一种自动化母线槽铆接线的制作方法
1.本发明涉及母线槽加工设备的领域,尤其是涉及一种自动化母线槽铆接线。
背景技术:
2.母线槽,是由铜、铝母线柱构成的一种封闭的金属装置,用来为分散系统各个元件分配较大功率。在户内低压的电力输送干线工程项目中已越来越多地代替了电线电缆。
3.一种母线槽5,参照图1,包括上盖板53、下盖板54、左侧板55以及右侧板56,上盖板53、下盖板54、左侧板55以及右侧板56构成一个方形的密闭空腔,空腔内贯穿有四块铜导板51,四块铜导板51之间相互平行且沿空腔的长度方向设置,最中间两块铜导板51之间放置有铝板52,铝板52用于对铜导体进行散热。
4.在生产母线槽5时,需要将左侧板55的两侧分别与上盖板53和下盖板54铆接固定,将右侧板56的两侧分别与上盖板53和下盖板54铆接固定,进而将铜导板51和铝板52固定于上盖板53、下盖板54、左侧板55以及右侧板56之间。铆接之前,需要将上盖板53和下盖板54分别扣合在铜导板51的上下两侧,并通过胶带将上盖板53和下盖板54与铜导板51预固定,然后将左侧板55和右侧板56扣合在铜导板51的左右两侧,再将拼装在一起母线槽5自动向铆接机上推送,铆接机将上盖板53、下盖板54、左侧板55以及右侧板56一次性铆接固定,传统方式均通过人工向铆接机上推送,不仅加工效率低,且工作人员的工作量大。
技术实现要素:
5.为了代替传统的人工上料,提高加工效率,减小工作人员的工作量,本发明提供一种自动化母线槽铆接线。
6.本发明提供的一种自动化母线槽铆接线采用如下的技术方案:一种自动化母线槽铆接线,包括机架,机架上设置有铆接装置,所述机架的一侧设置有自动上料装置;所述自动上料装置包括上料架,上料架的顶部转动连接有多根上料辊,上料架的顶部滑移连接有夹持送料机构,送料架靠近铆接装置的一端设置有间歇上料机构;所述夹持送料机构包括滑移连接于上料架上的门型架,上料架的顶部一侧沿上料架的长度方向固设有齿条,门型架内侧固设有上料电机,上料电机的输出轴上固设有与齿条啮合的上料齿轮;所述门型架内靠近顶部的位置转动连接有对丝一,对丝一靠近两端的位置螺纹连接有夹持板,门型架的外侧壁固设有夹持电机,夹持电机的输出轴与对丝一的端部固定。
7.通过采用上述技术方案,对母线槽上料时,夹持电机驱动对丝一转动,驱动夹持板相向运动将母线槽固定,然后,上料电机工作,驱动上料齿轮沿齿条的方向滑动,即能带动门型架沿齿条的方向滑动,将母线槽向铆接装置的方向推送,当母线槽运动至上料架靠近铆接装置的位置时,间歇上料装置将母线槽间歇的推送到铆接装置内,从而实现母线槽的自动上料,代替传统的人工上料,提高加工效率,减小工作人员的工作量。
8.可选的,所述间歇上料机构包括滑移连接于上料架上的送料架,送料架内固设送
料电机,送料电机的输出轴端部固设有送料齿轮,送料齿轮和齿条啮合;所述送料架内的两侧固设有夹持气缸,送料架内的中部固设有定位板,夹持气缸的活塞杆端部竖直向下且固设有夹板,夹板和定位板之间留有供母线槽穿过的间隙。
9.通过采用上述技术方案,向机架上送料时,夹持气缸的活塞杆收回,带动夹板向上运动,将母线槽夹持于定位板和夹板之间,送料电机驱动送料齿轮转动,将母线槽向机架上送料,送料电机往复运动,将母线槽向机架上间歇送料,便于铆接装置沿母线槽的长度方向均匀的铆接。
10.可选的,所述上料架远离铆接装置的一端设置有便于对母线槽预定位的限位机构;所述限位机构包括固设于上料架端部的两块限位板,两块限位板的中部向相背的方向凹陷形成限位槽,限位槽用于对母线槽的左侧板和右侧板进行预定位;所述上料架远离机架的一端固设有竖向设置的限位气缸,限位气缸的缸体固设于上料架上,限位气缸的活塞杆向上设置且活塞杆端部固设有竖向设置的挡板。
