一种贵金属包裹导电辊的控制方法及系统与流程
1.本发明涉及节能领域,特别涉及一种贵金属包裹导电辊的控制方法及系统。
背景技术:
2.贵金属包裹导电辊的控制方法是一种进行导电辊成型控制的方法,是一种低压化成设备的节能技术,现在的导电辊是以纯铝材质的导电方式,随着科技的不断发展,人们对于贵金属包裹导电辊的控制方法的制造工艺要求也越来越高。
3.现有技术中,授权公告号为cn201210320881.6的专利公开了带钢电镀用新型导电辊,导电辊辊体、导电辊合金外套和导电辊冷却装置,其中导电辊辊体包括有导电辊芯轴、导电辊辊筒和支撑板,导电辊芯轴一端密封,另一端连接有旋转接头,现有的贵金属包裹导电辊的控制方法在使用时存在一定的弊端,由于纯铝表面的易氧化性时有打火发生而造成产品损失,产品的使用性能较差,不利于人们的使用,给人们的使用过程带来了一定的不利影响,为此,我们提出一种贵金属包裹导电辊的控制方法及系统。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种贵金属包裹导电辊的控制方法及系统,通过模压的方式进行成型操作,通过贵金属对导电辊进行包裹复合,达到节能降耗的效果,不易出现氧化的情况,使用性能更为优异,可以有效解决背景技术中的问题。
6.(二)技术方案
7.为实现上述目的,本发明采取的技术方案为:一种贵金属包裹导电辊的控制方法,包括以下操作步骤:
8.s1:材料的准备:准备导电辊成型材料,导入指定的容器,准备贵金属材料,导入指定的容器,备用;
9.s2:导电辊成型:将准备的导电辊材料导入到热化模具的内部,进行高温加热操作,通过热化控制系统对温度进行加热控制,使导电辊熔融,熔融后通过成型模具进行压合固化成型操作,由成型控制系统进行压合控制;
10.s3:贵金属成型:将准备的贵金属材料导入指定的模具中,通过处理,进行成型控制;
11.s4:复合操作:将成型后的导电辊与贵金属材料进行贴合,贵金属材料包裹住导电辊的位置,放置到模具的内部的位置进行定位,由贴合控制系统与包裹控制系统进行复合控制操作,将贵金属材料包裹住导电辊的位置进行复合;
12.s5:性能检测:将贵金属包裹住的导电辊放置到检测仪的上端位置进行检测操作,对其性能进行检测与分析,剔除不合格品,合格品通过出料控制进行出料操作。
13.作为一种优选的技术方案,所述s2步骤中导电辊进行高温加热操作时的温度为450
‑
600℃,加热时间为20
‑
35min。
14.作为一种优选的技术方案,所述s3步骤中贵金属材料通过模压的方式成型。
15.作为一种优选的技术方案,所述s4步骤中贵金属与导电辊复合采用热压方式,热合温度为200
‑
280℃,热合时间为15
‑
26min。
16.作为一种优选的技术方案,所述s4步骤中贵金属与导电辊复合的热合温度为240℃,热合时间为18min。
17.作为一种优选的技术方案,所述s5步骤中对导电辊的导电性能与使用性能进行检测与分析。
18.一种贵金属包裹导电辊的控制系统,包括导电辊热化控制系统、导电辊成型控制系统、贵金属模压控制系统、贵金属成型控制系统、贵金属导电辊贴合控制系统、贵金属包裹控制系统、导电辊性能检测系统、出料控制系统。
19.作为一种优选的技术方案,所述导电辊热化控制系统连接导电辊成型控制系统,所述导电辊成型控制系统连接贵金属模压控制系统,所述贵金属模压控制系统连接贵金属成型控制系统,所述贵金属成型控制系统连接有贵金属导电辊贴合控制系统,所述贵金属导电辊贴合控制系统连接有贵金属包裹控制系统,所述贵金属包裹控制系统连接有导电辊性能检测系统,所述导电辊性能检测系统连接有出料控制系统。
20.(三)有益效果
21.与现有技术相比,本发明提供了一种贵金属包裹导电辊的控制方法及系统,具备以下有益效果:该一种贵金属包裹导电辊的控制方法及系统,通过模压的方式进行成型操作,通过贵金属对导电辊进行包裹复合,达到节能降耗的效果,不易出现氧化的情况,使用性能更为优异,将准备的导电辊材料导入到热化模具的内部,进行高温加热操作,通过热化控制系统对温度进行加热控制,使导电辊熔融,熔融后通过成型模具进行压合固化成型操作,由成型控制系统进行压合控制,将准备的贵金属材料导入指定的模具中,通过处理,进行成型控制,将成型后的导电辊与贵金属材料进行贴合,贵金属材料包裹住导电辊的位置,放置到模具的内部的位置进行定位,由贴合控制系统与包裹控制系统进行复合控制操作,将贵金属材料包裹住导电辊的位置进行复合,将贵金属包裹住的导电辊放置到检测仪的上端位置进行检测操作,对其性能进行检测与分析,剔除不合格品,合格品通过出料控制进行出料操作,整个贵金属包裹导电辊的控制方法结构简单,操作方便,使用的效果相对于传统方式更好。
附图说明
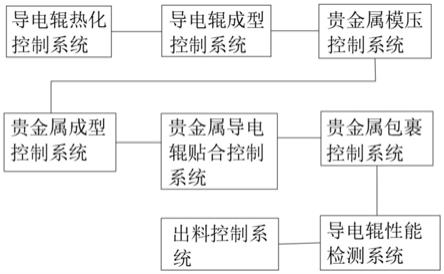
