簧片焊接对位机构的制作方法
1.本实用新型涉及屏蔽簧片加工技术领域,尤其涉及簧片焊接对位机构。
背景技术:
2.随着通信设备的产品体积原来越小,通信设备内部多个端口之间的电磁干扰问题越来越严重,为了解决该问题,屏蔽簧片的使用也越来越广泛,在屏蔽簧片的加工过程中需要对簧片料带进行切断、旋绕以及焊接工作,同时在焊接过程中则需要将簧片的两端进行搭边,且如果出现搭边对位不精准的情况时,焊接设备就无法进行精准的焊接,所以本实用新型公开了簧片焊接对位机构。
技术实现要素:
3.实用新型目的:为了解决背景技术中存在的不足,所以本实用新型公开了簧片焊接对位机构。
4.技术方案:簧片焊接对位机构,包括横向驱动组件、竖向驱动组件、支撑架和气动夹爪,所述竖向驱动组件连接设置在横向驱动组件上,所述支撑架固设在竖向驱动组件上,且所述气动夹爪设置在支撑架的顶部一侧,所述气动夹爪包括有气缸、与气缸连接的上爪和下爪,所述上爪的表面上剖设有以便激光焊接装置对簧片两端进行焊接的让位孔,所述下爪上设置有数个定位柱以用于对簧片进行定位。
5.进一步的是,所述横向驱动组件包括直线滑座、横向伸缩驱动气缸和滑动板,所述直线滑座的前后两侧顶部均设置有两条第一直线导轨,所述滑动板滑接在两条第一直线导轨上,所述横向伸缩驱动气缸固设在直线滑座的前侧,且所述横向伸缩驱动气缸的伸缩端通过设置连接块与滑动板连接。
6.进一步的是,所述竖向驱动组件包括竖向伸缩驱动气缸和滑动座,所述滑动板的前后两侧上方均设置有第二直线导轨,所述滑动座滑接在两条第二直线导轨上,所述竖向伸缩驱动气缸设置在滑动板的后部,且所述竖向伸缩驱动气缸的伸缩轴与滑动座固接,所述支撑架固设在滑动座上方。
7.进一步的是,所述上爪的上表面设计为与簧片相配合的弧形结构。
8.进一步的是,所述定位柱的数量具体为四个,且四个所述定位柱两两设置在下爪前后两侧。
9.进一步的是,每个所述定位柱的顶部均设置为圆锥状结构。
10.本实用新型实现以下有益效果:
11.本实用新型能实现在簧片两端焊接前进行搭边对位,这样能使激光焊接装置进行精准的焊接,工作效率较高,实用性也明显增强。
附图说明
12.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施
例,并与说明书一起用于解释本公开的原理。
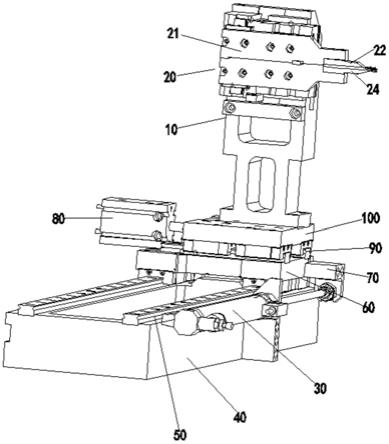
13.图1为本实用新型公开的整体结构示意图。
14.图2为本实用新型公开的上爪结构示意图。
15.图3为本实用新型公开的下爪结构示意图。
16.图4为本实用新型公开的簧片局部结构示意图。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
18.实施例
19.参考图1
‑
4,簧片焊接对位机构,包括横向驱动组件、竖向驱动组件、支撑架10和气动夹爪20,竖向驱动组件连接设置在横向驱动组件上,支撑架固设在竖向驱动组件上,且气动夹爪设置在支撑架的顶部一侧,气动夹爪包括有气缸21、与气缸连接的上爪22和下爪24,上爪的表面上剖设有以便激光焊接装置对簧片两端进行焊接的让位孔23,下爪上设置有数个定位柱23以用于对簧片进行定位。
20.在本实施例中,横向驱动组件包括直线滑座40、横向伸缩驱动气缸30和滑动板60,直线滑座的前后两侧顶部均设置有两条第一直线导轨50,滑动板滑接在两条第一直线导轨上,横向伸缩驱动气缸固设在直线滑座的前侧,且横向伸缩驱动气缸的伸缩端通过设置连接块70与滑动板连接,在横向伸缩驱动气缸的驱动下,滑动板实现可实现横向移动,这时设置在滑动板上的竖向驱动组件实现横向移动。
21.在本实施例中,竖向驱动组件包括竖向伸缩驱动气缸80和滑动座100,滑动板的前后两侧上方均设置有第二直线导轨90,滑动座滑接在两条第二直线导轨上,竖向伸缩驱动气缸设置在滑动板的后部,且竖向伸缩驱动气缸的伸缩轴与滑动座固接,支撑架固设在滑动座上方,在竖向伸缩驱动气缸的驱动下,滑动座便可实现竖向移动,同时要说的是,在横向伸缩驱动气缸和竖向伸缩驱动气缸的分别驱动下,设置在支撑架上的气动夹爪便可实现横向移动或者是竖向移动。