11.通过采用上述技术方案,限位槽用于对母线槽的左侧板和右侧板进行预定位,使左侧板和右侧板分别卡接于限位槽内,使左侧板和右侧板拼接的位置更准确,挡板用于对铜导板的端部进行限位,便于左侧板和右侧板安装于铜挡板的准确位,使母线槽拼接更稳定。
12.可选的,所述上料架内设置有用于对母线槽的两侧限位的导向机构;所述导向机构包括两个限位架,限位架沿上料架的长度方向设置,上料架上设置有驱动限位架沿上料辊的轴向方向相向滑移或相背滑移的驱动件;所述限位架相对的一侧均匀设置有多个支撑块,支撑块的顶部设置有轴向竖向设置的限位轮。
13.通过采用上述技术方案,母线槽拼接好以后,驱动件驱动对丝二运动,驱动限位架相向运动,使限位架上的限位轮抵接于左侧板和右侧板上,对母线槽的左侧板和右侧板限位,防止母线槽在上料的过程中出现偏移。
14.可选的,所述上料架内固设有导轨,导轨的长度方向垂直于母线槽的传输方向设置,限位架的底部开设有与导轨配合的卡槽;所述驱动件包括转动连接于上料架上的对丝二,两个限位架分别螺纹连接于对丝二上,上料架的外侧壁固设有驱动电机,驱动电机的输出轴固定连接于对丝二上。
15.通过采用上述技术方案,驱动电机转动,即能驱动限位架相向运动至限位轮抵接于左侧板和右侧板两侧,驱动电机方向转动,驱动限位架向相反的方向运动,便于母线槽的拼接,导轨对限位架起到导向作用,使限位架在运动的过程中更稳定。
16.可选的,所述上料架内设置有顶料机构;所述顶料机构包括固设于上料架内的垫块,垫块位于上料架内的中间位置处,垫块对应上料辊的间隙固设有顶料气缸,顶料气缸的活塞杆端部竖直向上并固设有顶板,顶板的顶部设置有两个顶料轮,顶料轮的轴向水平设置,垫块远离机架的一侧固设有一个接近开关,接近开关用于检测到接近开关与下盖板抵接后发出信号以控制顶料气缸的活塞杆伸长。
17.通过采用上述技术方案,当母线槽向机架方向传输的过程中,母线槽的端部向下倾斜至相邻的两根上料辊之间,当母线槽的下盖板与接近开关抵接后,控制顶料气缸的活塞杆伸长,推动顶料轮向上顶,将母线槽顶起至底部不低于上料辊顶部,便于母线槽向前传输。
18.可选的,所述限位架相对的一侧固设有辅助气缸,辅助气缸的活塞杆竖直向上设置且固设有辅助轮,辅助轮的轴向水平设置,辅助气缸受控于接近开关发出的控制信号。
19.通过采用上述技术方案,当母线槽的下盖板与接近开关抵接后,控制顶料气缸的活塞杆伸长,同时还能控制辅助气缸的活塞杆伸长,辅助轮将母线槽从下向上顶起,防止母线槽卡在上料辊之间,不影响母线槽的正常传输。
20.可选的,所述铆接装置包括固设于机架上的防护罩,防护罩内设置有四个铆钉枪,铆钉枪两两分布于防护罩对称的两侧,斜对称的两个铆钉枪为一组,其中一组铆钉枪的铆接头朝上设置,用于将下盖板与左侧板以及下盖板与右侧板铆接在一起,另一组铆钉枪的铆接头朝下设置,用于将上盖板与左侧板以及上盖板与右侧板铆接固定。
21.通过采用上述技术方案,铆钉枪的铆接头朝上设置,将下盖板与左侧板以及下盖板与右侧板铆接在一起,即能将下盖板与左侧板固定,将下盖板与右侧板固定,铆钉枪的铆接头朝上设置朝下设置,将上盖板与左侧板以及上盖板与右侧板铆接固定,即能将上盖板与左侧板固定,将上盖板与右侧板固定。
22.可选的,所述铆钉枪的底部设置有定位座,铆钉枪滑移连接于定位座的顶部,定位座的底部设置有驱动定位座竖向运动的竖向驱动件,铆钉枪相背的一侧设置有横向驱动件,横向驱动件用于驱动铆钉枪水平滑动。
