EPS传感器自动激光焊接机的制作方法
eps传感器自动激光焊接机
技术领域
1.eps传感器自动激光焊接机有效解决了eps传感器自动焊接问题。属于精密焊接设备领域。
背景技术:
2.目前国内还没有同类型设备,eps传感器的焊接大都采用单焊接头的形式,焊接变形大,且无法检测焊缝位置是否正确。基于此,我们研制出eps传感器自动激光焊接机,只需人工将工件放置到夹具上,设备双焊接头自动完成传感器的多点焊接;并可自动检测焊缝位置与尺寸是否符合要求。填补了国内此项空白。
技术实现要素:
3.本发明提供一种eps传感器自动激光焊接机。设备采用光纤连续激光器作为光源,用于将eps传感器焊接到工件上;设备采用伺服电机作为传感器压入的动力源,并配有压力传感器,精准控制传感器的压入力,满足不同压入位移、压入力的需求;焊接头上下左左移动的动力源也为伺服电机,满足传感器多处焊接需求,也可满足不同规格产品的焊接需求。设备并配有焊缝检测视觉传感器,可对焊缝位置与尺寸进行检测,自动对焊接结果进行判定。
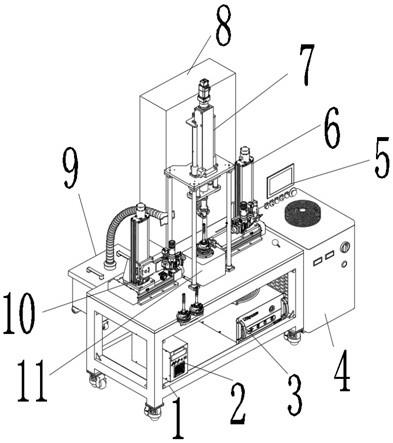
4.eps传感器自动激光焊接机所采用的的技术方案是:由机架1、工控机2、光纤连续激光器3、冷水机4、触摸屏操控板5、右焊接机构6、压装机构7、plc电气控制箱8、焊烟净化器9、左焊接机构10和旋转夹具机构11组成。工控机2、光纤连续激光器3、右焊接机构6、左焊接机构10、旋转夹具机构11分别与机架1通过螺栓组连接;plc电气控制箱8与触摸屏操控板5通过数据总线连接;光纤连续激光器3与左焊接机构10、右焊接机构6通过光纤连接;左焊接机构10、右焊接机构6、压装机构7分别与触摸屏操控板5和plc电气控制箱8通过数据线连接。
5.电气控制方面采用plc和触摸屏进行控制,采用伺服电机及气缸作为动力源,负责设备的全部运行指令及实施。
6.本发明的增益效果:
7.在结构上:采用光纤连续激光器作为焊接的光源,光电转换效率高、节能,连续焊接效率高;采用伺服电机作为传感器压入的动力源,压入位置、速度可调,并可满足不同尺寸规格的传感器压装;焊接头上下左右移动采用伺服电机作为动力源,可根据传感器直径与材质不同,自动变换不同的离焦量,满足多种传感器焊接需求。采用触摸屏作为人工界面,使操作简单化的同时,也使操作数据的设定更加灵活,使之能满足不同产品的测试要求。设备台架下半部分采用框架式焊接,保证了设备在测试过程中的稳定性。台架上半部分采用型材支撑结构,既美观又减少了设备整体重量。
8.在控制上:应用压力传感器测量传感器的压入力,保证传感器压装力精准达到工艺要求;应用高像素视觉传感器对焊缝进行检测,保证焊接位置正确无误。设备配有工控机
可以传感器电压进行标定;配有冷水机,对光纤激光器与焊接头进行降温。
附图说明
9.图1为本发明的整体轴侧图;
10.图2为本发明旋转夹具机构的剖面图;
11.图3为本发明压装机构的正视图;
12.图4为本发明右焊接机构的轴侧图;
13.图5为本发明左焊接机构的轴视图。
具体实施方式
14.参照图1所示,eps传感器自动激光焊接机由机架1、工控机2、光纤连续激光器3、冷水机4、触摸屏操控板5、右焊接机构6、压装机构7、plc电气控制箱8、焊烟净化器9、左焊接机构10和旋转夹具机构11组成。工控机2、光纤连续激光器3、右焊接机构6、左焊接机构10、旋转夹具机构11分别与机架1通过螺栓组连接;plc电气控制箱8与触摸屏操控板5通过数据总线连接;光纤连续激光器3与左焊接机构10、右焊接机构6通过光纤连接;左焊接机构10、右焊接机构6、压装机构7分别与触摸屏操控板5和plc电气控制箱8通过数据线连接。
