一种自动弹性伸缩堵头装夹装置的制作方法
1.本实用新型涉及钢管冷拔技术领域,尤其是涉及一种自动弹性伸缩堵头装夹装置。
背景技术:
2.现在市场上最新制造的冷拔机堵头装卸装置都是采用液压油缸作为动力来源,t型滑块辅助夹爪等机械式刚性接触导向来完成堵头自动伸缩,由于堵头和夹爪都是随油缸一起同步动作,这样的装置对拔前原管端头200mm内的壁厚均匀性要求较高,如果拔前原管端头壁厚均匀性较差,t型滑块在小车锥套的槽内由于配合间隙影响,在三个夹爪同步运动夹持钢管时,由于原管壁厚原因,其中壁厚厚的地方的夹爪最先受力,钢管夹持部分很容易变形,这样不仅t型滑块很容易受力发生变形外,钢管在拉拔结束脱模后堵头由于钢管变形原因出现卡死现象,导致堵头不能顺利取出,在使用一定时间后,t型滑块与夹爪是刚性机械接触,在工作中受力就很容易变形,t型滑块一旦变形,在滑槽内前后移动就会出现卡死现象,工人在处理时必须氧割掉钢管夹头,重新卸装,工人费时费力,还造成材料浪费,成本相应增加。
技术实现要素:
3.为了克服背景技术中的不足,本实用新型公开了一种自动弹性伸缩堵头装夹装置,本实用新型通过液压油缸作为动力来源,将t型滑块辅助夹爪等机械式刚性接触导向连接方式更改为弹簧连接方式,液压油缸通过连接法兰带动夹爪和堵头进行同步运动,使夹爪和堵头同时伸到冷拔钢管上,夹爪在圆柱螺旋压缩弹簧张紧力的作用下,做到自动对中纠偏,保证夹爪的中心一致,使夹爪产生的夹持力沿冷拔钢管圆周受力方向均匀一致。
4.为了实现所述实用新型目的,本实用新型采用如下技术方案:
5.一种自动弹性伸缩堵头装夹装置,包括液压油缸,所述液压油缸的内缸筒上固定连接有连接法兰,所述连接法兰上通过螺栓固定连接有等距排列的夹爪,所述连接法兰的中间位置固定连接有弹簧座,所述弹簧座位于夹爪之间且通过圆柱螺旋压缩弹簧连接,所述弹簧座的中间位置通过螺钉与堵头固定轴连接,所述堵头固定轴的一端通过堵头固定螺母与堵头连接。
6.还包括小车锥套基座,所述小车锥套基座内固定连接有小车锥套,所述小车锥套的位置与夹爪的位置相对应且滑动连接。
7.所述小车锥套中心轴线的位置与连接法兰中心轴线的位置相重合。
8.还包括芯杆和冷拔外模,所述芯杆的一端穿过冷拔内模与内模锁紧螺母连接,所述冷拔内模的位置与冷拔外模的位置相对应。
9.所述冷拔内模的位置与堵头的位置相对应,所述冷拔内模中心轴线的位置与堵头中心轴线的位置相重合。
10.所述冷拔内模和堵头上均滑动连接有冷拔钢管。
11.由于采用了上述技术方案,本实用新型具有如下有益效果:
12.本实用新型所述的一种自动弹性伸缩堵头装夹装置,通过液压油缸作为动力来源,将t型滑块辅助夹爪等机械式刚性接触导向连接方式更改为弹簧连接方式,液压油缸通过连接法兰带动夹爪和堵头进行同步运动,使夹爪和堵头同时伸到冷拔钢管上,夹爪在圆柱螺旋压缩弹簧张紧力的作用下,做到自动对中纠偏,保证夹爪的中心一致,使夹爪产生的夹持力沿冷拔钢管圆周受力方向均匀一致。
附图说明
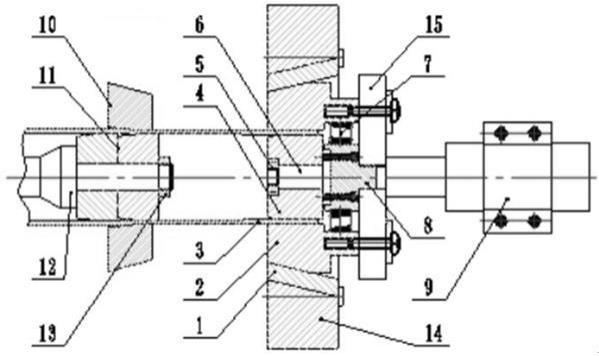
13.图1为本实用新型的立体结构示意图;
14.1、小车锥套;2、夹爪;3、冷拔钢管;4、堵头;5、堵头固定螺母;6、堵头固定轴;7、圆柱螺旋压缩弹簧;8、弹簧座;9、液压油缸;10、冷拔外模;11、冷拔内模;12、芯杆;13、内模锁紧螺母;14、小车锥套基体;15、连接法兰。
具体实施方式
15.通过下面的实施例可以详细的解释本实用新型,公开本实用新型的目的旨在保护本实用新型范围内的一切技术改进。
16.结合附图1所述的一种自动弹性伸缩堵头装夹装置,包括液压油缸9,所述液压油缸9的内缸筒上固定连接有连接法兰15,所述连接法兰15上通过螺栓固定连接有等距排列的夹爪2,所述连接法兰15的中间位置固定连接有弹簧座8,所述弹簧座8位于夹爪2之间且通过圆柱螺旋压缩弹簧7连接,弹簧座8上设有等距排列的座孔,通过座孔对圆柱螺旋压缩弹簧7进行放置,所述弹簧座8的中间位置通过螺钉与堵头固定轴6连接,所述堵头固定轴6的一端通过堵头固定螺母5与堵头4连接。
