可喷出稳定气流的气体保护焊用可伸缩喷嘴及其使用方法
1.本发明属于电弧焊接技术领域,涉及一种可喷出稳定气流的气体保护焊用可伸缩喷嘴及其使用方法。
背景技术:
2.在窄坡口或窄间隙或角焊缝气体保护电弧焊时,导电杆或电极往往需要伸入坡口深处,以引导电弧在坡口较深处进行焊接。在多层焊接过程中,在提升焊炬位置的同时,往往需要通过调节外置式套筒形喷嘴长度,使喷嘴下端面至工件表面的距离(即喷嘴高度)保持一定,以获得良好的气体保护效果。
3.公开号为cn205869680u的实用新型专利,公开了一种“可调长度的气体保护焊喷嘴”,包括喷嘴本体和安装在喷嘴本体上的可变径喷嘴,通过调节喷嘴本体和可变径喷嘴之间的螺纹来改变可变径喷嘴伸出喷嘴本体的长度,实现对喷嘴长度的调节;其不足之处是:
4.(1)在所述喷嘴末端的可变径喷嘴内未设置气筛,使得在喷嘴长度调节的过程中从喷嘴中喷出气体的层流层长度不恒定,从而影响电弧稳定性和焊接气体保护效果;(2)当所述可变径喷嘴头部设置附加孔时,随着喷嘴长度的变化,所述喷嘴本体与所述可变径喷嘴之间重叠部分的长度(相当于二次保护气体的喷嘴套管长度)会相应变化,导致从所述附加孔中喷出的二次保护气体的层流层长度并不恒定,特别是当喷嘴伸出较长时,所述二次保护气体的喷嘴套管长度和层流层长度反而变短,因此对坡口内焊接区域难以形成稳定而有效的二次气体保护;(3)当所述可变径喷嘴头部设置附加孔时,会导致焊接保护气体产生分流,从而直接影响从所述喷嘴中喷出的一次保护气体的稳定性和焊接保护效果;(4)用于窄间隙焊接时,所述圆柱形喷嘴放置在坡口外部使用,因没有空间限制,可直接采用具有较大横截面的可调节喷嘴,无需使用设置有复杂附加孔的所述可变径喷嘴;(5)所述圆柱形喷嘴放置在窄间隙焊接坡口外部使用时,因其出气口为圆形,会导致流入i形或u形窄间隙坡口内的焊接保护气有效流量减少,从而影响窄间隙焊接的气体保护效果;(6)未对所述螺纹连接采取锁紧措施,易导致所述可调节喷嘴晃动,影响喷嘴所喷出气流的稳定性;(7)未设置喷嘴伸缩调节的刻度线,不方便定量调节。
技术实现要素:
5.本发明的目的是为克服上述现有技术存在的问题和不足,提供一种可喷出稳定气流的气体保护焊用可伸缩喷嘴及其使用方法。
6.本发明通过将喷嘴伸缩套管设置为圆漏斗形或上圆下扁形、将气筛设置在喷嘴伸缩套管内,在喷嘴伸缩套管外侧设置锁紧螺母或锁紧保护套,达到对喷嘴伸缩套管进行防尘、防焊接飞溅和定量调节的目的和效果。本发明结构简单、可喷出稳定保护气流、焊接气体保护效果好、使用方便、实用性强,并使喷嘴具有锁紧、定量调节、防焊接飞溅、防尘等功能。
7.为达到上述目的,本发明采用如下技术方案予以实现。
8.一种可喷出稳定气流的气体保护焊用可伸缩喷嘴,包括喷嘴座1、伸缩套管、气筛3、以及锁紧螺母4或锁紧保护套5,其中所述喷嘴座1为设有内螺纹的中空管状体,其头部设有翻边法兰101或外螺纹;所述伸缩套管为中空直管状体,其上部设有外螺纹,上部具有圆形横截面的内腔内设有气筛3;所述锁紧保护套5为中空套筒体,其上部设有带内螺纹的第一内凸缘501,下部设有直圆柱形或上大下小阶梯圆柱形的中心通孔;所述伸缩套管通过其上部外螺纹与喷嘴座1的内螺纹形成可伸缩的螺纹连接,所述锁紧螺母4或锁紧保护套5旋装在所述伸缩套管的上部外螺纹上、并与喷嘴座1的下端面和所述伸缩套管的上部外螺纹成锁紧连接或密封锁紧连接。
9.可选地,所述伸缩套管上部外螺纹的下段为断续螺纹,所述锁紧螺母4或锁紧保护套5的内螺纹工作在所述断续螺纹上。
