一种橡胶圈内置铁芯压合自动化生产线的备料系统的制作方法
1.本实用新型涉及汽车配件加工设备技术领域,尤其涉及一种橡胶圈内置铁芯压合自动化生产线的备料系统。
背景技术:
2.随着汽车技术的发展,汽车被广泛应用于人们的日常生活上,在车辆生产中,为了增大车辆的舒适性,在汽车底盘系统均采用减震器进行减震缓冲,为了使车架与车身的振 动迅速衰减,改善汽车行驶的平顺性和舒适性,汽车悬架系统上一般都装有减震器,汽车上广泛采用的是双向作用筒式减震器,减震器是汽车使用过程中的易损配件,减震器工作减震器的构造好坏,将直接影响汽车行驶的平稳性和其它机件的寿命,因此应使减震器经常处于良好的工作状态。
3.如图17所示,为了避免行车过程中产生的噪音,减震器的支承座圈由橡胶圈与铁芯构成,橡胶圈为圆环状且内壁设有凹槽,铁芯嵌装于凹槽中;在现有技术中,铁芯与橡胶圈的备料大多采用人工分拣,这种传统的分拣方式效率较低,且精度较差。
技术实现要素:
4.本实用新型的目的在于提供一种橡胶圈内置铁芯压合自动化生产线的备料系统,备料时整体效率较高,且可有效的分拣出铁芯及橡胶圈中的不良品,以达到解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种橡胶圈内置铁芯压合自动化生产线的备料系统,包括设置工作台上的铁芯振动盘上料器、橡胶圈振动盘上料器、前置铁芯转移机构、铁芯进给机构、橡胶圈抓取称重转移机构及后置铁芯转移机构;所述铁芯振动盘上料器的出料口处连接有第一流道,前置铁芯转移机构设于第一流道的上方,铁芯进给机构的首端设于前置铁芯转移机构的侧部,后置铁芯转移机构的首端设于铁芯进给机构末端的上方;所述橡胶圈振动盘上料器的出料口处连接有第二流道,橡胶圈抓取称重转移机构设于第二流道末端的上方。
7.本实用新型的进一步改进方案是,所述前置铁芯转移机构包括前置转移支架、气缸a、第一滑座、第二滑座、第三滑座、气缸b及机械手a;所述前置转移支架连接于工作台上,第一滑座横向连接于前置转移支架的顶端,第二滑座横向滑动连接于第一滑座,气缸a连接于第一滑座上,且气缸a驱动连接于第二滑座;所述第三滑座竖向滑动连接于第二滑座,气缸b竖向连接于第二滑座上,且气缸b驱动连接于第三滑座;所述第一流道为并列设置的两排,第三滑座上设置有两个机械手a,两个机械手a与两排第一流道上下对应,且机械手a的外壁呈环形阵列的连接有多个位移传感器a;所述铁芯进给机构包括铁芯进给支架、第四滑座、第五滑座、第六滑座、u型架、气缸c、电机a及支座;所述铁芯进给支架连接于工作台上,第四滑座横向连接于铁芯进给支架上,第五滑座横向滑动连接于第四滑座;所述电机a连接于第四滑座上,电机a的动力输出端连接有齿轮ⅰ,第五滑座上连接有齿条,齿轮ⅰ与齿条啮
合;所述第六滑座竖向滑动连接于第五滑座,气缸c连接于第五滑座,且气缸c驱动连接于第六滑座;所述支座前后依次连接于第六滑座上,每个支座上竖向连接有两列机械手b;所述u型架连接于机械手b下方的工作台上,每个u型架的顶端设有两列用于放置铁芯的置料槽;所述u型架侧部的工作台上连接有相机支架,相机支架的顶端连接有两台工业相机。
8.本实用新型的进一步改进方案是,所述后置铁芯转移机构包括后置转移支架、x轴直线滑台模组、第一z轴直线滑台模组及机械手c;所述后置转移支架连接于工作台上,x轴直线滑台模组连接于后置转移支架的顶部,第一z轴直线滑台模组连接于x轴直线滑台模组的滑块上,第一z轴直线滑台模组的滑块上连接有基座,基座上并列连接有两个机械手c,机械手c下方的工作台上设有铁芯次品回收盒。