23.通过采用上述技术方案,竖向驱动件用于驱动铆钉枪竖向运动以调节铆钉枪的高度,横向驱动件用于驱动铆钉枪运动至与母线槽的棱边处抵接,便于对母线槽进行铆接。
24.可选的,所述机架内设置有多组结构相同的定位组件;所述定位组件包括竖向设置于机架顶部的多个定位气缸一,定位气缸一的活塞杆端部朝上设置且共同固设有固定板一,定位组件还包括固设于防护罩内顶部的多个定位气缸二,定位气缸二与定位气缸一一一对应,定位气缸二的活塞杆竖直向下设置且端部固设有固定板二。
25.通过采用上述技术方案,铆钉枪在铆接之前,定位气缸一的活塞杆伸长,抵接于母线槽的底部,同时,定位气缸二的活塞杆伸长,推动固定板二抵接于母线槽的顶部,从而将母线槽固定,防止母线槽工作的过程中晃动。
附图说明
26.图1是背景技术中母线槽的结构示意图。
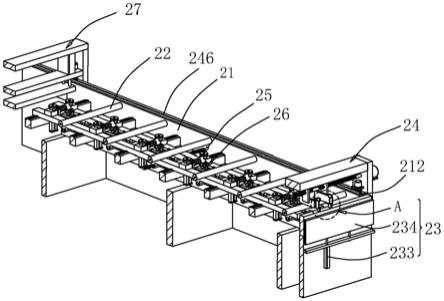
27.图2是实施例中的整体结构示意图。
28.图3是实施例中自动上料装置的剖视图。
29.图4是图3的a部放大图。
30.图5是实施例中夹持送料机构的结构示意图。
31.图6是实施例中为凸显导向机构而作的剖视图。
32.图7是实施例中为凸显顶料机构而作的剖视图。
33.图8是为凸显顶料机构而作的结构示意图。
34.图9是为凸显辅助气缸而作的结构示意图。
35.图10是为凸显间歇上料机构而作的剖视图。
36.图11是机架、铆接装置和出料装置的结构示意图。
37.图12是为凸显铆钉枪而作的结构示意图。
38.图13是铆接装置的剖视图。
39.附图标记说明:1、机架;2、自动上料装置;21、上料架;211、滑轨;212、齿条;22、上料辊;23、限位机构;231、限位板;232、限位槽;233、限位气缸;234、挡板;24、夹持送料机构;241、门型架;242、对丝一;243、夹持板;244、夹持电机;245、上料电机;246、上料齿轮;25、导向机构;251、限位架;252、卡槽;253、导轨;254、对丝二;255、驱动电机;256、支撑块;257、限位轮;26、顶料机构;261、垫块;262、顶料气缸;263、顶板;264、顶料轮;265、接近开关;266、辅助气缸;267、辅助轮;27、间歇上料机构;271、送料架;272、滑槽;273、送料电机;274、送料齿轮;275、夹持气缸;276、夹板;277、定位板;3、铆接装置;31、防护罩;32、铆钉枪;321、定位座;33、滚轴;34、铆钉带子;35、竖向驱动件;36、横向驱动件;37、定位组件;371、定位气缸一;372、固定板一;373、定位气缸二;374、固定板二;4、出料装置;41、出料架;42、出料辊;5、母线槽;51、铜导板;52、铝板;53、上盖板;54、下盖板;55、左侧板;56、右侧板。
具体实施方式
40.以下结合附图1-13对本发明作进一步详细说明。
41.本发明实施例公开一种自动化母线槽铆接线。参照图2,一种自动化母线槽铆接线包括机架1,机架1上设置有铆接装置3,机架1位于铆接装置3的一侧设置有自动上料装置2,另一侧设置有出料装置4;自动上料装置2将拼接在一起的母线槽5自动推送至铆接装置3上,铆接装置3将左侧板55的两侧分别与上盖板53和下盖板54铆接固定,同时将右侧板56的两侧分别与上盖板53和下盖板54铆接固定,从而实现母线槽5的自动上料和自动铆接,提高加工效率,减少工作人员的工作量。
42.参照图3,自动上料装置2包括上料架21,上料架21的顶部转动连接有多根上料辊22,上料辊22为自由辊,上料辊22沿上料架21的长度方向均匀排列,上料辊22的轴向相互平行,且上料辊22的轴向垂直于母线槽5的传输方向设置,上料辊22用于对拼接的母线槽5起到支撑的作用。