22.图1为本发明一种贵金属包裹导电辊的控制系统的整体结构示意图。
具体实施方式
23.下面将结合附图和具体实施方式对本发明的技术方案进行清楚、完整地描述,但是本领域技术人员将会理解,下列所描述的实施例是本发明一部分实施例,而不是全部的实施例,仅用于说明本发明,而不应视为限制本发明的范围。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
24.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
25.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
26.如图1所示,一种贵金属包裹导电辊的控制方法,包括以下操作步骤:
27.s1:材料的准备:准备导电辊成型材料,导入指定的容器,准备贵金属材料,导入指定的容器,备用;
28.s2:导电辊成型:将准备的导电辊材料导入到热化模具的内部,进行高温加热操作,通过热化控制系统对温度进行加热控制,使导电辊熔融,熔融后通过成型模具进行压合固化成型操作,由成型控制系统进行压合控制;
29.s3:贵金属成型:将准备的贵金属材料导入指定的模具中,通过处理,进行成型控制;
30.s4:复合操作:将成型后的导电辊与贵金属材料进行贴合,贵金属材料包裹住导电辊的位置,放置到模具的内部的位置进行定位,由贴合控制系统与包裹控制系统进行复合控制操作,将贵金属材料包裹住导电辊的位置进行复合;
31.s5:性能检测:将贵金属包裹住的导电辊放置到检测仪的上端位置进行检测操作,对其性能进行检测与分析,剔除不合格品,合格品通过出料控制进行出料操作。
32.s2步骤中导电辊进行高温加热操作时的温度为450
‑
600℃,加热时间为20
‑
35min。
33.s3步骤中贵金属材料通过模压的方式成型。
34.s4步骤中贵金属与导电辊复合采用热压方式,热合温度为200
‑
280℃,热合时间为15
‑
26min。
35.s4步骤中贵金属与导电辊复合的热合温度为240℃,热合时间为18min。
36.s5步骤中对导电辊的导电性能与使用性能进行检测与分析。
37.一种贵金属包裹导电辊的控制系统,包括导电辊热化控制系统、导电辊成型控制系统、贵金属模压控制系统、贵金属成型控制系统、贵金属导电辊贴合控制系统、贵金属包裹控制系统、导电辊性能检测系统、出料控制系统。
38.导电辊热化控制系统连接导电辊成型控制系统,导电辊成型控制系统连接贵金属模压控制系统,贵金属模压控制系统连接贵金属成型控制系统,贵金属成型控制系统连接有贵金属导电辊贴合控制系统,贵金属导电辊贴合控制系统连接有贵金属包裹控制系统,贵金属包裹控制系统连接有导电辊性能检测系统,导电辊性能检测系统连接有出料控制系统。
39.实施例一:
40.导电辊进行高温加热操作时的温度为500℃,加热时间为25min。
41.贵金属进行高温加热操作时的温度为750℃,加热时间为30min。
42.贵金属与导电辊复合的热合温度为240℃,热合时间为18min。
43.实施例二:
44.在实施例一的基础上,导电辊进行高温加热操作时的温度为550℃,加热时间为27min。
45.贵金属进行高温加热操作时的温度为780℃,加热时间为32min。
46.贵金属与导电辊复合的热合温度为250℃,热合时间为20min。
47.实施例三:
48.在实施例二的基础上,导电辊进行高温加热操作时的温度为580℃,加热时间为29min。
49.贵金属进行高温加热操作时的温度为790℃,加热时间为31min。
50.贵金属与导电辊复合的热合温度为260℃,热合时间为22min。
51.工作原理:准备导电辊成型材料,导入指定的容器,准备贵金属材料,导入指定的容器,备用,将准备的导电辊材料导入到热化模具的内部,进行高温加热操作,通过热化控制系统对温度进行加热控制,使导电辊熔融,熔融后通过成型模具进行压合固化成型操作,由成型控制系统进行压合控制,将准备的贵金属材料导入指定的模具中,通过处理,进行成型控制,将成型后的导电辊与贵金属材料进行贴合,贵金属材料包裹住导电辊的位置,放置到模具的内部的位置进行定位,由贴合控制系统与包裹控制系统进行复合控制操作,将贵金属材料包裹住导电辊的位置进行复合,将贵金属包裹住的导电辊放置到检测仪的上端位置进行检测操作,对其性能进行检测与分析,剔除不合格品,合格品通过出料控制进行出料操作。
52.需要说明的是,在本文中,诸如第一和第二(一号、二号)等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
53.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1