10.优选地,所述断续螺纹的段与段之间的外表面为光滑弧面或为带有残螺纹的平台面,在所述光滑弧面或所述平台面上设置有所述喷嘴的伸缩调节刻度。
11.优选地,所述断续螺纹的段与段之间的外表面为所述平台面时,所述断续螺纹设置为偶数段。
12.优选地,所述断续螺纹设置为2段或3段或4段。
13.优选地,所述气筛3采用过盈配合方式与所述伸缩套管2上部的内腔固连。
14.优选地,所述伸缩套管为圆漏斗形的第一伸缩套管2,其上部大内腔的圆形横截面大于其下部小内腔的圆形横截面,并在其上部与下部之间设有收缩型过渡段;或者,所述伸缩套管为圆柱形的第二伸缩套管7,其上部701上设有外螺纹,其内腔的上口内径d1大于其下口内径d2;或者,所述伸缩套管为上圆下扁形的第三伸缩套管8,其上部801上设有外螺纹、下部803为内设有腰形通孔的扁柱体、上下部之间设有收缩型过渡段802。
15.优选地,所述第一伸缩套管2与下部设有上大下小阶梯圆柱形中心通孔的锁紧保护套5配用时,其锁紧保护套5下部套筒的大孔长度为l1,使l1≥(l3+l4),其中l3为第一伸缩套管2上部外螺纹下段中的未啮合螺纹段最大长度,l4为第一伸缩套管2上部与下部之间的外形收缩过渡段长度。
16.优选地,所述伸缩套管与下部设有直圆柱形中心通孔的锁紧保护套5配用时,其锁紧保护套5下部中心通孔的长度不小于所述伸缩套管上部外螺纹下段中的未啮合螺纹段最大长度。
17.为达到上述目的,本发明采用如下另一技术方案予以实现。
18.一种可喷出稳定气流的气体保护焊用可伸缩喷嘴的使用方法,具体包括如下步骤:
19.(1)将焊炬导电杆或焊炬电极从所述喷嘴的内腔中穿出后,通过所述喷嘴座1顶端的所述翻边法兰101,以螺钉连接方式与焊炬本体固连;或者,当所述喷嘴座1顶端不设置所述翻边法兰101时,通过所述喷嘴座1头部的外螺纹或内螺纹,以螺纹连接方式使所述喷嘴座1与焊炬本体之间实现快速固连;
20.(2)焊前根据需要,拧松锁紧螺母4或锁紧保护套5后,旋动所述伸缩套管,通过测量所述伸缩套管下端面至工件表面的距离,即测量喷嘴高度,或通过观察所述伸缩套管上部下段外侧上的所述伸缩调节刻度,实现所述喷嘴的可定量的伸缩调节;焊接时,使焊接保护气体从所述喷嘴的上端口流入、从所述喷嘴的下端口流出,即从喷嘴座1的上端口流入、
从所述伸缩套管的下端口流出;
21.(3)需要更换所述伸缩套管时,在拧松锁紧螺母4或锁紧保护套5后,直接将所述伸缩套管从所述喷嘴座1的下端旋脱,以更换新的所述伸缩套管。
22.与现有同类技术相比,本发明的优点和有益效果主要是:
23.1)在可伸缩喷嘴的末端套管内设置气筛,可使气筛至喷嘴下端面的距离保持恒定,使得喷嘴中喷出气体的层流层长度一定,从而提高了电弧稳定性和焊接气体保护效果。
24.2)通过锁紧螺母(或锁紧保护套)对喷嘴伸缩套管与喷嘴座之间的可伸缩螺纹连接进行锁紧,可有效减小或消除其螺纹连接面间的啮合间隙,减少或防止喷嘴内气体从其螺纹连接间隙的外泄,提高了焊接气体保护效果。
25.3)使喷嘴末端套管的内上部横截面大于其内下部横截面,并在其内上部与其内下部之间设置圆滑的过渡段,构成一种收敛型的可伸缩喷嘴,提高了焊接气体保护效果。
26.4)利用锁紧保护套对喷嘴伸缩套管所形成的外保护套作用,可对露在喷嘴座下端面外的喷嘴伸缩套管上的未啮合螺纹段进行防尘和防焊接飞溅保护,提高了实用性。
27.5)通过将喷嘴伸缩套管设置为上圆下扁形的中空管状体,并使其下端腰形出气口的长边与窄间隙焊接方向平行,可增加流入窄间隙坡口内的有效保护气流量,提高窄间隙焊接气体保护效果。