43.参照图3和图4,上料架21由远离机架1的一侧向机架1一侧依次设置有限位机构23、夹持送料机构24以及间歇上料机构27,限位机构23便于对上盖板53、下盖板54、左侧板55以及右侧板56进行预定位,夹持送料机构24将拼接在一起的母线槽5夹持固定并将母线槽5向铆接装置3推送,间歇上料机构27将母线槽5间歇向铆接装置3内推送,便于铆接装置3沿母线槽5的长度方向均匀铆接。
44.限位机构23包括固设于上料架21端部的两块限位板231,两块限位板231的中部向相背的方向凹陷形成限位槽232,限位槽232用于对母线槽5的左侧板55和右侧板56进行预定位,使左侧板55和右侧板56分别卡接于限位槽232内,使左侧板55和右侧板56拼接的位置更准确。上料架21远离机架1的一端固设有竖向设置的限位气缸233,限位气缸233的缸体固设于上料架21上,限位气缸233的活塞杆向上设置且活塞杆端部固设有挡板234,挡板234竖向设置,挡板234用于对铜导板51的端部进行限位,便于左侧板55和右侧板56安装于铜挡板234的适当位置。
45.参照图3和图5,夹持送料机构24包括滑移连接于上料架21上的门型架241,上料架21的顶部两侧固设有滑轨211,门型架241的底部开设有卡接于滑轨211上的滑槽272;门型架241内靠近顶部的位置转动连接有对丝一242,对丝一242靠近两端的位置螺纹连接有夹
持板243,门型架241的外侧壁固设有夹持电机244,夹持电机244的输出轴与对丝一242的端部固定;上料架21的顶部一侧沿上料架21的长度方向固设有齿条212,门型架241内侧固设有上料电机245,上料电机245的输出轴上固设有上料齿轮246,上料齿轮246与齿条212啮合。
46.对母线槽5上料时,夹持电机244驱动对丝一242转动,驱动夹持板243相向运动将母线槽5固定,然后,上料电机245工作,驱动上料齿轮246沿齿条212的方向滑动,即能带动门型架241沿齿条212的方向滑动,将母线槽5向铆接装置3的方向推送,实现自动上料。
47.参照图6和图7,上料架21内设置有导向机构25,导向机构25用于对母线槽5的两侧限位。导向机构25包括两个限位架251,限位架251沿上料架21的长度方向设置,限位架251可沿上料辊22的轴向方向相向滑移或相背滑移,且限位架251位于上料辊22的下方,上料架21内固设有多根导轨253,导轨253沿上料架21的长度方向均匀排列,导轨253的长度方向垂直于母线槽5的传输方向设置,限位架251的底部开设有卡槽252,卡槽252与导轨253配合使限位架251沿导轨253滑动,上料架21上转动连接有对丝二254,两个限位架251分别螺纹连接于对丝二254上,上料架21的外侧壁固设有驱动电机255,驱动电机255的输出轴固定连接于对丝二254上。限位架251相对的一侧均匀设置有多个支撑块256,支撑块256位于相邻的两根上料辊22之间的间隙内,支撑块256的顶部设置有限位轮257,限位轮257的轴向竖向设置,限位轮257用于抵接于左侧板55和右侧板56的外侧,防止母线槽5在上料的过程中出现偏移。母线槽5拼接好以后,驱动电机255驱动对丝二254运动,从而驱动限位架251相向运动,使限位架251上的限位轮257抵接于左侧板55和右侧板56上。
48.由于夹持板243夹持在母线槽5远离机架1的一端,且母线槽5的长度不低于两米,在上料架21推送母线槽5向机架1运动的过程中,母线槽5靠近机架1的一端容易向下倾斜,使母线槽5的端部掉落至相邻的上料辊22之间的间隙内,为了不影响母线槽5的正常传输,上料架21位于相邻的两根上料辊22之间设置有顶料机构26。
