一种用于加工内衬连接阀座的模具组的制作方法
1.本实用新型涉及成型模具领域,更具体的说,涉及一种用于加工内衬连接阀座的模具组。
背景技术:
2.阀座,为阀门内可拆卸面部件,用于支撑阀芯全关位置,并构成密封副。其中,内衬连接阀座本体为u字形结构。传统内衬连接阀座的成型工艺中,由于是直接用坯料进行精锻再进行切边的加工方法,通常采用一模一件的加工方式,原材料投入多,成本高,且加工效率相对较低。而若直接采用一模多件进行精锻的加工方式,则会出现坯料溢出的材料过多难以实现一步成型的问题。而若采用粗锻
‑
精锻
‑
切边的加工工艺,传统的粗锻模具中顶料杆为直杆,为了使得顶料杆可以上下滑动实现顶料的作用,顶料杆会于所处通道内的内壁之间留有间隙,就会造成一定的漏料形成飞边,无法直接置入精锻模具内进行加工。
技术实现要素:
3.为了解决上述的技术问题,本实用新型的目的是提供一种可以采用粗锻
‑
精锻
‑
切边的加工工艺一次成型多件阀座的模具组。
4.解决上述技术问题,本实用新型采取如下技术方案:
5.一种用于加工内衬连接阀座的模具组,包括粗锻模具,所述粗锻模具包括粗锻下模,所述粗锻下模的上端面设置有用于加工坯料得到粗锻毛胚的粗锻下型腔;且所述粗锻下模上还设置有贯穿所述粗锻下型腔及粗锻下模下端面的顶料孔,所述顶料孔内设置有顶料杆,所述顶料孔的头端与所述粗锻下型腔连通,所述顶料杆由头端至尾端方向分为径缩部与直筒部,所述顶料杆于径缩部的直径由上至下逐渐缩小,所述顶料杆于径缩部的外壁与所述顶料孔的头端内壁贴合。
6.在进一步的方案中,所述顶料孔的头端设置有台阶槽,所述台阶槽的直径由上至下逐渐缩小,所述径缩部位于所述台阶槽内,所述顶料杆于径缩部的外壁与所述台阶槽的内槽壁相抵,所述顶料杆于径缩部底端的直径大于所述直筒部的直径,所述顶料杆于径缩部与直筒部的连接处构成台阶面,所述台阶面与所述台阶槽的槽底相抵。
7.通过顶料杆于径缩部与直筒部的连接处构成台阶面,台阶面与所述台阶槽的槽底相抵使得台阶槽的槽底对顶料杆限位,避免顶料杆一直有向下滑动的趋势,且进一步提高了顶料孔的密封性,也避免了坯料的漏料。
8.在进一步的方案中,所述径缩部沿顶料杆的头端至尾端方向分为第一径缩段与第二径缩段,所述顶料杆于第一径缩段的外壁与所述台阶槽的内槽壁相抵,所述顶料杆于第二径缩段的外壁与所述台阶槽的内槽壁之间呈夹角设置,所述顶料杆于第二径缩段的外壁朝远离台阶槽的内槽壁的方向倾斜向下延伸。避免整个径缩部的外壁都与台阶槽的内槽壁贴合,使得第二径缩段的外壁与台阶槽的内槽壁之间留有间隙以避免顶料杆于顶料孔内卡死。
9.在进一步的方案中,所述顶料杆于所述直筒部的外壁与所述顶料孔的内壁之间留有间隙。使得顶料杆的移动更加顺畅。
10.在进一步的方案中,还包括精锻模具,所述精锻模具包括精锻上模与精锻下模,所述精锻上模与精锻下模对应设置有用于加工所述粗锻毛胚的精锻型腔,所述精锻型腔包括多个腔组,每个腔组均包括两个成型槽,两个成型槽均为u形槽,其中一个成型槽的一端头位于另一个成型槽的两侧端头之间。
11.通过精锻型腔包括多个腔组,可以同时成型多个阀座,且每个腔组均包括两个成型槽,两个成型槽均为u形槽,其中一个成型槽的一端头插入另一个成型槽的两侧端头之间构成s形结构,提高了空间使用效率,减小了模具的体积,节约了成本。
12.在进一步的方案中,所述成型槽位于另一个成型槽的两侧端头之间的端头的两侧,分别与另一个成型槽的两侧端头之间设有储屑槽。储屑槽设置于成型槽插入另一个成型槽的两侧端头之间的端头两侧分别与成型槽的两侧端头之间,提高了空间使用效率,减小了模具的体积,节约了成本。
13.有益效果
14.由于顶料杆于径缩部的外壁与所述顶料孔的头端内壁贴合,顶料杆的头端是与顶料孔的内壁之间没有留有间隙的,就不会产生底部飞边。而由于顶料杆于径缩部的直径由上至下逐渐缩小的,顶料杆再向上顶料时,顶料杆可以与顶料孔直接分离便于顶料,而顶料杆向下移动时,顶料孔的内壁就会对顶料杆形成限位,避免顶料杆下滑从而避免形成底部飞边或底部凸起。
附图说明
15.图1为粗锻下模的侧面剖视图;
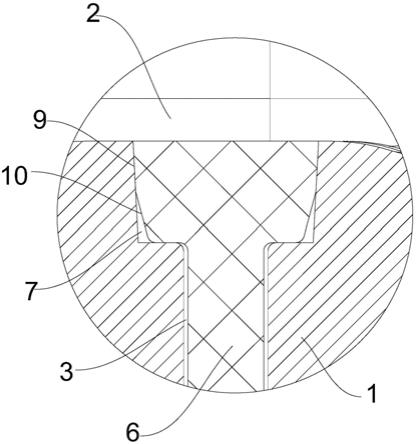
16.图2为图1中a部分的放大图;
17.图3为顶料杆的侧面剖视图及局部放大图;
18.图4为精锻下模的俯视图。
19.示意图中的标号说明:
[0020]1‑
粗锻下模,2
‑
粗锻下型腔,3
‑
顶料孔,4
