一种铝制品加工装置的制作方法
1.本实用新型涉及一种加工装置,尤其涉及一种铝制品加工装置。
背景技术:
2.铝制品是采用铝合金为主要原料加工而成的生活用品、工业用品的统称;铝合金是以铝为基的合金总称;主要合金元素有铜、硅、镁、锌、锰,次要合金元素有镍、铁、钛、铬、锂等。
3.由于铝合金质量较轻,美观,装饰性能好,现多采用铝合金门窗进行安装,而铝合金门窗在进行加工时,由于不同的铝合金门窗需要用到不同的组装零件,而现有的铝合金零件大多时冲压形成的,而现有的冲压方式多为手动放置毛坯件,并通过现有冲压设备加工成型,手动放置毛坯件时,容易放置偏离,会造成加工后的铝合金零件无法使用,且铝合金零件加工完成后,需要手动取出,当冲压设备失灵时,手动取出或放置毛坯件时,危险性较高。
4.因此需要设计一种可自动上料定位、可提高安全性的铝制品加工装置。
技术实现要素:
5.为了克服手动放置毛坯件时,容易放置偏离,当冲压设备失灵时,手动在取出或放置毛坯件,危险性较高的缺点,要解决的技术问题为:提供一种可定位、可提高安全性的铝制品加工装置。
6.本实用新型的技术方案为:一种铝制品加工装置,包括有底板、支板、工作台、定位板、下料板、冲压机构和送料机构,底板的顶部设置有两个支板,两个支板相对称,两个支板的顶部之间设置有工作台,工作台开有第一加工口,第一加工口两侧的工作台均开有两个第二加工口,第一加工口两侧的工作台均开有第三加工口,两个第三加工口分别位于两个相邻的第二加工口之间,工作台的两侧均安装有定位板,四个第二加工口位于两个定位板之间,工作台下侧的两个支板之间固接有下料板,工作台的两侧壁之间安装有冲压机构,两个定位板位于冲压机构内侧,工作台靠近第一加工口的一侧设置有送料机构,送料机构与底板固接。
7.作为优选,冲压机构包括有安装架、冲压气缸、空心框、冲压模具、空心块、滑动管、限位块、第一弹簧和滑动杆,安装架固定在工作台的两侧壁之间,安装架的顶部嵌有冲压气缸,冲压气缸伸缩杆的底端安装有空心框,冲压模具的顶部安装有空心块,空心块内安装有滑动管,滑动管两侧的空心块均开有滑动孔,滑动管内滑动式设有两个限位块,两个限位块之间固接有第一弹簧,两个限位块的外侧壁均安装有滑动杆,两个滑动杆分别滑动式穿过两个滑动孔内,空心框的两侧壁均开有卡孔,两个滑动杆分别设置在两个卡孔内。
8.作为优选,送料机构包括有推料板、放置框、支撑架和液压缸,工作台的顶部靠近第一加工口的一侧开有滑动槽,滑动槽内滑动式设置有推料板,推料板两侧的工作台顶部之间安装有放置框,底板顶部远离下料板的一侧固接有支撑架,支撑架的顶部安装有液压
缸,液压缸的伸缩杆与推料板固接。
9.作为优选,还包括有滑块、支撑弹簧、连接杆和挡球,工作台靠近第一加工口的侧壁中部开有滑槽,滑槽内滑动式设有滑块,滑块与工作台之间固接有支撑弹簧,支撑弹簧位于滑槽内,滑块嵌有连接杆,连接杆的上端固接有挡球。
10.作为优选,还包括有固定框、盛放板、第二弹簧和移动板,底板顶部靠近支板的一侧安装有固定框,两个固定框之间滑动式设有盛放板,盛放板与底板之间固接有六个第二弹簧,盛放板的侧壁安装有移动板,移动板位于两个固定框之间。
11.有益效果是:
12.1、本实用新型通过送料机构和前后两个定位块配合,可对铝型材零件放置进行定位,如此可避免铝型材零件放置偏离,致使加工铝型材零件无法使用,通过冲压机构工作,可完成对铝型材零件加工,且不需手动取出或放置铝型材零件,从而可提高安全性;
13.2、通过挡球可对铝型材零件向右移动进行限位,从而可方便对铝型材零件进行加工;
14.3、通过盛放板和第二弹簧配合,可方便对加工后的铝型材零件进行收集。
附图说明
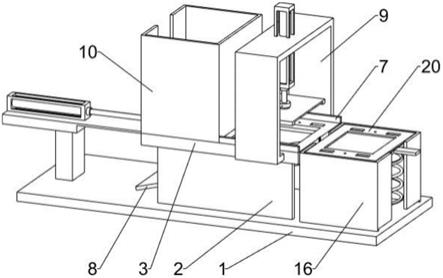
15.图1为本实用新型的立体结构示意图。
16.图2为本实用新型下料板的立体结构示意图。
17.图3为本实用新型工作台的立体结构示意图。
18.图4为本实用新型冲压机构的立体结构示意图。
19.图5为本实用新型空心块的立体结构示意图。
20.图6为本实用新型空心框的立体结构示意图。
21.图7为本实用新型送料机构的立体结构示意图。
22.图8为本实用新型的部分放大立体结构示意图。
23.图9为本实用新型固定框的立体结构示意图。
24.图中标记为:1
‑
底板,2
‑
支板,3
‑
工作台,4