49.参照图8和图9,顶料机构26包括固设于上料架21内的垫块261,垫块261沿上料架21的长度方向设置,且位于上料架21内的中间位置处,垫块261对应上料辊22的间隙固设有顶料气缸262,顶料气缸262竖向设置,顶料气缸262的活塞杆端部竖直向上并固设有顶板263,顶板263的顶部设置有两个顶料轮264,顶料轮264的轴向水平设置,顶料轮264为橡胶轮,垫块261远离机架1的一侧固设有一个接近开关265;当母线槽5向机架1方向传输的过程中,母线槽5的端部向下倾斜至相邻的两根上料辊22之间,当母线槽5的下盖板54与接近开关265抵接后,控制顶料气缸262的活塞杆伸长,推动顶料轮264向上顶,将母线槽5顶起至底部不低于上料辊22顶部,便于母线槽5向前传输。此外,限位架251相对的一侧固设有辅助气缸266,辅助气缸266的活塞杆竖直向上设置,辅助气缸266的活塞杆端部固设有辅助轮267,辅助轮267为橡胶轮,辅助轮267的轴向水平设置;辅助轮267位于顶料轮264靠近机架1的一侧;当母线槽5的下盖板54与接近开关265抵接后,控制顶料气缸262的活塞杆伸长,同时还能控制辅助气缸266的活塞杆伸长,辅助轮267将母线槽5从下向上顶起,防止母线槽5卡在上料辊22之间,不影响母线槽5的正常传输。
50.参照图10,间歇上料机构27包括滑移连接于上料架21上的送料架271,送料架271呈门型设置,送料架271底部两侧开设有与门型架241结构相同的滑槽272,滑槽272卡接于上料架21的滑轨211上,送料架271内固设送料电机273,送料电机273的输出轴端部固设有
送料齿轮274,送料齿轮274和齿条212啮合。送料架271内的两侧固设有夹持气缸275,夹持气缸275的缸体固设于送料架271内,送料架271内的中部固设有定位板277,夹持气缸275的活塞杆端部竖直向下且固设有夹板276,夹板276和定位板277之间留有供母线槽5穿过的间隙;向机架1上送料时,夹持气缸275的活塞杆收回,带动夹板276向上运动,将母线槽5夹持于定位板277和夹板276之间,送料电机273驱动送料齿轮274转动,将母线槽5向机架1上送料,送料电机273往复运动,将母线槽5向机架1上间歇送料,便于铆接装置3沿母线槽5的长度方向均匀的铆接。
51.参照图11和图12,铆接装置3包括固设于机架1上的防护罩31,防护罩31内设置有四个铆钉枪32,铆钉枪32两两分布于防护罩31对称的两侧,铆钉枪32垂直于母线槽5的传输方向设置,斜对称的两个铆钉枪32为一组,其中一组铆钉枪32的铆接头朝上设置,用于将下盖板54与左侧板55以及下盖板54与右侧板56铆接在一起,即能将下盖板54与左侧板55固定,将下盖板54与右侧板56固定;另一组铆钉枪32的铆接头朝下设置,用于将上盖板53与左侧板55以及上盖板53与右侧板56铆接固定,即能将上盖板53与左侧板55固定,将上盖板53与右侧板56固定。铆钉枪32上分别连接有铆钉带子34,铆钉带子34用于向铆钉枪32内输送铆钉,防护罩31的顶部的四个角落处均固设有滚轴33,每个滚轴33对应一个铆钉枪32,滚轴33用于收卷铆钉带子34。
52.铆钉枪32的底部设置有竖向驱动件35,竖向驱动件35用于驱动铆钉枪32竖向运动以调节铆钉枪32的高度,铆钉枪32的底部水平滑移连接有定位座321,竖向驱动件35可以是气缸,也可以是电机与丝杠的配合;当竖向驱动件35是气缸时,气缸竖向设置,定位座321固设于气缸的活塞杆端部;当竖向驱动件35是电机和丝杠的配合时,定位座321螺纹连接于丝杠上。