‑
顶料杆,5
‑
径缩部,6
‑
直筒部,7
‑
台阶槽,8
‑
台阶面,9
‑
第一径缩段,10
‑
第二径缩段,11
‑
精锻下模,12
‑
腔组,13
‑
成型槽,14
‑
储料槽。
具体实施方式
[0021]
为进一步了解本实用新型的内容,结合附图和具体实施方式对本实用新型作详细描述。
[0022]
在本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0023]
请参阅图1
‑
4,本实施例提出了一种用于加工内衬连接阀座的模具组,包括粗锻模具和精锻模具。其中,粗锻模具包括粗锻下模1,粗锻下模1的上端面设置有用于加工坯料得
到粗锻毛胚的粗锻下型腔2。且粗锻下模1上还设置有顶料孔3,顶料孔3贯穿粗锻下型腔2及粗锻下模1下端面。同时顶料孔3内还设置有顶料杆4,顶料孔3的头端与上述粗锻下型腔2连通。
[0024]
在本方案中,如图2与图3所示,顶料杆4由头端至尾端方向分为径缩部5与直筒部6,顶料杆4于径缩部5的直径由上至下逐渐缩小,且顶料杆4于径缩部5的外壁与顶料孔3的头端内壁贴合。具体的,顶料孔3的头端设置有台阶槽7,台阶槽7的直径由上至下逐渐缩小,上述顶料杆4的径缩部5位于该台阶槽7内,且顶料杆4于径缩部5的外壁与台阶槽7的内槽壁相抵。顶料杆4于径缩部5底端的直径大于直筒部6的直径,使得顶料杆4于径缩部5与直筒部6的连接处构成台阶面8,且无外力作用下时该台阶面8与台阶槽7的槽底相抵。
[0025]
由于顶料杆4于径缩部5的外壁与所述顶料孔3的头端内壁贴合,顶料杆4的头端是与顶料孔3的内壁之间没有留有间隙的,就不会产生底部飞边。而由于顶料杆4于径缩部5的直径由上至下逐渐缩小的,顶料杆4再向上顶料时,顶料杆4可以与顶料孔3直接分离便于顶料,降低了模具热胀冷缩的影响。而顶料杆4向下移动时,顶料孔3的内壁就会对顶料杆4形成限位,避免顶料杆4下滑从而避免形成底部飞边或底部凸起。同时通过顶料杆4于径缩部5与直筒部6的连接处构成台阶面8,台阶面8与所述台阶槽7的槽底相抵使得台阶槽7的槽底对顶料杆4限位,避免顶料杆4一直有向下滑动的趋势,且进一步提高了顶料孔3的密封性,也避免了坯料的漏料。
[0026]
且为了避免顶料杆4的头端与顶料孔3卡死,本方案中径缩部5沿顶料杆4的头端至尾端方向分为第一径缩段9与第二径缩段10。顶料杆4于第一径缩段9的外壁与台阶槽7的内槽壁相抵,而顶料杆4于第二径缩段10的外壁与台阶槽7的内槽壁之间呈夹角设置,使得第二径缩段10的外壁与台阶槽7的内槽壁之间留有间隙。顶料杆4于第二径缩段10的外壁朝远离台阶槽7的内槽壁的方向倾斜向下延伸,避免整个径缩部5的外壁都与台阶槽7的内槽壁贴合,以避免顶料杆4于顶料孔3内卡死。同时,顶料杆4于所述直筒部6的外壁与顶料孔3的内壁之间留有间隙,使得顶料杆4的移动更加顺畅。
[0027]
请参阅图4,精锻模具包括精锻上模与精锻下模11,精锻上模与精锻下模11对应设置有用于加工粗锻毛胚的精锻型腔。容易理解的,由于粗锻模具中通过顶料杆4的设计避免了粗锻毛胚的底部形成飞边,就节省了去除飞边的工序,粗锻毛胚可以直接置入精锻模具内进行加工。
[0028]
在本方案中,精锻型腔包括多个腔组12,每个腔组12均包括两个成型槽13,两个成型槽13均为u形槽,其中一个成型槽13的一端头位于另一个成型槽13的两侧端头之间构成s形结构。通过多个成型槽13可以同时成型多个阀座,大大提高了加工效率。且通过每个腔组12中的两个成型槽13均为u形槽,其中一个成型槽13的一端头插入另一个成型槽13的两侧端头之间构成s形结构,提高了空间使用效率,减小了模具的体积,节约了成本。
[0029]
同时,本方案中成型槽13位于另一个成型槽13的两侧端头之间的端头的两侧,分别与另一个成型槽13的两侧端头之间设有储屑槽。储屑槽设置于成型槽13插入另一个成型槽13的两侧端头之间的端头两侧分别与成型槽13的两侧端头之间,也提高了空间使用效率,减小了模具的体积,节约了成本。
[0030]
需要说明的是,由于精锻型腔包括多个腔组12,而每个腔组12又包括两个成型槽13,占用了模具内部大量空间,若直接将坯料置入精锻型腔直接进行精锻加工,会出现坯料
溢出难以存储的问题。
[0031]
以上示意性的对本实用新型及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1