钢钢带表面平滑形态发生变化,实现不锈钢钢带的矫直、压花;
33.步骤三,当不需要压花时,打开箱门5,将紧固螺栓667从第二转轴662上旋拧下来,向前侧拉动压花辊666,滑块665沿着滑槽663滑动,直至滑块665脱离滑槽663,完成压花辊666的拆卸,从而去掉压花功能;
34.本装置能改变矫直辊63之间间距,实现多种厚度的不锈钢钢带压平,使用更加广泛,而且具有压花功能,节省两个加工工艺之间衔接中间环节,提高加工效率,更利于推广。
35.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1