组合盖生产线子母盖组合系统及冲切铝箔成型装置的制作方法
1.本实用新型涉及一种组合盖生产过程不不仅噪音小、速度快,而且盖子生产过程中不会擦伤报废且铝箔冲切导向合理、光滑的组合盖生产线子母盖组合系统及冲切铝箔成型装置,属组合盖生产线制造领域。
背景技术:
2.现有组合的生产线是:先完全做好母盖(包括做好中间孔),然后子盖母盖组合,再冲切铝箔成型,整个运动通过机械凸轮驱动,模具完成。其不足之处:一是噪音大,速度慢;二是盖子通过滑道滑动,容易擦伤报废;三是切铝箔装置导向不合理,铝箔冲切不光滑。
技术实现要素:
3.设计目的:避免背景技术中的不足之处,设计一种组合盖生产过程不不仅噪音小、速度快,而且盖子生产过程中不会擦伤报废且铝箔冲切导向合理、光滑的组合盖生产线。
4.设计方案:为了实现本实用新型上述设计目的。本实用新型在结构设计上:技术方案1:采用易撕盖生产方式设计组合盖生产线,目的是避免背景技存在的机械凸轮生产所导致的噪音大、效率低、组合盖易擦伤及铝箔导向冲切不光滑的缺点。其组合盖生产线包括电控箱、铝箔放卷装置、同步带式搬运机构,母盖下盖装置的下道工位是中间孔成型装置,中间孔成型装置的下道工位是子母盖组合系统,子母盖组合纱统下道工位是冲切铝箔及成型装置,冲切铝箔及成型装置后是成品输出装置。2、技术方案2:一种组合盖生产线用子母盖组合系统,包括下子盖装置、子盖输送装置、子母盖组合装置,下子盖装置架设在子盖输送装置的一端上。3、技术方案3:一种组合盖生产线用冲切铝箔及成型装置,导柱下端连接有凹模座,凹模座上部固定有凹模,凹模上部设置有凸模,凸模外侧设有压板,凸模安装于上模安装板上,凸模内部设置有成型压头,成型压头中心通过导向装置和弹簧连接有真空吸头,成型压头通过弹簧和导向螺丝安装在上压头安装板上,下压头安装在导向装置上,导向装置下部连接于升降驱动装置。
5.本实用新型与背景技术相比,组合盖生产线与机械凸轮生产相比,不仅仅噪音小,生产速度快,盖子生产过程中不会擦伤报废,并且铝箔冲切导向合理、光滑。
附图说明
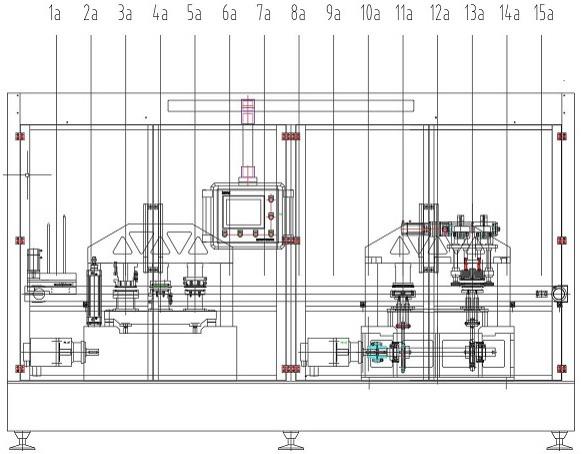
6.图1是组合盖生产线主视示意图。
7.图2是图1俯视示意图。
8.图3是冲切铝箔及成型装置示意图。
9.图4是子母盖组合系统主视示意图。
10.图5是图1中a-a部剖视结构示意图。
11.图6是组合盖的成型过程示意图。
12.图7是组合盖构成示意图。
具体实施方式
13.实施例1:参照附图1-7。一种组合盖生产线,包括电控箱01、铝箔放卷装置02、同步带式搬运机构26,母盖下盖装置1a工位后是中间孔成型装置3a、4a、5a,中间孔成型装置工位后是子母盖组合系统11a,子母盖组合纱统工位后是冲切铝箔及成型装置13a,冲切铝箔及成型装置13a后是成品输出装置15a。所述中间孔成型装置3a、4a、5a由中间孔冲切装置3a、中间孔折弯装置4a、中间孔卷边装置5a构成,目的是这样就可以在线冲制中间孔,提高了自动化程度,简化了前道工序。图1中标号6a、7a、8a、9a、10a、12a、14a为日后改进预留的扩展工位。
14.子母盖组合系统11a包括下子盖装置101、子盖输送装置106、子母盖组合装置107。需要说明的是:下子盖装置101和本公司申请易撕盖生产线的下盖装置类同,为现有技术。下子盖装置101架设在子盖输送装置106的一端上。子盖输送装置106包括子盖滑道111,子盖滑道111中部开设有下压头114的通过孔119,子盖滑道111通过子盖滑道安装板103架设在龙门式冲压机构104(见zl201520622986.6)上,子盖滑道111的中部或两侧设置有子盖输送同步带112,同步带112上设置有多个子盖输送同步带定位块113,同步带112由子盖输送同步带驱动装置102驱动(伺服驱动),子盖输送装置106以45
°‑
90
°
的夹角贯穿于组合盖机器的同步带式搬运机构26(见zl201520623002.6)之间。子母盖组合装置107包括上压头115,上压头115通过上压头座116安装在龙门式冲压机构104的上部,下压头114通过导向装置117连接到升降驱动装置118
