一种高效精准LED支架生产线的制作方法
一种高效精准led支架生产线
技术领域
1.本实用新型涉及led支架生产线技术领域,特别涉及一种高效精准led 支架生产线。
背景技术:
2.近几年来,随着社会的不断发展与科学水平的不断进步,led照明行业得以迅猛发展,由于led的发光效率远超白炽灯,光强达到了烛光级,而且颜色也从红色到蓝色覆盖了整个可见光谱范围,这种照明水平是照明发展史上的一次重大技术革命,这也使得led在各种新的领域里得到广泛应用,诸如汽车信号灯、交通信号灯、室外全色大型显示屏以及特殊的照明光源。
3.led支架是led不可缺少的一部分,led支架在生产时是大批量生产,其需要裁剪冲切后才可得到客户想要的尺寸规格或形状大小,而现有led 支架在送往裁剪冲切的过程中往往还采用人工搬运的传送方式进行传送,这样的传送方式不仅工作效率低,而且人工劳动强度大,精确度低,不利于led支架生产效率,也无法满足led高效快速的生产需求;与此同时,目前led支架在生产时容易产品漏焊或者脱落的问题,从而造成不良品,而现有的裁剪冲切设备并没有检测机构,还需要人工将不良品发现出来,这种检测方式不仅精确度低,无法确保不良品完全找出,这样大大影响了 led支架的生产质量。
4.因此市场上急需一种高效精准led支架生产线来解决这个问题。
技术实现要素:
5.本实用新型针对现有技术存在之缺失,提出一种高效精准led支架生产线,自动化程度高,无需人工操作,可实现led支架的高效送料、冲切、弯折与检测等功能,检测传送精确度高,送料速度快,冲切效果佳,实用性强。
6.为实现上述目的,本实用新型采用如下之技术方案:
7.一种高效精准led支架生产线,其包括:检测冲切设备、裁切弯折设备与检测分拣设备,所述裁切弯折设备设置于检测冲切设备与检测分拣设备之间,所述检测冲切设备与裁切弯折设备之间设置有连接组件,所述检测冲切设备通过连接组件将检测冲切好的led支架传送至裁切弯折设备处,所述裁切弯折设备与检测分拣设备之间设置有承接组件,所述裁切弯折设备通过承接组件将裁切弯折好的led支架输送至检测分拣设备处。
8.作为对上述技术方案的进一步阐述:
9.在上述技术方案中,所述检测冲切设备包括第一机台、自动送料盘、废料回收装置、第一送料支架、第一检测组件、冲切组件、第一压料装置、第一传动组件与第一顶料组件,所述第一送料支架设置于第一机台上,所述自动送料盘通过固定架固定于第一机台上且位于第一送料支架的进料口一侧,所述废料回收装置位于自动送料盘的下方,所述第一检测组件、冲切组件与第一压料装置均设置于第一送料支架的上端,所述第一传动组件设置于第一送料支架的下端,所述第一顶料组件设置于第一传动组件上,通过自动送料盘将
led支架输送至第一送料支架的进料口处并通过废料回收装置将废料进行回收,然后led支架通过第一传动组件带动第一顶料组件进行拉料送料工序,使led支架依次经过第一检测组件、冲切组件与第一压料装置,从而使第一检测组件、冲切组件与第一压料装置对led支架进行初步检测、冲切与压紧,最后将led支架送至第一送料支架的出料口处。
10.在上述技术方案中,所述裁切弯折设备包括第二机台、第二送料支架、裁切弯折组件、第二压料装置、第二传动组件与第二顶料组件,所述第二机台设置于第一送料支架出料口的一侧,所述第二送料支架与裁切弯折组件均设置于第二机台上,所述第二送料支架的进料口与第一送料支架的出料口相互配合使用,所述裁切弯折组件位于第二送料支架的出料口一侧,所述第二压料装置设置于第二送料支架的上端,所述第二传动组件设置于第二送料支架的下端,所述第二顶料组件设置于第二传动组件上,通过第二送料支架承接第一送料支架处的led支架,然后通过第二传动组件带动第二顶料组件进行拉料送料工序,使led支架依次经过第二压料装置与裁切弯折组件,从而使裁切弯折组件与第二压料装置对led支架进行压紧、冲切与弯折,形成单个led支架。