17.还包括小车锥套基座14,所述小车锥套基座14内固定连接有小车锥套1,所述小车锥套1的位置与夹爪2的位置相对应且滑动连接,小车锥套基座14安装于冷拔机上,通过冷拔机上的主系统油缸控制小车锥套基座14和液压油缸9进行同时移动,小车锥套1内不用在加工t型滑槽,增加了小车椎体1的强度。
18.液压油缸9安装于冷拔机上,通过冷拔机为液压油缸9提供动力来源,通过液压油缸9的伸缩控制连接法兰15进行移动,通过连接法兰15带动夹爪2和堵头4进行同时移动,堵头4插入冷拔钢管3内,夹爪2对冷拔钢管3进行抓取,连接法兰15带动堵头4和夹爪2移动到小车锥套1内,通过小车椎体1改变夹爪2的移动轨迹,由于夹爪2与连接法兰15是硬性连接,夹爪2在改变运动轨迹时,通过圆柱螺旋压缩弹簧7对夹爪2进行支撑,并将夹爪2受到的力进行缓冲,冷拔完毕后,连接法兰15带动夹爪2和堵头4进行移动,使夹爪2和堵头4脱离小车椎体1,圆柱螺旋压缩弹簧7从受压变为伸张,通过圆柱螺旋压缩弹簧7的伸张顶起夹爪2,使夹爪2脱离冷拔钢管3。
19.所述小车锥套1中心轴线的位置与连接法兰15中心轴线的位置相重合。
20.还包括芯杆12和冷拔外模10,所述芯杆12的一端穿过冷拔内模11与内模锁紧螺母13连接,所述冷拔内模11的位置与冷拔外模10的位置相对应,芯杆12和冷拔外模10均位于冷拔机上,芯杆12的移动通过冷拔机上的电机带动,冷拔外模10安装于冷拔机上,通过冷拔机控制冷拔外模10。
21.冷拔内模11进入冷拔钢管3的位置通过限位油缸活塞杆挡板进行控制,防止材料过多,造成浪费,通过冷拔机控制限位油缸活塞杆挡板进行移动,芯杆12带动冷拔内模11进入到冷拔钢管3内孔位置,冷拔机控制限位油缸活塞杆挡板进行下移,通过冷拔机上的推料油缸推动冷拔钢管3往冷拔外模10的方向移动,使冷拔钢管3进入到冷拔内模11内200mm后,推料油缸停止工作,通过冷拔机控制限位油缸活塞杆挡板进行上移,再次启动推料油缸,将冷拔钢管3推入冷拔外模10内,并处于冷拔外模端面160mm,通电机控制芯杆12进行移动,通过芯杆12带动冷拔内模11移动至合适位置。
22.所述冷拔内模11的位置与堵头4的位置相对应,所述冷拔内模11中心轴线的位置与堵头4中心轴线的位置相重合。
23.所述冷拔内模11和堵头4上均滑动连接有冷拔钢管3。
24.所述的一种自动弹性伸缩堵头装夹装置,在使用的时候,通过电机控制芯杆12进行后移,通过芯杆12控制冷拔内模11进行移动,使冷拔内模11进入到冷拔钢管3的内孔位置,通过冷拔机上的推料油缸带动冷拔钢管3往冷拔外模10进行移动,待冷拔钢管3进入到冷拔内模11内200mm后,推料油缸停止工作,通过冷拔机控制限位油缸活塞杆挡板进行上移,再次启动推料油缸,将冷拔钢管3推入冷拔外模10内,并处于冷拔外模端面160mm,通电机控制芯杆12进行移动,通过芯杆12带动冷拔内模11移动至合适位置,通过冷拔机上的主系统油缸带动小车锥套基体14和液压油缸9进行移动,小车锥套基体14移动至冷拔外模10前10mm的位置后停止移动,使堵头4插入冷拔钢管3内,使夹爪2位于冷拔钢管3的周围,通过液压油缸9带动连接法兰15进行移动,通过连接法兰15带动夹爪2和堵头4进行移动,使夹爪2进入到小车椎体1内,通过小车椎体1改变夹爪2的运动轨迹,通过夹爪2对冷拔钢管3进行夹持,通过冷拔机上的主系统油缸带动小车锥套基体14和液压油缸9进行移动,对冷拔钢管3进行冷拔工作,使冷拔钢管3穿过冷拔内模11和冷拔外模10,通过冷拔内模11和冷拔外模10进行塑形,当冷拔钢管3脱离冷拔外模10后400mm的时候,主系统油缸停止移动,通过液压油缸9后退带动夹爪2脱离小车锥套1,圆柱螺旋压缩弹簧7从受压变为伸张,通过圆柱螺旋压缩弹簧7的伸张顶起夹爪2,使夹爪2脱离冷拔钢管3,完成一个冷拔周期。
25.本实用新型未详述部分为现有技术,尽管结合优选实施方案具体展示和介绍了本实用新型,具体实现该技术方案方法和途径很多,以上所述仅是本实用新型的优选实施方式,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上可以对本实用新型做出各种变化,均为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1