一种带预制坯模腔的锻造模具的制作方法
1.本实用新型涉及锻造模具技术领域,具体为一种带预制坯模腔的锻造模具。
背景技术:
2.锻造模具是模锻件生产中必需的关键工艺装备,是设备每一行程都需要使用的工具,原材料在外力的作用下在锻模中产生塑性变形,从而得到所需的形状和尺寸的零件,在模锻件生产中起着举足轻重的作用,目前,与017bz0378结构类似的产品,重量25kg以上,根据en 10243锻造标准,产品复杂系数达到s3复杂级别,以现有锻造工艺生产时,产品极易产生折叠、缺料等缺陷而导致产品报废,浪费大量成本,基于此,本实用新型设计了一种带预制坯模腔的锻造模具以解决上述问题。
技术实现要素:
3.本实用新型的目的在于提供一种带预制坯模腔的锻造模具,以解决上述背景技术中提出的产品极易产生折叠、缺料等缺陷而导致产品报废,浪费大量成本。
4.为实现上述目的,本实用新型提供如下技术方案:一种带预制坯模腔的锻造模具,包括上模和下模,所述上模位于下模的上端,且其之间接触的边角位置设置有导向锁扣,通过导向锁扣1能够较好地保证上模7和下模8闭合的稳定性,能够保证终锻4与预锻3形状的稳定性,具有较好的加工操作,在进行模具的锻造时,通过导料槽2便于产品金属流动,具有较好的布料效果,避免出现缺料情况,能够对锻造产品质量具有较好的保证;
5.所述上模与下模的两侧面中间位置均开设有起重孔,所述上模与下模的内部一侧位置设置有终锻与预锻,所述终锻位于预锻的一侧。
6.优选的,所述导向锁扣用于对上模与下模闭合进行导向。
7.优选的,所述上模和下模单件模具尺寸为840mm
×
500mm
×
270mm,闭合高度524mm。
8.优选的,所述预锻的内部中间位置开设有导料槽,所述导料槽用于金属导向流动。
9.优选的,所述上模的上端面和下模下端面均固定连接有燕尾。
10.优选的,所述上模的上端和下模下端设置有制坯工装,所述制坯工装与燕尾中间连接。
11.与现有技术相比,本实用新型的有益效果是:通过导向锁扣能够较好地保证上模和下模闭合的稳定性,能够保证终锻与预锻形状的稳定性,具有较好的加工操作,在进行模具的锻造时,通过导料槽便于产品金属流动,具有较好的布料效果,避免出现缺料情况,能够对锻造产品质量具有较好的保证,避免阻力过大导致产品材料回流产生折叠;在生产体积较大的产品时,可显著改善缺料和折叠的现象,节约了大量成本。
12.当然,实施本实用新型的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
13.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述所需要使
用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
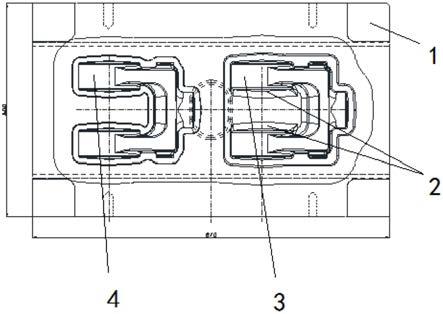
14.图1为本实用新型整体结构示意图;
15.图2为本实用新型制坯工装的结构示意图;
16.图3为本实用新型上模的下模的结合视图。
17.附图中,各标号所代表的部件列表如下:
18.1、导向锁扣;2、导料槽;3、预锻;4、终锻;5、制坯工装;6、燕尾;7、上模;8、下模;9、起重孔。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
20.请参阅图1至图3,本实用新型提供一种带预制坯模腔的锻造模具技术方案:一种带预制坯模腔的锻造模具,包括上模7和下模8,上模7位于下模8的上端,且其之间接触的边角位置设置有导向锁扣1,通过导向锁扣1能够较好地保证上模7和下模8闭合的稳定性,能够保证终锻4与预锻3形状的稳定性,具有较好的加工操作,在进行模具的锻造时,通过导料槽2便于产品金属流动,具有较好的布料效果,避免出现缺料情况,能够对锻造产品质量具有较好的保证;
21.上模7与下模8的两侧面中间位置均开设有起重孔9,上模7与下模8的内部一侧位置设置有终锻4与预锻3,终锻4位于预锻3的一侧。
22.导向锁扣1用于对上模7与下模8闭合进行导向,上模7和下模8单件模具尺寸为840mm
×
500mm
×
270mm,闭合高度524mm,预锻3的内部中间位置开设有导料槽2,导料槽2用于金属导向流动,上模7的上端面和下模8下端面均固定连接有燕尾6,上模7的上端和下模8下端设置有制坯工装5,制坯工装5与燕尾6中间连接。
23.本实施例的一个具体应用为:通过导向锁扣1能够较好地保证上模7和下模8闭合的稳定性,能够保证终锻4与预锻3形状的稳定性,具有较好的加工操作,在进行模具的锻造时,通过导料槽2便于产品金属流动,具有较好的布料效果,避免出现缺料情况,能够对锻造产品质量具有较好的保证,较为实用。
24.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
25.以上公开的本实用新型优选实施例只是用于帮助阐述本实用新型。优选实施例并没有详尽叙述所有的细节,也不限制该实用新型仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地
解释本实用新型的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本实用新型。本实用新型仅受权利要求书及其全部范围和等效物的限制。
技术特征:
1.一种带预制坯模腔的锻造模具,其特征在于,包括上模(7)和下模(8),所述上模(7)位于下模(8)的上端,且其之间接触的边角位置设置有导向锁扣(1);所述上模(7)与下模(8)的两侧面中间位置均开设有起重孔(9),所述上模(7)与下模(8)的内部一侧位置设置有终锻(4)与预锻(3),所述终锻(4)位于预锻(3)的一侧。2.根据权利要求1所述的一种带预制坯模腔的锻造模具,其特征在于:所述导向锁扣(1)用于对上模(7)与下模(8)闭合进行导向。3.根据权利要求1所述的一种带预制坯模腔的锻造模具,其特征在于:所述上模(7)和下模(8)单件模具尺寸为840mm
×
500mm
×
270mm,闭合高度524mm。4.根据权利要求1所述的一种带预制坯模腔的锻造模具,其特征在于:所述预锻(3)的内部中间位置开设有导料槽(2),所述导料槽(2)用于金属导向流动。5.根据权利要求1所述的一种带预制坯模腔的锻造模具,其特征在于:所述上模(7)的上端面和下模(8)下端面均固定连接有燕尾(6)。6.根据权利要求5所述的一种带预制坯模腔的锻造模具,其特征在于:所述上模(7)的上端和下模(8)下端设置有制坯工装(5),所述制坯工装(5)与燕尾(6)中间连接。
技术总结
本实用新型公开了锻造模具技术领域的一种带预制坯模腔的锻造模具,包括上模和下模,上模位于下模的上端,且其之间接触的边角位置设置有导向锁扣;上模与下模的两侧面中间位置均开设有起重孔,上模与下模的内部一侧位置设置有终锻与预锻,终锻位于预锻的一侧,导向锁扣用于对上模与下模闭合进行导向,上模和下模单件模具尺寸为840mm
技术研发人员:杜青云 赵美云 兰孝桢
受保护的技术使用者:青岛天赢智能工业股份有限公司
技术研发日:2021.06.07
技术公布日:2021/12/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1