‑
第一加工口,5
‑
第二加工口,6
‑
第三加工口,7
‑
定位板,8
‑
下料板,9
‑
冲压机构,901
‑
安装架,902
‑
冲压气缸,903
‑
空心框,904
‑
冲压模具,905
‑
空心块,906
‑
滑动管,907
‑
滑动孔,908
‑
限位块,909
‑
第一弹簧,910
‑
滑动杆,911
‑
卡孔,10
‑
送料机构,1001
‑
滑动槽,1002
‑
推料板,1003
‑
放置框,1004
‑
支撑架,1005
‑
液压缸,11
‑
滑槽,12
‑
滑块,13
‑
支撑弹簧,14
‑
连接杆,15
‑
挡球,16
‑
固定框,17
‑
盛放板,18
‑
第二弹簧,19
‑
移动板,20
‑
铝型材零件。
具体实施方式
25.下面结合附图所示的实施例对本实用新型作进一步描述。
26.实施例1
27.一种铝制品加工装置,如图1
‑
3所示,包括有底板1、支板2、工作台3、定位板7、下料板8、冲压机构9和送料机构10,底板1的顶部设置有两个支板2,两个支板2为前后对称,前后两个支板2的顶部之间设置有工作台3,工作台3的顶部右侧开有第一加工口4,第一加工口4前后两侧的工作台3均开有两个第二加工口5,第一加工口4两侧的工作台3均开有第三加工
口6,两个第三加工口6分别位于两个相邻的第二加工口5之间,工作台3的前后两侧均安装有定位板7,四个第二加工口5位于两个定位板7之间,工作台3下侧的两个支板2之间固接有下料板8,工作台3的前后两侧壁之间安装有冲压机构9,两个定位板7位于冲压机构9内侧,工作台3顶部的左侧设置有送料机构10,送料机构10与底板1固接。
28.当需要对定制的铝合金边框加工时,用户将适量铝型材零件20的毛坯件放入送料机构10内,并启动送料机构10工作,送料机构10工作可将最下侧铝型材零件20的毛坯件向右推动,通过前后两侧的定位板7可对铝型材零件20的毛坯件进行定位,如此可避免铝型材零件20的毛坯件放置偏离,给铝合金边框加工造成妨碍,当铝型材零件20的毛坯件向右移动位于冲压机构9的正下方时,用户启动送料机构10复位并关闭,随后用户启动冲压机构9工作,冲压机构9工作可对正下方铝型材零件20的毛坯件进行加工,完成对铝合金边框的加工,对铝合金边框加工时产生的废料随之经第一加工口4、第二加工口5和第三加工口6向下掉落在下料板8上,由于下料板8为左低右高式倾斜设置,下料板8上的废料随之向下滑落并掉落在底板1上,当铝合金边框加工完成后,用户启动冲压机构9复位并关闭即可,当需要对下一个铝型材零件20的毛坯件进行加工时,用户重复上述操作,如此可使铝型材零件20的毛坯件向右推动,从而可将铝合金边框向右推动,进而可将加工完成的铝合金边框推下,如此不断重复即可完成对铝合金边框的加工,当铝合金边框全部加工完成后,用户将底板1上掉落的废料进行处理即可。
29.实施例2
30.在实施例1的基础之上,如图4
‑
6所示,冲压机构9包括有安装架901、冲压气缸902、空心框903、冲压模具904、空心块905、滑动管906、限位块908、第一弹簧909和滑动杆910,安装架901固定在工作台3的前后两侧壁之间,安装架901的顶部嵌有冲压气缸902,冲压气缸902伸缩杆的底端安装有空心框903,冲压模具904的顶部安装有空心块905,空心块905内安装有滑动管906,滑动管906两侧的空心块905均开有滑动孔907,滑动管906内滑动式设有两个限位块908,两个限位块908之间固接有第一弹簧909,两个限位块908的外侧壁均安装有滑动杆910,两个滑动杆910分别滑动式穿过两个滑动孔907内,空心框903的两侧壁均开有卡孔911,两个滑动杆910分别设置在两个卡孔911内。
31.当铝型材零件20的毛坯件向右移动至冲压模具904的正下方时,用户启动冲压气缸902使空心框903向下移动,空心框903向下移动可推动空心块905向下移动,空心块905向下移动可使冲压模具904向下移动,冲压模具904向下移动与第一加工口4、第二加工口5和第三加工口6配合,可完成对铝合金边框的加工成型,当铝合金边框加工成型后,用户启动冲压气缸902使冲压模具904向上移动复位并关闭即可,当需要对下一个铝型材零件20的毛坯件进行加工时,用户重复上述操作,当需要对冲压模具904进行更换时,用户使两侧的滑动杆910相靠拢,两侧滑动杆910相靠拢可使两侧限位块908相靠拢,第一弹簧909随之压缩,如此可使两侧滑动杆910分别移出两侧的卡孔911内,从而可解除对空心块905的固定,随后用户向下移动冲压模具904,可将空心块905移出空心框903内,随后用户对冲压模具904进行更换,并松开两侧滑动杆910,在第一弹簧909弹力的作用下可使两侧滑动杆910分别卡入两侧卡孔911内,如此可对冲压模具904固定,从而可方便对冲压模具904进行更换,进而可避免因冲压模具904更换繁琐,给铝合金边框加工造成不便。