9.本实用新型的进一步改进方案是,所述橡胶圈抓取称重转移机构包括橡胶圈抓取支架、第一y轴直线滑台模组、第二z轴直线滑台模组、第七滑座、电机b、机械手d及电子秤;所述橡胶圈抓取支架连接于工作台上,第一y轴直线滑台模组连接于橡胶圈抓取机构的顶端,第二z轴直线滑台模组连接于第一y轴直线滑台模组的滑块上,第七滑座连接于第二z轴直线滑台模组的滑块上;所述电机b连接于第七滑座的两端,电机b的动力输出端连接有左扇形齿轮,左扇形齿轮的底端连接有左转轴,左转轴的底端连接有左支撑板,啮合于左扇形齿轮的右扇形齿轮通过右转轴转动连接于第七滑座,右转轴的底端连接有右支撑板,机械手d连接于左支撑板与右支撑板上;所述电子秤对称的设置于第七滑座底端的工作台上,电机b驱动左扇形齿轮及右扇形齿轮,以使机械手d展开并位于两个电子秤上方;所述第二流道为并列设置的两排,接近于第二流道的两个机械手d与两排第二流道上下对应;所述橡胶圈抓取称重转移机构末端下方的工作台上连接有橡胶圈次品回收盒。
10.本实用新型的进一步改进方案是,所述第一流道及第二流道的末端均设有分料机构;所述分料机构包括分料支架、气缸d、气缸e、分料板、第八滑座及驱动板;所述分料支架连接于工作台上,气缸d竖向连接于分料支架上,第八滑座连接于气缸d的顶端;所述驱动板沿第一流道或第二流道的长度方向滑动连接于第八滑座,气缸e横向连接于第八滑座的侧部,气缸e的动力输出端连接有竖向布设的推杆,推杆的底部通过滑块滑动连接于第八滑座;所述驱动板设有倾斜设置的驱动槽,推杆滑动连接于驱动槽中,驱动槽的两侧设有呈八字状的分料槽;所述分料板沿第一流道或第二流道的宽度方向滑动连接于第八滑座,且两个分料板反向滑动,分料板上连接有滑杆,滑杆分别滑动连接于两个分料槽。
11.本实用新型的有益效果:
12.第一、本实用新型的橡胶圈内置铁芯压合自动化生产线的备料系统,备料时整体效率较高,且可有效的分拣出铁芯及橡胶圈中的不良品。
13.第二、本实用新型的橡胶圈内置铁芯压合自动化生产线的备料系统,第一流道、第二流道均采用双排,可满足两个工件同时加工,进而工作效率更高。
14.第三、本实用新型的橡胶圈内置铁芯压合自动化生产线的备料系统,前置铁芯转移机构上设有位移传感器a,既能检测第一流道上是否有物料,又能检测铁芯的厚度是否合格。
15.第四、本实用新型的橡胶圈内置铁芯压合自动化生产线的备料系统,相机支架的顶端连接有两台工业相机,可有效的检测铁芯表面是否有瑕疵并挑拣剔除。
16.第五、本实用新型的橡胶圈内置铁芯压合自动化生产线的备料系统,橡胶圈抓取
称重转移机构既能实现橡胶圈的取放,又能实现橡胶圈重量的检测。
17.第六、本实用新型的橡胶圈内置铁芯压合自动化生产线的备料系统,两个橡胶圈在同步称重时,可通过左右两个扇形齿轮同时旋转90
°
,从而增加两个橡胶圈之间的距离,保证足够的称重空间。
18.第七、本实用新型的橡胶圈内置铁芯压合自动化生产线的备料系统,分料机构可改变相邻两个铁芯或胶圈之间的距离,从而方便机械手的抓取。
附图说明
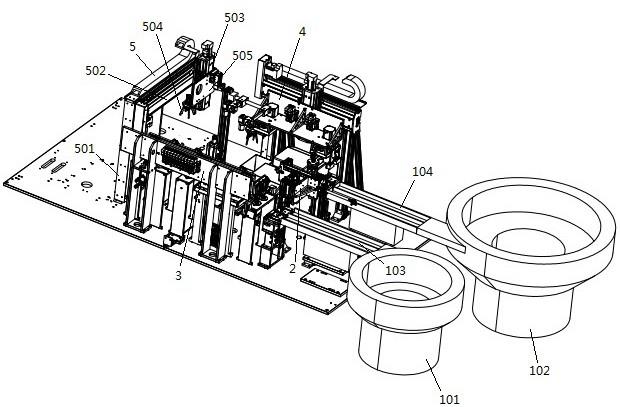
19.图1为本实用新型的备料系统的结构示意图。
20.图2为本实用新型的前置铁芯转移机构及铁芯进给机构的结构示意图。
21.图3为本实用新型的前置铁芯转移机构及铁芯进给机构的结构示意图。
22.图4为本实用新型的橡胶圈抓取称重转移机构的结构示意图。
23.图5为本实用新型的橡胶圈抓取称重转移机构的局部结构示意图。
