一种引导式焊接工艺参数设置装置的制作方法
:
1.本实用新型涉及一种引导式焊接工艺参数设置装置。
背景技术:
2.焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。
3.现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等;除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空;无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时必须采取适当的防护措施。
4.随着科技的进步和数字化智能化焊接的普及盛行,越来越多的焊接参数、机械参数、控制参数等需要通过人机界面以工艺参数库的形式进行手动输入,在同一个参数库里可能有十几个甚至几十个参数,绝大多数的参数设置没有一个通用的标准,每个设备厂家甚至每个工程师设计的参数都是不一样的,尤其是在机器人焊接领域甚至需要通过编程的方式设置焊接参数,有比较大的难度,尤其对新手操作人员提出了很高的要求,技术门槛较高,也增大了企业培训难度,不方便智能化焊接的普及。
技术实现要素:
5.本实用新型实施例提供了一种引导式焊接工艺参数设置装置,结构设计合理,基于单片机的集成控制作用,配合多类型的通讯器,能够在不同的应用场景中在控制器和上位机之间建立数据传输的通道,使上位机传输指令到控制器进行焊接参数的设置,从而将复杂的机器人焊接系统简单化,大大降低了操作错误的几率,节省企业对新员工的培训周期,降低操作人员的技术门槛,解决了现有技术中存在的问题。
6.本实用新型为解决上述技术问题所采用的技术方案是:
7.一种引导式焊接工艺参数设置装置,包括控制器、上位机和焊接机器人,所述控制器通过通讯线和通讯组件与上位机相连,以使上位机向控制器传输指令进行焊接参数的设置,所述控制器通过机器人控制线与焊接机器人相连,以控制焊接机器人运动和操作;在上位机上还连接有工艺参数数据库,所述工艺参数数据库用于存储不同类型的焊接参数;所述通讯组件至少包括wifi通讯器、gprs通讯器和射频通讯器,所述控制器的型号为stm32f072c,在控制器上设有48个引脚,在控制器的三号引脚和四号引脚上设有晶体振荡器,在晶体振荡器上设有相并联的第二电容和第三电容,所述控制器的七号引脚通过第一电容接地设置;所述控制器通过十二号引脚、十三号引脚和十四号引脚与gprs通讯器相连;所述控制器通过二十九号引脚和三十号引脚与wifi通讯器相连;所述控制器通过十七号引脚与射频通讯器相连。
8.所述gprs通讯器的型号为sim800c,在gprs通讯器上设有42个引脚,所述gprs通讯器通过一号引脚和第三电阻与控制器的十二号引脚相连,所述gprs通讯器通过二号引脚和第四电阻与控制器的十三号引脚相连,所述gprs通讯器通过六号引脚和第五电阻与控制器
的十四号引脚相连;在gprs通讯器的二号引脚和六号引脚之间设有相并连的第六电阻和第七电阻;所述gprs通讯器通过十五号引脚、十六号引脚、十七号引脚和十八号引脚连接有sim卡,在gprs通讯器的十五号引脚、十六号引脚和十七号引脚上分别设有第四电容、第五电容和第六电容,在gprs通讯器的十八号引脚上连接有第七电容。
9.所述wifi通讯器的型号为esp8266,在wifi通讯器上设有8个引脚,所述wifi通讯器的四号引脚与控制器的二十九号引脚相连,所述wifi通讯器的八号引脚与控制器的三十号引脚相连。
10.所述射频通讯器包括电气相连的红外收发器和射频遥控器,所述红外收发器的型号为hc-sr505,在红外收发器上设有6个引脚,所述红外收发器的二号引脚与控制器的十七号引脚相连,所述红外收发器的五号引脚与射频遥控器相连。
11.所述焊接参数至少包括焊接长度、停弧距离、焊完是否自动焊剂回收、抬枪高度、抬枪速度、是否回程启用、回程速度、返回原点位置、翼板板厚、腹板板厚、焊接电压、焊接电流、焊接速度、左右偏置、是否跟踪启用、跟踪模式、是否寻位启用。
12.所述工艺参数数据库为sql数据库。