32.如图2和图7所示,送料机构10包括有推料板1002、放置框1003、支撑架1004和液压
缸1005,第一加工口4左侧的工作台3顶部开有滑动槽1001,滑动槽1001内滑动式设置有推料板1002,推料板1002两侧的工作台3顶部之间安装有放置框1003,下料板8左侧的底板1顶部固接有支撑架1004,支撑架1004的顶部安装有液压缸1005,液压缸1005的伸缩杆与推料板1002固接。
33.当需要对铝型材零件20加工成型之前,用户将适量铝型材零件20的毛坯件整齐的放入放置框1003内,放置框1003内的铝型材零件20毛坯件随之向下掉落在推料板1002上,当需要对铝合金边框加工成型时,用户启动液压缸1005使推料板1002向左移动,推料板1002向左移出放置框1003内时,放置框1003内铝型材零件20的毛坯件随之向下掉落在工作台3上,随后用户启动液压缸1005使推料板1002向右移动,推料板1002向右移动可推动最下侧的铝型材零件20毛坯件向右移动,铝型材零件20毛坯件向右移动至冲压模具904正下方时,此时用户关闭液压缸1005,随后用户重复上述操作对铝合金边框加工即可,当需要对下一个铝合金边框加工时,用户重复上述操作,如此可使最下侧的铝型材零件20毛坯件向右移动,从而可推动加工成型的铝合金边框向右移动,加工成型的铝合金边框向右移动随之掉落,同时用户对向下掉落的铝合金边框进行收集即可。
34.实施例3
35.在实施例2的基础之上,如图3和图8所示,还包括有滑块12、支撑弹簧13、连接杆14和挡球15,工作台3的右侧壁中部开有滑槽11,滑槽11内滑动式设有滑块12,滑块12与工作台3之间固接有支撑弹簧13,支撑弹簧13位于滑槽11内,滑块12嵌有连接杆14,连接杆14的上端固接有挡球15。
36.当需要对铝合金边框进行加工时,用户重复上述操作,使铝型材零件20的毛坯件向右移动,通过挡球15可对铝型材零件20的毛坯件向右移动进行限位,当铝型材零件20的毛坯件向右移动与挡球15接触时,铝型材零件20的毛坯件位于冲压模具904的正下方,随后用户重复上述操作对铝型材零件20的毛坯件进行加工即可,当下一个铝型材零件20的毛坯件向右移动时,可推动加工成型的铝合金边框向右移动,加工成型的铝合金边框向右移动可使挤压挡球15向下移动,挡球15向下移动可使滑块12向下移动,支撑弹簧13随之压缩,当加工成型的铝合金边框向右掉落后,在支撑弹簧13弹力的作用下可使滑块12向上移动复位,滑块12向上移动复位可使挡球15向上移动复位,挡球15向上移动复位可对下一个铝型材零件20的毛坯件进行限位,如此可方便对铝合金边框加工成型。
37.如图9所示,还包括有固定框16、盛放板17、第二弹簧18和移动板19,支板2右侧的底板1顶部安装有固定框16,前后两个固定框16之间滑动式设有盛放板17,盛放板17与底板1之间固接有六个第二弹簧18,盛放板17的右侧壁安装有移动板19,移动板19位于前后两个固定框16之间。
38.当需要对铝合金边框进行加工时,用户重复上述操作,使加工成型的铝合金边框向右移动,可使加工成型的铝合金边框掉落在盛放板17上,如此不断重复,即可使加工成型铝合金边框不断的掉落在盛放板17上,随着盛放板17上的铝合金边框不断的增加,盛放板17上的重量也随之不断增加,如此可使盛放板17向下移动,第二弹簧18随之压缩,当需要对盛放板17上的铝合金边框进行取走时,用户可通过移动板19使盛放板17向上移动复位,第二弹簧18随之复位,随后用户对盛放板17上的铝合金边框取走即可,通过第二弹簧18可对盛放板17进行支撑。
39.应理解,该实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1