24.图6为本实用新型的分料机构的结构示意图。
25.图7为本实用新型的分料机构的结构示意图。
26.图8为本实用新型在实施例1中的整体结构示意图。
27.图9为本实用新型在实施例1中的整体结构示意图。
28.图10为本实用新型在实施例1中的整体俯视图。
29.图11为实施例1中的压合及下料系统的结构示意图。
30.图12为实施例1中的压合及下料系统的结构示意图。
31.图13为实施例1中的原料取放机构及压合机构的结构示意图。
32.图14为实施例1中的压合机构的结构示意图。
33.图15为实施例1中的压合机构的结构示意图。
34.图16为实施例1中的成品检测机构的结构示意图。
35.图17为橡胶圈及铁芯的结构示意图。
具体实施方式
36.下面结合附图和具体实施例,进一步阐明本实用新型。
37.实施例1:本技术所要求保护的一种橡胶圈内置铁芯压合自动化生产线的备料系统,为一种高效的橡胶圈内置铁芯压合自动化生产线系列申请中的一部分;如图1~16所示,一种高效的橡胶圈内置铁芯压合自动化生产线,包括设置于工作台1上的备料系统、压合系统、成品检测系统及下料机构12;所述备料系统包括铁芯振动盘上料器101、橡胶圈振动盘上料器102、前置铁芯转移机构2、铁芯进给机构3、橡胶圈抓取称重转移机构4及后置铁芯转移机构5;所述铁芯振动盘上料器101的出料口处连接有第一流道103,前置铁芯转移机构2设于第一流道103的上方,铁芯进给机构3的首端设于前置铁芯转移机构2的侧部,后置铁芯转移机构5的首端设于铁芯进给机构3末端的上方;所述橡胶圈振动盘上料器102的出料口处连接有第二流道104,橡胶圈抓取称重转移机构4设于第二流道104末端的上方;所述压合系统包括第三流道7、原料取放机构8及压合机构9;所述第三流道7的首端设于橡胶圈抓取称重转移机构4、后置铁芯转移机构5末端的下方,原料取放机构8设于第三流道7的侧
部,压合机构9设于原料取放机构8一端的下方;所述成品检测系统包括成品取放机构10及成品检测机构11,成品取放机构10设于第三流道7的侧部,成品检测机构11设于成品取放机构10一端的下方;所述下料机构12设于第三流道7末端的上方。
38.其中,所述前置铁芯转移机构2包括前置转移支架201、气缸a202、第一滑座203、第二滑座204、第三滑座205、气缸b206及机械手a207;所述前置转移支架201连接于工作台1上,第一滑座203横向连接于前置转移支架201的顶端,第二滑座204横向滑动连接于第一滑座203,气缸a202连接于第一滑座203上,且气缸a202驱动连接于第二滑座204;所述第三滑座205竖向滑动连接于第二滑座204,气缸b206竖向连接于第二滑座204上,且气缸b206驱动连接于第三滑座205;所述第一流道103为并列设置的两排,第三滑座205上设置有两个机械手a207,两个机械手a207与两排第一流道103上下对应,且机械手a207的外壁呈环形阵列的连接有多个位移传感器a208;所述铁芯进给机构3包括铁芯进给支架301、第四滑座302、第五滑座303、第六滑座304、u型架305、气缸c306、电机a307及支座308;所述铁芯进给支架301连接于工作台1上,第四滑座302横向连接于铁芯进给支架301上,第五滑座303横向滑动连接于第四滑座302;所述电机a307连接于第四滑座302上,电机a307的动力输出端连接有齿轮ⅰ310,第五滑座303上连接有齿条309,齿轮ⅰ310与齿条309啮合;所述第六滑座304竖向滑动连接于第五滑座303,气缸c306连接于第五滑座303,且气缸c306驱动连接于第六滑座304;所述支座308前后依次连接于第六滑座304上,每个支座308上竖向连接有两列机械手b313;所述u型架305连接于机械手b313下方的工作台1上,每个u型架305的顶端设有两列用于放置铁芯的置料槽311;所述u型架305侧部的工作台1上连接有相机支架,相机支架的顶端连接有两台工业相机312。