28.6)通过在喷嘴伸缩套管的外螺纹段上设置断续螺纹,可减少外螺纹齿间的灰尘堆积,从而减少了工作在该外螺纹段上的锁紧螺母(或锁紧保护套)的旋转调节阻力,提高了实用性。
29.7)当喷嘴伸缩套管的外螺纹段上设置断续螺纹时,通过在断续螺纹段与段之间的光滑面上设置伸缩调节刻度,可实现定量调节,提高了实用性。
附图说明
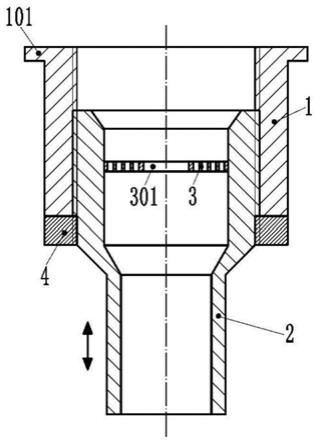
30.图1为本发明实施例1的结构示意图。图中,1—喷嘴座;101—翻边法兰;2—第一伸缩套管;3—气筛;301—焊炬导电杆或焊炬电极的穿出孔;4—锁紧螺母。
31.图2为圆柱形伸缩套管的实施例。图中,7—第二伸缩套管;701—第二伸缩套管7的上部;d1—第二伸缩套管7的内腔上口直径;d2—第二伸缩套管7的内腔下口直径。
32.图3为上圆下扁形伸缩套管的实施例。图中,8—第三伸缩套管;801—第三伸缩套管8的上部;802—第三伸缩套管8的收缩型过渡段;803—第三伸缩套管8的下部。
33.图4为锁紧保护套与伸缩套管的连接关系实施例。图中,5—锁紧保护套;501—第一内凸缘;502—第二内凸缘;l1—锁紧保护套下部套筒的大孔长度;l2—锁紧保护套下部套筒的小孔长度;l3—第一伸缩套管2上部外螺纹中的未啮合螺纹段最大长度;l4—第一伸缩套管2上部与下部之间的外形收缩过渡段长度。
34.图5为设有第一断续螺纹的伸缩套管实施例。图中,2a—第一断续螺纹;2b—光滑弧面;2c—伸缩调节刻度;l5—第一伸缩套管2的顶部全螺纹段长度。
35.图6为设有第二断续螺纹的伸缩套管实施例。图中,2d—第二断续螺纹;2e—平台面。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
37.如图1至图6所示,为本发明的可喷出稳定气流的气体保护焊用可伸缩喷嘴,包括喷嘴座、伸缩套管、气筛、以及锁紧螺母或锁紧保护套,适用于熔化极或非熔化极气体保护焊。其中,所述伸缩套管为中空直管状体;所述喷嘴座与所述伸缩套管之间采用可伸缩的螺纹连接;所述气筛设置在所述伸缩套管内腔的上部(含顶端);所述锁紧螺母对所述可伸缩螺纹连接起锁紧作用;所述锁紧保护套可替代所述锁紧螺母的锁紧作用,同时还可为所述伸缩套管伸出段中的未啮合螺纹段提供防尘和防焊接飞溅的保护作用。优选地,使所述伸缩套管的上端进气口横截面大于其下端出气口横截面,构成一个收敛型的可伸缩喷嘴,以提高焊接气体保护效果。
38.实施例1:
39.如图1所示,一种可喷出稳定气流的气体保护焊用可伸缩喷嘴,包括喷嘴座1、第一伸缩套管2、气筛3、以及锁紧螺母4。其中,喷嘴座1为设有内螺纹的中空管状体,其顶部设有翻边法兰101;第一伸缩套管2为圆漏斗形的中空管状体,其上部设有外螺纹,其内腔呈圆漏斗形、内腔上部可设有如图1所示的倒角,其内腔上部(可上至顶端)设有气筛3、气筛3中心设有焊炬导电杆或焊炬电极的穿出孔301;气筛3优选以过盈配合方式与第一伸缩套管2内腔的上部固连,并向下可止动于其内腔的内凸台面(未画出)处;第一伸缩套管2自上而下可依次包括上部、过渡段和下部,其上部内腔的圆形横截面大于其下部内腔的圆形横截面,并在其上部与下部之间设有光滑收敛型过渡段。
40.使第一伸缩套管2的漏斗颈部(出气口端)向下,并通过其上部外螺纹从喷嘴座1的下端旋入、与喷嘴座1的内螺纹之间形成可伸缩的螺纹连接,从而使第一伸缩套管2从喷嘴座1下端伸出的长度可调节;锁紧螺母4向上旋装在第一伸缩套管2上部外螺纹的下段上、并与喷嘴座1的下端面和第一伸缩套管2上部外螺纹的下段成锁紧连接或密封锁紧连接,从而使第一伸缩套管2与喷嘴座1之间的所述可伸缩螺纹连接处于锁紧状态。