11.在上述技术方案中,所述裁切弯折组件为裁切弯折模具;所述第一送料支架与第二送料支架结构相同,所述第一送料支架与第二送料支架均为双通道送料支架;所述第一传动组件与第二传动组件均采用伺服电机作为动力来源,同时采用丝杆与丝杆螺母的传动方式进行传动;所述第一顶料组件与第二顶料组件结构相同,所述第一顶料组件与第二顶料组件采用顶升气缸与拉料杆的拉料方式对led支架进行拉料送料。
12.在上述技术方案中,所述连接组件包括第一送料支架辅助下料槽、第二送料支架辅助上料槽、下料感应装置与上料感应装置,所述第一送料支架辅助下料槽设置于第一送料支架的出料口处,所述第二送料支架辅助上料槽设置于第二送料支架的进料口处,所述第一送料支架辅助下料槽与第二送料支架辅助上料槽相对设置,所述下料感应装置固定于第一机台上,所述上料感应装置固定于第二机台上,所述led支架从第一送料支架辅助下料槽处落料,依次经过下料感应装置与上料感应装置后从第二送料支架辅助上料槽处上料,所述led支架呈u字形结构设置,所述下料感应装置与上料感应装置均为红外传感器。
13.在上述技术方案中,所述承接组件设置于裁切弯折组件的一侧,所述承接组件为双通道传送组件,所述双通道传送组件包括第三送料支架、承接电机、承接主滚轮、承接从动轮与承接传送带,所述承接电机、承接主滚轮与承接从动轮设置于第三送料支架上,所述承接主滚轮与承接电机相连接,所述承接传送带包覆于承接主滚轮与承接从动轮的外表面,通过承接电机带动承接主滚轮与承接从动轮滚动,从而带动承接传送带将单个led 支架从裁切弯折组件传送至检测分拣设备处。
14.在上述技术方案中,所述检测分拣设备包括通道转换组件、单通道传送组件、第二检测组件与分拣组件,所述通道转换组件的一侧与承接组件相连接,所述单通道传送组件设置于承接组件的另一侧,所述第二检测组件设置于单通道传送组件的上方,所述分拣组件与单通道传送组件的另一侧相连接,通过通道转换组件将双通道传送组件上的单个led支架传送至单通道传送组件,通过单通道传送组件将单个led支架传送至第二检测组件处检测,然后再通过单通道传送组件将单个led支架传送至分拣组件处,最后通过分拣组件将良品与不良品实现有效分离。
15.在上述技术方案中,所述第一检测组件与第二检测组件均为cdd单镜头检测仪。
16.在上述技术方案中,所述通道转换组件包括转换座、滚动轴、送料挡板与送料挡板传送组件,所述转换座设置位于承接组件与单通道传送组件之间,所述滚动轴设置于转换座上,所述滚动轴通过同步带与承接从动轮相连接,通过承接从动轮带动滚动轴转动从而将双通道传送组件其中一侧通道的单个led支架传送至单通道传送组件处,所述送料挡板设置于滚动轴的上端且与送料挡板传送组件相连接,通过送料挡板传送组件带动送料挡板移动,从而将双通道传送组件另一侧通道的单个led支架传送至单通道传送组件上。
17.在上述技术方案中,所述分拣组件包括分拣送料支架、分拣传动组件、分拣落料组件、不良品通道与良品通道,所述分拣传动组件与分拣落料组件均设置于分拣送料支架上,所述不良品通道与良品通道并排设置于分拣送料支架的下方,通过分拣落料组件将led支架的良品传送至良品通道,通过分拣传动组件与分料落料组件将led支架的不良品传送至不良品通道。
18.本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,设计合理,结构新颖,集检测冲切设备、裁切弯折设备与检测分拣设备于一体,自动化程度高,三机连体以对应于注塑机辅助配合工作,实现整条工艺自动化,大大减少场地,人工成本,填补目前市场空白;通过检测冲切设备的机构设计,从而对led支架进行拉料送料同时初步检测与冲切,从而把不良的led支架标识出;通过采用裁切弯折设备的结构设计,从而对led支架进行拉料送料同时进行进一步裁切弯折,形成单个led支架;通过采用检测分拣设备的结构设计,从而对led进行拉料送料以及再次检测,实现良品与不良品有效分离;运用伺服电机作为动力源,实现了生产线精准拉料送料,同时采用dd检测仪(单,双镜头)进行检测,及时发现颗粒缺相或者缺角异常,自动冲切;通过采用双通道送料支架的结构设计,使led支架的传送效率更高,无需人工操作,可实现led支架的高效送料、冲切、弯折与检测等功能,检测传送精确度高,送料速度快,冲切效果佳。