39.其中,所述后置铁芯转移机构5包括后置转移支架501、x轴直线滑台模组502、第一z轴直线滑台模组503及机械手c504;所述后置转移支架501连接于工作台1上,x轴直线滑台模组502连接于后置转移支架501的顶部,第一z轴直线滑台模组503连接于x轴直线滑台模组502的滑块上,第一z轴直线滑台模组503的滑块上连接有基座505,基座505上并列连接有两个机械手c504,机械手c504下方的工作台1上设有铁芯次品回收盒506。
40.其中,所述橡胶圈抓取称重转移机构4包括橡胶圈抓取支架401、第一y轴直线滑台模组402、第二z轴直线滑台模组403、第七滑座404、电机b405、机械手d406及电子秤407;所述橡胶圈抓取支架401连接于工作台1上,第一y轴直线滑台模组402连接于橡胶圈抓取机构的顶端,第二z轴直线滑台模组403连接于第一y轴直线滑台模组402的滑块上,第七滑座404连接于第二z轴直线滑台模组403的滑块上;所述电机b405连接于第七滑座404的两端,电机b405的动力输出端连接有左扇形齿轮410,左扇形齿轮410的底端连接有左转轴,左转轴的底端连接有左支撑板408,啮合于左扇形齿轮410的右扇形齿轮411通过右转轴转动连接于第七滑座404,右转轴的底端连接有右支撑板409,机械手d406连接于左支撑板408与右支撑板409上;所述电子秤407对称的设置于第七滑座404底端的工作台1上,电机b405驱动左扇形齿轮410及右扇形齿轮411,以使机械手d406展开并位于两个电子秤407上方;所述第二流道104为并列设置的两排,接近于第二流道104的两个机械手d406与两排第二流道104上下对应;所述橡胶圈抓取称重转移机构4末端下方的工作台1上连接有橡胶圈次品回收盒412。
41.其中,所述第一流道103及第二流道104的末端均设有分料机构6;所述分料机构6包括分料支架601、气缸d602、气缸e603、分料板604、第八滑座605及驱动板606;所述分料支
架601连接于工作台1上,气缸d602竖向连接于分料支架601上,第八滑座605连接于气缸d602的顶端;所述驱动板606沿第一流道103或第二流道104的长度方向滑动连接于第八滑座605,气缸e603横向连接于第八滑座605的侧部,气缸e603的动力输出端连接有竖向布设的推杆607,推杆607的底部通过滑块滑动连接于第八滑座605;所述驱动板606设有倾斜设置的驱动槽608,推杆607滑动连接于驱动槽608中,驱动槽608的两侧设有呈八字状的分料槽609;所述分料板604沿第一流道103或第二流道104的宽度方向滑动连接于第八滑座605,且两个分料板604反向滑动,分料板604上连接有滑杆610,滑杆610分别滑动连接于两个分料槽609。