41.可选方案,采用第二伸缩套管7替代第一伸缩套管2。如图2所示,第二伸缩套管7为圆柱形的中空套管体,其上部701上设有外螺纹,第二伸缩套管7的内腔上口直径d1略大于其内腔下口直径d2,以使其内腔上端进气口横截面略大于其下端出气口横截面,构成一种收敛形喷嘴。第二伸缩套管7与喷嘴座1、气筛3和锁紧螺母4的连接方式,与第一伸缩套管2的类似。
42.可选方案,采用第三伸缩套管8替代第一伸缩套管2。如图3所示,第三伸缩套管8为上圆下扁形的中空管状体,其上部801上设有外螺纹、下部803为设有腰形通孔的扁柱体、上下部之间设有收缩型过渡段802,以构成一种收敛型喷嘴。第三伸缩套管8与喷嘴座1、气筛3和锁紧螺母4的连接方式,与第一伸缩套管2的类似。采用上圆下扁形的第三伸缩套管8时,使其下端腰形出气口的长边与窄间隙焊接方向平行,可增加流入窄间隙坡口内的有效保护气流量,从而提高窄间隙焊接气体保护效果。
43.实施例2:
44.在实施例1的基础上,采用锁紧保护套5替代锁紧螺母4,所述喷嘴的其余结构与实施例1相同。锁紧保护套5与第一伸缩套管2的连接关系实施例,如图4所示。锁紧保护套5为
中空套筒体,其上部(头部)设有与第一伸缩套管2上部外螺纹配合的内螺纹、下部设有用于活动性穿装第一伸缩套管2的中心通孔,其中心通孔为圆柱形(未画出)或上大下小阶梯圆柱形(见图4)的光孔;锁紧保护套5头部向上旋装在第一伸缩套管2上部外螺纹的下段上、并与喷嘴座1的下端面和第一伸缩套管2上部外螺纹形成锁紧连接或密封锁紧连接,使第一伸缩套管2的下部从锁紧保护套5的下端伸出,并使第一伸缩套管2与喷嘴座1之间的所述可伸缩螺纹连接处于锁紧状态。所述锁紧保护套5外形优选为圆柱形,其外下端可设有倒角、外侧面可设有滚花。
45.如图4所示,当所述锁紧保护套5下部的中心通孔为上大下小阶梯圆柱形光孔时,其光孔的上部大孔长度为l1、底部小孔长度为l2,l3为第一伸缩套管2上部外螺纹中的未啮合螺纹段最大长度,l4为第一伸缩套管2的上部与下部之间的外形收缩过渡段长度;其中,l1≥(l3+l4),以在第一伸缩套管2向下伸出至最大长度时(图4所示情形),使所述锁紧保护套5在起锁紧作用的同时,还能完全罩盖第一伸缩套管2上部外螺纹下段中的最大长度为l3的未啮合螺纹段。当l2=0时,相当于所述锁紧保护套5下部的中心通孔为直圆柱形光孔时的情形,此时其光孔长度l1不小于所述未啮合螺纹段的最大长度l3,即l1≥l3。相应地,对于第一伸缩套管2上部外螺纹下段中的未啮合外螺纹段,所述锁紧保护套5的下部套筒起外部活动性保护套的作用,从而使所述喷嘴具有防焊接飞溅和防烟尘的自保护功能。
46.与上述所述实施例1类似,第一伸缩套管2可用第二伸缩套管7或第三伸缩套管8来代替。用第二伸缩套管7或第三伸缩套管8替代第一伸缩套管2时,配用下部中心通孔为直圆柱形的锁紧保护套5,并使锁紧保护套5下部套筒的直圆柱形光孔长度不小于所述未啮合螺纹段的最大长度。所述喷嘴的其余结构和连接方式,与所述实施例1相同或类似。
47.在上述所述可伸缩喷嘴的实施例1和实施例2中,当采用上述所述密封锁紧连接时,锁紧螺母4或锁紧保护套5的上端面可通过密封圈或密封垫与所述喷嘴座的下端面成密封连接,同时锁紧螺母4或锁紧保护套5的内螺纹可通过填充密封材料与所述伸缩套管上部外螺纹齿之间成密封螺纹连接。