19.为更清楚地阐述本实用新型的结构特征、技术手段及其所达到的具体目的和功能,下面结合附图与具体实施例来对本实用新型作进一步详细说明:
附图说明
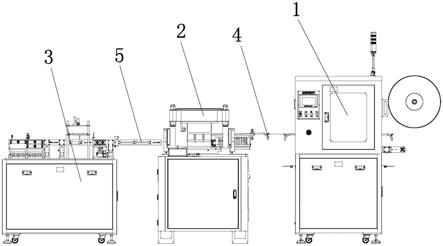
20.图1是本实用新型的整体结构示意图;
21.图2是检测冲切设备的整体结构示意图;
22.图3是检测冲切设备的局部结构示意图;
23.图4是裁切弯折设备的整体结构示意图;
24.图5是裁切弯折设备的局部结构示意图;
25.图6是检测分拣设备的整体结构示意图。
具体实施方式
26.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述实用新型和简化描述,而不是指示或暗示所指的位置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
27.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安
装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以视具体情况理解上述术语在本实用新型中的具体含义。
28.如图1
‑
6所示,一种高效精准led支架生产线,其包括:检测冲切设备1、裁切弯折设备2与检测分拣设备3,所述裁切弯折设备2设置于检测冲切设备1与检测分拣设备3之间,所述检测冲切设备1与裁切弯折设备2 之间设置有连接组件4,所述检测冲切设备1通过连接组件4将检测冲切好的led支架传送至裁切弯折设备2处,所述裁切弯折设备2与检测分拣设备3之间设置有承接组件5,所述裁切弯折设备2通过承接组件5将裁切折弯好的led支架输送至检测分拣设备3处。
29.作为本实用新型的进一步改进,所述检测冲切设备1包括第一机台11、自动送料盘12、废料回收装置13、第一送料支架14、第一检测组件15、冲切组件16、第一压料装置17、第一传动组件18与第一顶料组件19,所述第一送料支架14设置于第一机台11上,所述自动送料盘12通过固定架固定于第一机台11上且位于第一送料支架14的进料口一侧,所述废料回收装置13位于自动送料盘12的下方,所述第一检测组件15、冲切组件16 与第一压料装置17均设置于第一送料支架14的上端,所述第一传动组件 18设置于第一送料支架14的下端,所述第一顶料组件19设置于第一传动组件18上,通过自动送料盘12将led支架输送至第一送料支架14的进料口处并通过废料回收装置13将废料进行回收,然后led支架通过第一传动组件18带动第一顶料组件19进行顶料送料工序,使led支架依次经过第一检测组件15、冲切组件16与第一压料装置17,从而使第一检测组件15、冲切组件16与第一压料装置17对led支架进行初步检测、冲切与压紧,最后将led支架送至第一送料支架14的出料口处。
30.作为本实用新型的进一步改进,所述裁切弯折设备2包括第二机台21、第二送料支架22、裁切弯折组件23、第二压料装置24、第二传动组件25 与第二顶料组件26,所述第二机台21设置于第一送料支架14出料口的一侧,所述第二送料支架22与裁切弯折组件23均设置于第二机台21上,所述第二送料支架22的进料口与第一送料支架14的出料口相互配合使用,所述裁切弯折组件23位于第二送料支架22的出料口一侧,所述第二压料装置24设置于第二送料支架22的上端,所述第二传动组件25设置于第二送料支架22的下端,所述第二顶料组件26设置于第二传动组件25上,通过第二送料支架22承接第一送料支架14处的led支架,然后通过第二传动组件25带动第二顶料组件26进行顶料送料工序,使led支架依次经过第二压料装置24与裁切弯折组件23,从而使裁切弯折组件23与第二压料装置24对led支架进行压紧、裁切与弯折,形成单个led支架。
