一种换挡轴总成综合焊接夹具的制作方法
1.本实用新型涉及一种换挡轴总成综合焊接夹具,属于机械加工夹具技术领域。
背景技术:
2.换挡轴总成是用于汽车变速箱中,用于选挡和换挡操作。现有换挡轴总成采用多个部件焊接而成,一般需要多套焊接夹具才能完成换挡轴总成的生产加工。其中主要采用变形较小的激光焊接工艺,但现有的激光焊接换挡轴总成过程中由于焊接夹具设计合理,进而造成夹具装夹不可靠,影响产品的合格率。换挡轴总成新产品种类较多,生产开发周期短,夹具需求量大,按照常规夹具设计,需设计制造5套焊接夹具,这样不但夹具设计制造成本高,且周期长,不能满足该新产品开发试制生产时间短的要求。
技术实现要素:
3.针对上述问题,本实用新型提供了一种换挡轴总成综合焊接夹具,同时满足换挡轴总成两道工序的焊接要求,加快产品开发进度,降低生产成本。
4.为实现上述目的,本实用新型采用以下技术方案:一种换挡轴总成综合焊接夹具,包括底板,所述底板为圆形,其中心设有中心定位孔,所述底板上设有定位芯轴,所述定位芯轴右侧设有球头定位座,左侧设有拨指定位座,所述球头定位座上端具有水平设置的导向孔,该导向孔内设有定位轴,所述定位轴前端定位部为球形,后端设有手柄;所述拨指定位座上端设有拨指定位块,所述拨指定位块前端设有前后贯通的定位凹槽,该定位凹槽为梯形槽,其上、下侧面斜度为1
°
~2
°
;所述定位芯轴为四段阶梯轴,轴向中心具有定位孔,第一段具有两个竖直的且相互平行的定位平面,第二段轴颈大于第一段轴颈,第三段为轴颈最大的凸台,凸台上设有多个沿同一圆周均匀分布的轴向的阶梯孔,第四段为轴颈最小的定位圆柱,与所述底板上的中心定位孔相配合。
5.进一步的,所述定位芯轴上的定位孔为阶梯盲孔。
6.进一步的,所述定位芯轴第一段与第二段的轴肩为定位台。
7.本实用新型的有益效果:本焊接夹具可以满足换挡轴总成两道工序的加工要求,节约生产成本,提高效率。
附图说明
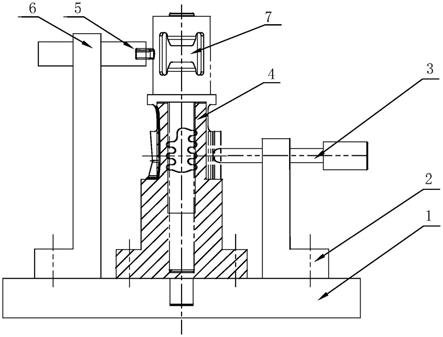
8.图1是一种换挡轴总成综合焊接夹具主视结构示意图。
9.图2是一种换挡轴总成综合焊接夹具俯视结构示意图。
10.图3是换挡轴总成结构示意图。
11.图4是定位芯轴结构示意图。
12.图5是图4的俯视图。
具体实施方式
13.下面结合具体实施例及附图来进一步详细说明本实用新型。
14.一种如图1至图5所示的换挡轴总成综合焊接夹具,包括底板1,所述底板 1为圆形,其中心设有中心定位孔1
‑
1,所述底板1上设有定位芯轴4,所述定位芯轴4右侧设有球头定位座2,左侧设有拨指定位座6,所述球头定位座2上端具有水平设置的导向孔,该导向孔内设有定位轴3,所述定位轴3前端定位部为球形,后端设有手柄;所述拨指定位座6上端设有拨指定位块5,所述拨指定位块5前端设有前后贯通的定位凹槽5
‑
1,该定位凹槽5
‑
1为梯形槽,其上、下侧面斜度为1
°
28
′
;所述定位芯轴4为四段阶梯轴,轴向中心具有定位孔4
‑
1,第一段具有两个竖直的且相互平行的定位平面4
‑
2,第二段轴颈大于第一段轴颈,第三段为轴颈最大的凸台4
‑
3,凸台4
‑
3上设有多个沿同一圆周均匀分布的轴向的阶梯孔4
‑
4,第四段为轴颈最小的定位圆柱4
‑
5,与所述底板1上的中心定位孔1
‑
1相配合。
15.进一步的,所述定位芯轴4上的定位孔4
‑
1为阶梯盲孔。
16.进一步的,所述定位芯轴4第一段与第二段的轴肩为定位台。