48.当采用上述所述锁紧连接时,可在所述伸缩套管上部外螺纹的下段上设置断续螺纹,并使锁紧螺母4或锁紧保护套5工作在所述断续螺纹段上。优选地,所述断续螺纹可等分地设置为2段或3段或4段,其段与段之间的外表面为光滑弧面、或为带有残螺纹的平台面;当所述断续螺纹段与段之间的外表面为所述平台面时,其段数可优选为偶数段,以方便加工;在所述光滑弧面或平台面上,可设置所述喷嘴的伸缩调节刻度,以方便定量调节,从而使所述喷嘴具有定量调节的功能。
49.以在第一伸缩套管2上设置所述断续螺纹为例,来说明所述断续螺纹的设置方式。如图5和图6所示,为方便比较,所述断续螺纹均包括3个等分段。图5为所述断续螺纹段与段之间为光滑弧面时的情形,相应地第一断续螺纹2a的段与段之间外表面为光滑弧面2b;图6为所述断续螺纹段与段之间为平台面时的情形,相应地第二断续螺纹2d的段与段之间外表面为平台面2e。其中,所述喷嘴的伸缩调节刻度2c设置在光滑弧面2b或平台面2e上,第一伸缩套管2上部上段的全螺纹段长度为l5。对于第二伸缩套管7或第三伸缩套管8,可采用类似方法设置所述断续螺纹。
50.通过上述所述断续螺纹,可显著减少焊接烟尘在所述伸缩套管的上部外螺纹下段齿间的堆积,减少锁紧螺母4或锁紧保护套5的旋动阻力,提高了实用性。此外,通过所述伸
缩套管上部上段与喷嘴座1之间啮合的全螺纹段,如第一伸缩套管2上部上段与喷嘴座1之间啮合长度为l5的全螺纹段,在锁紧螺母4或锁紧保护套5的锁紧作用下,可使其啮合螺纹齿间维持较好气密状态,以减少焊接保护气体外泄。
51.在上述所述可伸缩喷嘴的实施例1和实施例2中,所述气筛3设置在所述可伸缩喷嘴的末端套管内,即设置在所述伸缩套管的内腔上部(含顶端),一方面可使所述气筛3至所述喷嘴的出气口下端面之间的距离不变,从而使从所述喷嘴中喷出气体的层流层长度保持一定;另一方面,可使在气筛3上方的喷嘴内区域形成一个均压区,在该均压区内保护气体的压力较大、流速较慢,这样既可降低对喷嘴顶端连接面和喷嘴内活动连接界面的气体密封要求,又可有效防止空气从其连接界面处卷入喷嘴内气路。另外,通过锁紧螺母4或锁紧保护套5对所述可伸缩螺纹连接进行锁紧,或同时使锁紧螺母4或锁紧保护套5与其连接面之间形成上述所述密封锁紧连接,可有效减小或消除螺纹连接面间的啮合间隙,减少或防止喷嘴内气体从螺纹连接间隙处的外泄。因此,提高了电弧稳定性和焊接气体保护效果。
52.本发明的可喷出稳定气流的气体保护焊用可伸缩喷嘴的使用方法,包括如下步骤:
53.1)将焊炬导电杆或焊炬电极从所述喷嘴的内腔中穿出后,通过所述喷嘴座1顶端的所述翻边法兰101,以螺钉连接方式与焊炬本体固连;或者,当所述喷嘴座1顶端不设置所述翻边法兰101时,通过所述喷嘴座1头部的外螺纹或内螺纹,以螺纹连接方式使所述喷嘴座1与焊炬本体之间实现快速固连;
54.2)焊前根据需要,拧松锁紧螺母4或锁紧保护套5后,旋动所述伸缩套管,并通过测量所述伸缩套管下端面至工件表面的距离,即测量喷嘴高度,或通过观察所述伸缩套管上部下段外侧上的所述伸缩调节刻度,实现所述喷嘴的可定量的伸缩调节;焊接时,使焊接保护气体从所述喷嘴的上端口流入、从所述喷嘴的下端口流出,即从喷嘴座1的上端口流入、从所述伸缩套管的下端口流出;
55.3)因焊接烧蚀等原因,需要更换所述伸缩套管时,在拧松锁紧螺母4或锁紧保护套5后,直接将所述伸缩套管从所述喷嘴座1的下端旋脱,以快速更换新的所述伸缩套管。
56.另外,本发明的具体实现方法和途径很多,以上所述仅是本发明的优选实施方式。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。本实施例中未明确的各组成部分均可用现有技术加以实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1