31.作为本实用新型的进一步改进,所述裁切弯折组件23为裁切弯折模具;所述第一送料支架14与第二送料支架22结构相同,所述第一送料支架14 与第二送料支架22均为双通道送料支架;所述第一传动组件18与第二传动组件25均采用伺服电机作为动力源,同时采用丝杆与丝杆螺母的传动方式进行传动;所述第一顶料组件19与第二顶料组件26结构相同,所述第一顶料组件19与第二顶料组件26采用气缸与拉料杆的拉料方式进行拉料。
32.作为本实用新型的进一步改进,所述连接组件4包括第一送料支架辅助下料槽41、第二送料支架辅助上料槽42、下料感应装置与上料感应装置,所述第一送料支架辅助下料槽41设置于第一送料支架14的出料口处,所述第二送料支架辅助上料槽42设置于第二送料
支架22的进料口处,所述第一送料支架辅助下料槽41与第二送料支架辅助上料槽42相对设置,所述下料感应装置固定于第一机台11上,所述上料感应装置固定于第二机台 21上,所述led支架从第一送料支架辅助下料槽41落料,依次经过下料感应装置与上料感应装置后从第二送料支架辅助上料槽42处上料,所述led 支架呈u字形结构设置,所述下料感应装置与上料感应装置均为红外传感器。
33.作为本实用新型的进一步改进,所述承接组件5设置于裁切弯折组件 23的一侧,所述承接组件5为双通道传送组件,所述双通道传送组件包括第三送料支架、承接电机、承接主滚轮、承接从动轮与承接传送带,所述承接电机、承接主滚轮与承接从动轮设置于第三送料支架上,所述承接主滚轮与承接电机相连接,所述承接传送带包覆于承接主滚轮与承接从动轮的外表面,通过承接电机带动承接主滚轮与承接从动轮滚动,从而带动承接传送带将单个led支架从裁切弯折组件23传送至检测分拣设备3处。
34.作为本实用新型的进一步改进,所述检测分拣设备3包括通道转换组件31、单通道传送组件32、第二检测组件33、分拣组件34与第三机台35,所述通道转换组件31的一侧与承接组件5相连接,所述单通道传送组件32 设置于承接组件5的另一侧,所述第二检测组件33设置于单通道传送组件 32的上方,所述分拣组件34与单通道传送组件32的另一侧相连接,通过通道转换组件31将双通道传送组件上的单个led支架传送至单通道传送组件32,通过单通道传送组件32将单个led支架传送至第二检测组件33处检测,然后再通过单通道传送组件32将单个led支架传送至分拣组件34 处,最后通过分拣组件34将良品与不良品分开储存。
35.作为本实用新型的进一步改进,所述第一检测组件15与第二检测组件 33均为cdd单镜头检测仪。
36.作为本实用新型的进一步改进,所述通道转换组件31包括转换座、滚动轴、送料挡板与送料挡板传送组件,所述转换座设置位于承接组件5与单通道传送组件32之间,所述滚动轴设置于转换座上,所述滚动轴通过同步带与承接从动轮相连接,通过承接从动轮带动滚动轴转动从而将双通道传送组件其中一侧通道的单个led支架传送至单通道传送组件32处,所述送料挡板设置于滚动轴的上端且与送料挡板传送组件相连接,通过送料挡板传送组件带动送料挡板移动,从而将双通道传送组件另一侧通道的单个 led支架传送至单通道传送组件32上。
37.作为本实用新型的进一步改进,所述分拣组件34包括分拣送料支架 341、分拣传动组件342、分拣落料组件343、不良品通道344与良品通道 345,所述分拣传动组件342与分拣落料组件343均设置于分拣送料支架341 上,所述不良品通道344与良品通道345并排设置于分拣送料支架341的下方,通过分拣落料组件343将led支架的良品传送至良品通道345,通过分拣传动组件342与分料落料组件将led支架的不良品传送至不良品通道 344。
38.以上所述,仅是本实用新型的较佳实施例而已,并不用以限制本实用新型,故凡是依据本实用新型的技术实际对以上实施例所作的任何修改、等同替换、改进等,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1