17.针对换挡轴总成新产品的生产开发时间短、质量要求高的特点,采用计算机辅助制造加工,再使用本夹具完成换挡轴总成两道工序的焊接,不但加快了该新产品的生产开发进度,还大大降低了生产开发成本,通过本实用新型中焊接夹具的实施,较好的满足了新产品的开发生产需求。本实用新型的焊接夹具,其拨指定位块5前端的定位凹槽5
‑
1,与定位轴3前端的球形定位部,均用于换挡轴总成的周向定位,换挡轴总成的轴插入定位芯轴4的定位孔4
‑
1内,端面在定位芯轴4的定位平面4
‑
2上定位,安装方便,定位准确。
18.以上对本实用新型实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本实用新型实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本实用新型实施例的原理;同时,对于本领域的一般技术人员,依据本实用新型实施例,在具体实施方式以及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
技术特征:
1.一种换挡轴总成综合焊接夹具,其特征在于:包括底板(1),所述底板(1)为圆形,其中心设有中心定位孔(1
‑
1),所述底板(1)上设有定位芯轴(4),所述定位芯轴(4)右侧设有球头定位座(2),左侧设有拨指定位座(6),所述球头定位座(2)上端具有水平设置的导向孔,该导向孔内设有定位轴(3),所述定位轴(3)前端定位部为球形,后端设有手柄;所述拨指定位座(6)上端设有拨指定位块(5),所述拨指定位块(5)前端设有前后贯通的定位凹槽(5
‑
1),该定位凹槽(5
‑
1)为梯形槽,其上、下侧面斜度为1
°
~2
°
;所述定位芯轴(4)为四段阶梯轴,轴向中心具有定位孔(4
‑
1),第一段具有两个竖直的且相互平行的定位平面(4
‑
2),第二段轴颈大于第一段轴颈,第三段为轴颈最大的凸台(4
‑
3),凸台(4
‑
3)上设有多个沿同一圆周均匀分布的轴向的阶梯孔(4
‑
4),第四段为轴颈最小的定位圆柱(4
‑
5),所述定位圆柱(4
‑
5)与所述底板(1)上的中心定位孔(1
‑
1)相配合。2.按照权利要求1所述的一种换挡轴总成综合焊接夹具,其特征在于:所述定位芯轴(4)上的定位孔(4
‑
1)为阶梯盲孔。3.按照权利要求1所述的一种换挡轴总成综合焊接夹具,其特征在于:所述定位芯轴(4)第一段与第二段的轴肩为定位台。
技术总结
本实用新型涉及一种换挡轴总成综合焊接夹具,包括圆形的底板,其中心设有中心定位孔,所述底板上设有定位芯轴,所述定位芯轴两侧分别设有球头定位座、拨指定位座,所述球头定位座上端设有定位轴,所述定位轴前端定位部为球形,后端设有手柄;所述拨指定位座上端设有拨指定位块,所述拨指定位块前端设有前后贯通的梯形的定位凹槽,所述定位芯轴为四段阶梯轴,第一段具有两个竖直的且相互平行的定位平面,第二段轴颈大于第一段轴颈,第三段为轴颈最大的凸台,凸台上设有多个沿同一圆周均匀分布的轴向的阶梯孔,第四段为轴颈最小的定位圆柱,与所述中心定位孔相配合。本焊接夹具可以满足换挡轴总成两道工序的加工要求,节约生产成本,提高效率。提高效率。提高效率。
技术研发人员:赵明福 陈东
受保护的技术使用者:重庆北方青山精密机械制造有限责任公司
技术研发日:2021.03.10
技术公布日:2021/11/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1