42.其中,所述第三流道7包括链轮支架701、电机c702、主动链轮703、从动链轮704及链条705,前后两组链轮支架701连接于工作台1上,双排的主动链轮703、从动链轮704分别转动连接于两组链轮支架701上,电机c702连接于链轮支架701的侧部,且电机c702驱动连接于主动链轮703,两根链条705传动连接于主动链轮703与从动链轮704之间,链条705上设有若干组载具;所述载具包括底板706、凸台707及台阶轴708,底板706连接于链条705之间,圆柱状的凸台707连接于底板706上,台阶轴708连接于凸台707上。
43.其中,所述原料取放机构8包括原料取放支架801、横板802、电机d803、气缸f804、机械手g805及第一旋转板806;所述原料取放支架801连接于第三流道7两侧的工作台1上,气缸f804竖向连接于原料取放支架801的顶端;所述横板802连接于气缸f804的顶端,电机d803连接于横板802的底端,且电机d803的动力输出轴转动连接于横板802;所述第一旋转板806连接于电机d803的顶端,机械手g805连接于第一旋转板806的两端,且每端的机械手g805均为上下两层。
44.其中,所述压合机构9包括压合支架901、槽轮902、电机e903、气缸g904、气缸h905、扇形块906、撑杆907、顶块908及顶轴909;所述压合支架901对称的连接于两个原料取放机构8一端的底部,压合支架901的顶端连接有座板,槽轮902转动连接于座板上,槽轮902侧部设有一段外齿910,且槽轮902上呈环形阵列排布有多个滑槽911;所述电机e903连接于座板上,电机e903的动力输出端连接有啮合于外齿910的齿轮ⅱ912;所述扇形块906呈环形阵列连接于槽轮902顶部,扇形块906的相邻面内凹形成滑道;所述撑杆907呈l字型,撑杆907的底部连接有第九滑座913,第九滑座913滑动连接于相邻扇形块906之间的滑道中;所述第九滑座913一端的底部连接有轮轴,轮轴的底端连接有滚轮914,滚轮914滚动连接于滑槽911;所述顶块908的底端连接有支撑杆915,支撑杆915穿过扇形块906、槽轮902及座板后连接于分配盘917上,分配盘917的底端连接有顶升杆918,分配盘917及座板之间的顶升杆918外壁套设有弹簧916,气缸g904竖向连接于顶升杆918底端的压合支架901上;所述气缸h905竖向连接于压合支架901的侧部,气缸h905的动力输出端连接有顶升板,顶轴909连接于顶升板上,且顶轴909穿过槽轮902的中心处;所述压合机构9还包括防止橡胶圈弹出的限位装置;所述限位装置包括l型支架、气缸j919及限位套920,l型支架连接于工作台1上,气缸j919竖向连接于l型支架上,限位套920连接于气缸j919的动力输出端,且限位套920与顶升杆918同心设置。
45.其中,所述成品取放机构10包括成品取放支架1001、分度器1002、气缸k1003及机械手e1004;所述成品取放支架1001连接于第三流道7两侧的工作台1上,气缸k1003竖向连接于原料取放支架801的顶端;所述分度器1002连接于气缸k1003的顶端,机械手e1004反向
连接于分度器1002上;所述成品检测机构11包括成品检测支架1101、位移传感器b1102、检测托盘1103、第十滑座1104及气缸l1105;所述检测支架连接于成品取放机构10一端下方的工作台1上,气缸l1105竖向连接于成品取放支架1001的顶端,第十滑座1104滑动连接于成品检测支架1101,第十滑座1104的侧部连接有夹套1106,位移传感器b1102竖向连接于夹套1106上;所述检测托盘1103连接于位移传感器b1102正下方的竖杆上,检测托盘1103上对称设有两个接近开关。