15.参照图2所示,夹爪块11-1与气动夹头11-2通过螺栓连接;气动夹头11-2与过渡板11-3通过螺栓连接;过渡板11-3与伺服转台11-4通过螺栓连接;伺服转台11-4与旋转伺服电机11-6通过螺栓连接;伺服转台11-4与转台安装板11-5通过螺栓连接;转台安装板11-5与机架通过螺栓连接。
16.参照图3所示,压装伺服电机7-1与压装减速机7-2通过螺栓连接;压装减速机7-2与压装减速机安装板7-3通过螺栓连接;压装减速机安装板7-3与安装立板7-4通过螺栓连接;压装减速机7-2与滚珠丝杠7-7通过螺栓连接;丝杠轴承室7-5与滚珠丝杠7-7通过机密锁紧螺母连接;丝杠轴承室7-5与轴承室安装板7-6通过螺栓连接;轴承室安装板7-6与安装立板7-4通过螺栓连接;滚珠丝杠7-7与压装套7-8通过螺栓连接;安装立板7-4与安装底板7-10通过螺栓连接;导向铜套7-9与安装底板7-10通过螺栓连接;传感器上板7-11与压装套7-8通过螺栓连接;传感器上板7-11与压力传感器7-12通过螺栓连接;传感器下板7-13与压力传感器7-12通过螺栓连接;压头座7-14与传感器下板7-13通过螺栓连接;压头7-15与压头座7-14通过紧定螺栓连接;夹爪块7-16与气动夹爪7-17通过螺栓连接;气动夹爪7-17与夹爪连接板7-18通过螺栓连接;连接柱7-19与夹爪连接板7-18通过螺栓连接;传感器下板7-13与连接柱7-19通过螺栓连接;铜套7-20与传感器下板7-13通过螺栓连接;支撑柱7-21与上支撑板7-22通过螺栓连接;直线轴承7-23与上支撑板7-22通过螺栓连接;导向轴7-24与传感器上板7-11通过螺栓连接;同步板7-25与导向轴7-24通过螺栓连接。
17.参照图4所示,右安装底板6-1与机架通过螺栓连接;右安装底板6-1与右横直线模组6-2通过螺栓连接;右横底板6-3与右横直线模组6-2通过螺栓连接;右立座6-4与右横底板6-3通过螺栓连接;右前进伺服6-5与右横直线模组6-2通过螺栓连接;右立直线模组6-6与右立座6-4通过螺栓连接;右上下伺服6-7与右立直线模组6-6通过螺栓连接;右立底板6-8与右立直线模组6-6通过螺栓连接;右焊接头底板6-9与右立底板6-8通过螺栓连接;右焊接头6-10与右焊接头底板6-9通过螺栓连接;右气缸6-11与右焊接头底板6-9通过螺栓连
接;右保护气座6-12与右气缸6-11通过螺栓连接;右保护气嘴6-13与右保护气座6-12通过螺栓连接。
18.参照图5所示,左安装底板10-1与机架通过螺栓连接;左安装底板10-1与左横直线模组10-2通过螺栓连接;左横底板10-3与左横直线模组10-2通过螺栓连接;左立座10-4与左横底板10-3通过螺栓连接;左前进伺服10-5与左横直线模组10-2通过螺栓连接;左立直线模组10-10与左立座10-4通过螺栓连接;左上下伺服10-7与左立直线模组10-10通过螺栓连接;左立底板10-8与左立直线模组10-10通过螺栓连接;左焊接头底板10-9与左立底板10-8通过螺栓连接;左焊接头10-10与左焊接头底板10-9通过螺栓连接;左气缸10-11与左焊接头底板10-9通过螺栓连接;左保护气座10-12与左气缸10-11通过螺栓连接;左保护气嘴10-13与左保护气座10-12通过螺栓连接。滑动槽10-14与左焊接头底板10-9通过螺栓连接;直角板10-15与滑动槽10-14通过螺栓连接;直角板10-15与相机安装板10-16通过螺栓连接;视觉相机10-17与相机安装板10-16通过螺栓连接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1