15.冲切铝箔及成型装置详述:冲切铝箔及成型装置包括冲切驱动装置201(zl201820541120.6,其导柱下端连接有凹模座213,凹模座213上部固定有凹模212,凹模上部设置有凸模211,凸模外侧设有压板,凸模安装于上模安装板219上,凸模内部设置有成型压头214,成型压头中心通过导向装置和弹簧连接有真空吸头217,成型压头214通过弹簧和导向螺丝安装在上压头安装板216上。下压头114安装在导向装置117上,导向装置下部连接于升降驱动装置118,冲铝箔及成型装置和易撕盖的冲切铝箔或膜装置类似,将铝箔冲切成型在母盖的背面。下压头114内部设置有下压头调整垫220,目的是在子母盖组合后再将子盖压紧在母盖内,好处是通过子盖向上运动,子盖把压入母盖的铝箔绷紧,使组合盖更加美观。
16.需要理解到是:上述实施例虽然对本实用新型设计思路的作了详细的文字描述,但是这些文字的描述,只是对本实用新型设计思路的简单文字描述,而不是对本实用新型设计思路的限制,任何不超出本实用新型设计思路的组合、增加或修改,均落入本实用新型的保护范围内。
技术特征:
1.一种组合盖生产线,包括电控箱(01)、铝箔放卷装置(02)、同步带式搬运机构(26),其特征是:母盖下盖装置(1a)工位后是中间孔成型装置(3a、4a、5a),中间孔成型装置工位后是子母盖组合系统(11a),子母盖组合纱统工位后是冲切铝箔及成型装置(13a),冲切铝箔及成型装置(13a)后是成品输出装置(15a)。2.根据权利要求1所述的组合盖生产线,其特征是:所述中间孔成型装置(3a、4a、5a)由中间孔冲切装置(3a)、中间孔折弯装置(4a)、中间孔卷边装置(5a)构成。3.一种组合盖生产线用子母盖组合系统,其特征是:包括下子盖装置(101)、子盖输送装置(106)、子母盖组合装置(107),下子盖装置(101)架设在子盖输送装置(106)的一端上。4.根据权利要求3所述的组合盖生产线用子母盖组合系统,其特征是:子盖输送装置(106)包括子盖滑道(111),子盖滑道(111)中部开设有下压头(114)的通过孔(119),子盖滑道(111)通过子盖滑道安装板(103)架设在龙门式冲压机构(104)上,子盖滑道(111)的中部或两侧设置有子盖输送同步带(112),同步带(112)上设置有多个子盖输送同步带定位块(113),同步带(112)由子盖输送同步带驱动装置(102)驱动。5.根据权利要求3或4所述的组合盖生产线用子母盖组合系统,其特征是:子盖输送装置(106)以45
°‑‑
90
°
的夹角贯穿于组合盖机器的同步带式搬运机构(26)之间。6.根据权利要求3所述的组合盖生产线用子母盖组合系统,其特征是:子母盖组合装置(107)包括上压头(115),上压头(115)通过上压头座(116)安装在龙门式冲压机构(104)的上部,下压头(114)通过导向装置(117)连接到升降驱动装置(118)。7.一种组合盖生产线用冲切铝箔及成型装置,其特征是:导柱下端连接有凹模座(213),凹模座(213)上部固定有凹模(212),凹模上部设置有凸模(211),凸模外侧设有压板,凸模安装于上模安装板(219)上,凸模内部设置有成型压头(214),成型压头中心通过导向装置和弹簧连接有真空吸头(217),成型压头(214)通过弹簧和导向螺丝安装在上压头安装板(216)上,下压头(114)安装在导向装置(117)上,导向装置下部连接于升降驱动装置(118)。8.根据权利要求7所述的组合盖生产线用冲切铝箔及成型装置,其特征是:下压头(114)内部设置有下压头调整垫(220)。
技术总结
本实用新型涉及一种组合盖生产线子母盖组合系统及冲切铝箔成型装置,包括电控箱、铝箔放卷装置、同步带式搬运机构,母盖下盖装置工位后是中间孔成型装置,中间孔成型装置工位后是子母盖组合系统,子母盖组合纱统工位后是冲切铝箔及成型装置,冲切铝箔及成型装置后是成品输出装置。优点:组合盖生产线与机械凸轮生产相比,不仅仅噪音小,生产速度快,盖子生产过程中不会擦伤报废,并且铝箔冲切导向合理、光滑。光滑。光滑。
技术研发人员:孙建锋
受保护的技术使用者:杭州尚精机械制造有限公司
技术研发日:2021.03.30
技术公布日:2022/6/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1