46.其中,所述下料机构12包括下料支架1201、第二y轴直线滑台模组1202、第三z轴直线滑台模组1203及机械手f1204;所述下料支架1201连接于第三流道7侧部的工作台1,第二y轴直线滑台模组1202连接于下料支架1201的顶端,且第二y轴直线滑台模组1202的一端延伸至工作台1的外侧,第三z轴直线滑台模组1203连接于第二z轴直线滑台模组403的滑块上,第三z轴直线滑台模组1203的滑块上连接有第十一滑座1206,两个机械手f1204连接于第十一滑座1206上,且两个机械手f1204分别与两个凸台707上下对应;所述第三流道7末端的工作台1上设有废品回收盒1207。
47.本实用新型在一种高效的橡胶圈内置铁芯压合自动化生产线中具体工作原理如下:
48.①
、备料:铁芯13及橡胶圈14倒入各自的振动盘上料器中,铁芯13及橡胶圈14在第一流道103与第二流道104上有序排列,并进入到分料板604上,气缸e603推动驱动板606滑动,驱动板606驱使两块分料板604滑动分开。
49.②
、铁芯检测:位移传感器a208监测到铁芯13并检测铁芯13厚度,机械手a207将铁芯13抓放至置料槽311中,并通过机械手b313逐个工位的向前移动;在铁芯13向前移动的过程中,工业相机312拍摄铁芯13照片以检查铁芯13表面是否存在缺陷;若铁芯13厚度不合格或铁芯13表面存在缺陷,则由机械手c504抓取并放至铁芯次品回收盒506中。
50.③
、橡胶圈检测:机械手g805抓取橡胶圈移动至与电子秤407平齐,电机b405驱动左扇形齿轮410及右扇形齿轮411转动,两个机械手g805分别旋转90
°
,将橡胶圈14放至电子秤407上称重,若重量不达标,则由机械手g805放入橡胶圈次品回收盒412中。
51.注:步骤
②
和步骤
③
同步进行,橡胶圈14合格品由机械手g805抓放至第三流道7的载具上,铁芯13合格品由机械手c504抓放至第三流道7的载具上;橡胶圈14套设于凸台707的外壁,铁芯13卡在台阶轴708的外壁上,保证橡胶圈14与铁芯13呈上下两层放置,橡胶圈14以及铁芯13在第三流道7上逐个工位前进。
52.④
、压合:机械手g805将橡胶圈14取放套至撑杆907的外侧,并将铁芯13套设于顶轴909外壁;首先电机e903驱动槽608轮旋转,撑杆907撑开橡胶圈14,同时限位套920向下移动防止橡胶圈14从撑杆907外壁弹出,铁芯13落入至橡胶圈14的凹槽1401中;接着,气缸g904伸出顶升顶块908,顶块908从撑杆907上半脱离;最后气缸h905推动顶轴909,合体的成品将全部从撑杆907上脱离;机械手g805将成品放置于载具上,载具前进一个工位,机械手抓取下一组铁芯13及橡胶圈14。
53.⑤
、成品检测:当成品着载具移动并与成品检测机构11平齐时,机械手e1004抓取成品放置于检测托盘1103上,位移传感器b1102可检测成品中橡胶圈14的厚度,托盘上的两个接近开关的差值判断出铁芯13在橡胶圈14中是否倾斜,进而判断成品的良次。
54.⑥
、下料:机械手e1004将检测后的成品放置于第三流道7上,机械手f1204抓取不
合格的成品放置于废品回收盒1207中,并将良品放置于工作台1外侧的集料箱中。
55.上述实施方式只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所做的等效变换或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1