53.此外,铆钉枪32的底部连接有横向驱动件36,横向驱动件36用于驱动铆钉枪32水平运动至抵接于母线槽5的四个棱边(即左侧板55与上盖板53和下盖板54的连接处,右侧板56与下盖板54和上盖板53的连接处),横向驱动件36可以为气缸,也可以是电机与丝杠的配合;当横向驱动件36是气缸时,气缸水平设置,气缸的缸体固设于定位座321一侧,气缸的活塞杆端部固设于铆钉枪32相背的一侧;当横向驱动件36是电机与丝杠配合时,丝杠转动连接于定位座321上,且铆钉枪32螺纹连接于丝杠上,电机的输出轴与丝杠固定。
54.铆接时,此处以横向驱动件36和竖向驱动件35均为气缸为例,竖向设置的气缸活塞杆伸长,推动铆钉枪32运动至与母线槽5的棱边处等高,横向设置的气缸活塞杆伸长,即能推动铆钉枪32与母线槽5的棱边抵接,便于对母线槽5进行铆接。
55.参照图13,机架1顶部和防护罩31内设置有三组结构相同的定位组件37,定位组件37分别位于机架1的进料端、铆钉枪32之间的间隙内以及出料端的位置。定位组件37包括竖向设置于机架1顶部的多个定位气缸一371,定位气缸一371的结构相同,定位气缸一371的活塞杆端部朝上设置且共同固设有固定板一372,定位组件37还包括固设于防护罩31内顶部的多个定位气缸二373,定位气缸二373与定位气缸一371一一对应,定位气缸二373的活塞杆竖直向下设置且端部固设有固定板二374;铆钉枪32在铆接之前,定位气缸一371的活塞杆伸长,抵接于母线槽5的底部,同时,定位气缸二373的活塞杆伸长,推动固定板二374抵接于母线槽5的顶部,从而将母线槽5固定,防止母线槽5工作的过程中晃动。
56.参照图11,出料装置4包括固设于机架1远离上料架21一侧的出料架41,出料架41
的顶部设置有多根出料辊42,出料辊42为自由辊,出料辊42沿出料架41的长度方向均匀排列,出料辊42的轴向垂直于母线槽5的传输方向,当母线槽5铆接完成后,母线槽5传输至出料架41上,手动推动母线槽5,母线槽5在出料辊42的顶部滑动,便于母线槽5出料。
57.本发明实施例一种自动化母线槽铆接线的实施原理为:将母线槽5在上料架21的顶部拼装好以后,驱动电机255的工作,驱动对丝二254转动,使限位架251相向运动至限位轮257抵接于左侧板55和右侧板56的外侧;之后,夹持电机244驱动对丝一242工作,使夹持板243相向运动将夹持板243固定;然后,上料电机245驱动上料齿轮246转动,使门型架241带动母线槽5向机架1方向滑动运动,母线槽5向机架1方向运动过程中,当母线槽5的端部因重力向上料辊22的间隙内倾斜时,母线槽5的下盖板54与接近开关265抵接,即能控制顶料气缸262和辅助气缸266的活塞杆伸长,推动顶料轮264和辅助轮267向上顶,将母线槽5的端部顶起,防止母线槽5卡接于上料辊22之间的间隙内,不影响上料辊22向机架1上传输。
58.当上料辊22传输至上料架21靠近机架1的位置,夹持板243将母线槽5松开,门型架241重新回到上料架21的端部对下一根母线槽5进行传输,上料架21上的夹持气缸275的活塞杆收回,带动夹板276向上运动,将母线槽5夹持于定位板277和夹板276之间,送料电机273驱动送料齿轮274转动,将母线槽5向机架1上送料,送料电机273往复运动,将母线槽5均匀的向机架1上间歇送料,便于铆接装置3沿母线槽5的长度方向均匀的铆接。
59.以上均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1