22.在本实施例中,上爪的上表面设计为与簧片相配合的弧形结构。
23.在本实施例中,定位柱的数量具体为四个,且四个定位柱两两设置在下爪前后两侧,此处需要说明的是,簧片110的前后两侧均有数个开放孔120,在簧片的两端进行对位时,前后两个定位柱均需插在开放孔中。
24.在本实施例中,每个定位柱的顶部均设置为圆锥状结构,这样便于簧片前后两侧的开放孔进行较快的插入。
25.本实用新型的具体操作原理为:横向伸缩驱动组件驱动气动夹爪到位,气动夹爪的上爪和下爪打开,先将簧片的一端送进下爪与下爪之间,且簧片一端两侧所对应的每个开放孔需与一定位柱相对应,接着再将簧片的另一端旋绕与上述那端搭边,最后气缸动作将上爪与下爪闭合,激光焊接装置(本实用新型未涉及)透过让位孔将簧片的两端进行焊接,同时在焊接的过程中竖向驱动气缸需驱动气动夹爪进行竖向移动,这时激光焊接装置能实现对簧片的两端进行多点焊接。
26.上述实施例只为说明本实用新型的技术构思及特点,其目的是让熟悉该技术领域的技术人员能够了解本实用新型的内容并据以实施,并不能以此来限制本实用新型的保护范围。凡根据本实用新型精神实质所作出的等同变换或修饰,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.簧片焊接对位机构,其特征在于,包括横向驱动组件、竖向驱动组件、支撑架和气动夹爪,所述竖向驱动组件连接设置在横向驱动组件上,所述支撑架固设在竖向驱动组件上,且所述气动夹爪设置在支撑架的顶部一侧,所述气动夹爪包括有气缸、与气缸连接的上爪和下爪,所述上爪的表面上剖设有以便激光焊接装置对簧片两端进行焊接的让位孔,所述下爪上设置有数个定位柱以用于对簧片进行定位。2.根据权利要求1所述的簧片焊接对位机构,其特征在于,所述横向驱动组件包括直线滑座、横向伸缩驱动气缸和滑动板,所述直线滑座的前后两侧顶部均设置有两条第一直线导轨,所述滑动板滑接在两条第一直线导轨上,所述横向伸缩驱动气缸固设在直线滑座的前侧,且所述横向伸缩驱动气缸的伸缩端通过设置连接块与滑动板连接。3.根据权利要求2所述的簧片焊接对位机构,其特征在于,所述竖向驱动组件包括竖向伸缩驱动气缸和滑动座,所述滑动板的前后两侧上方均设置有第二直线导轨,所述滑动座滑接在两条第二直线导轨上,所述竖向伸缩驱动气缸设置在滑动板的后部,且所述竖向伸缩驱动气缸的伸缩轴与滑动座固接,所述支撑架固设在滑动座上方。4.根据权利要求1所述的簧片焊接对位机构,其特征在于,所述上爪的上表面设计为与簧片相配合的弧形结构。5.根据权利要求1所述的簧片焊接对位机构,其特征在于,所述定位柱的数量具体为四个,且四个所述定位柱两两设置在下爪前后两侧。6.根据权利要求1所述的簧片焊接对位机构,其特征在于,每个所述定位柱的顶部均设置为圆锥状结构。
技术总结
本实用新型公开了簧片焊接对位机构,包括横向驱动组件、竖向驱动组件、支撑架和气动夹爪,所述竖向驱动组件连接设置在横向驱动组件上,所述支撑架固设在竖向驱动组件上,且所述气动夹爪设置在支撑架的顶部一侧,所述气动夹爪包括有气缸、与气缸连接的上爪和下爪,所述上爪的表面上剖设有以便激光焊接装置对簧片两端进行焊接的让位孔,所述下爪上设置有数个定位柱以用于对簧片进行定位,本实用新型能实现在簧片两端焊接前进行搭边对位,这样能使激光焊接装置进行精准的焊接,工作效率较高,实用性也明显增强。用性也明显增强。用性也明显增强。
技术研发人员:朱中涛 徐坤 李端广 张春露 陈能文
受保护的技术使用者:昆山市德来福工业自动化有限公司
技术研发日:2021.03.05
技术公布日:2021/11/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1