13.本实用新型采用上述结构,通过通讯线和通讯组件将上位机和控制器进行连接,以使上位机向控制器传输指令进行焊接参数的设置;通过通讯组件内多类型的通讯器来适用于不同的应用场景,提升装置的通用性;通过机器人控制线将控制器和焊接机器人相连,以控制焊接机器人的运动和操作;通过工艺参数数据库来存储不同类型的焊接参数,以操作人员根据实际需求选取所需要的焊接参数,具有操作简便、准确实用的优点。
附图说明:
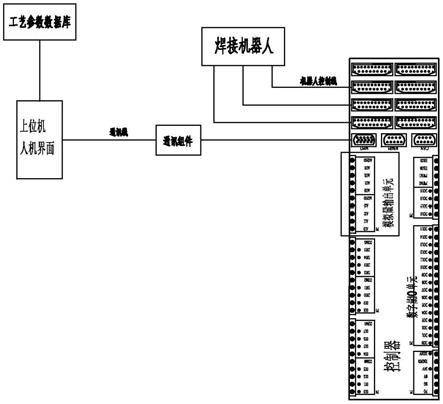
14.图1为本实用新型的结构示意图。
15.图2为本实用新型的设置功能示意图。
16.图3为本实用新型的通讯组件的结构示意图。
17.图4为本实用新型的控制器的电气原理图。
18.图5为本实用新型的wifi通讯器的电气原理图。
19.图6为本实用新型的gprs通讯器的电气原理图。
20.图7为本实用新型的红外收发器的电气原理图。
21.图8为本实用新型的射频遥控器的结构示意图。
具体实施方式:
22.为能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本实用新型进行详细阐述。
23.如图1-8中所示,一种引导式焊接工艺参数设置装置,包括控制器、上位机和焊接机器人,所述控制器通过通讯线和通讯组件与上位机相连,以使上位机向控制器传输指令进行焊接参数的设置,所述控制器通过机器人控制线与焊接机器人相连,以控制焊接机器人运动和操作;在上位机上还连接有工艺参数数据库,所述工艺参数数据库用于存储不同类型的焊接参数;所述通讯组件至少包括wifi通讯器、gprs通讯器和射频通讯器,所述控制器的型号为stm32f072c,在控制器上设有48个引脚,在控制器的三号引脚和四号引脚上设
有晶体振荡器,在晶体振荡器上设有相并联的第二电容和第三电容,所述控制器的七号引脚通过第一电容接地设置;所述控制器通过十二号引脚、十三号引脚和十四号引脚与gprs通讯器相连;所述控制器通过二十九号引脚和三十号引脚与wifi通讯器相连;所述控制器通过十七号引脚与射频通讯器相连。
24.所述gprs通讯器的型号为sim800c,在gprs通讯器上设有42个引脚,所述gprs通讯器通过一号引脚和第三电阻与控制器的十二号引脚相连,所述gprs通讯器通过二号引脚和第四电阻与控制器的十三号引脚相连,所述gprs通讯器通过六号引脚和第五电阻与控制器的十四号引脚相连;在gprs通讯器的二号引脚和六号引脚之间设有相并连的第六电阻和第七电阻;所述gprs通讯器通过十五号引脚、十六号引脚、十七号引脚和十八号引脚连接有sim卡,在gprs通讯器的十五号引脚、十六号引脚和十七号引脚上分别设有第四电容、第五电容和第六电容,在gprs通讯器的十八号引脚上连接有第七电容。
25.所述wifi通讯器的型号为esp8266,在wifi通讯器上设有8个引脚,所述wifi通讯器的四号引脚与控制器的二十九号引脚相连,所述wifi通讯器的八号引脚与控制器的三十号引脚相连。
26.所述射频通讯器包括电气相连的红外收发器和射频遥控器,所述红外收发器的型号为hc-sr505,在红外收发器上设有6个引脚,所述红外收发器的二号引脚与控制器的十七号引脚相连,所述红外收发器的五号引脚与射频遥控器相连。
27.所述焊接参数至少包括焊接长度、停弧距离、焊完是否自动焊剂回收、抬枪高度、抬枪速度、是否回程启用、回程速度、返回原点位置、翼板板厚、腹板板厚、焊接电压、焊接电流、焊接速度、左右偏置、是否跟踪启用、跟踪模式、是否寻位启用。
28.所述工艺参数数据库为sql数据库。
29.本实用新型实施例中的一种引导式焊接工艺参数设置装置的工作原理为:基于单片机的集成控制作用,配合多类型的通讯器,能够在不同的应用场景中在控制器和上位机之间建立数据传输的通道,使上位机传输指令到控制器进行焊接参数的设置,从而将复杂的机器人焊接系统简单化,大大降低了操作错误的几率,节省企业对新员工的培训周期,降低操作人员的技术门槛,应用范围广泛。
30.在整体方案中,包括控制器、上位机和焊接机器人,控制器通过通讯线和通讯组件与上位机相连,以使上位机向控制器传输指令进行焊接参数的设置,控制器通过机器人控制线与焊接机器人相连,以控制焊接机器人运动和操作;在上位机上还连接有工艺参数数据库,工艺参数数据库用于存储不同类型的焊接参数,形成了整体结构,使复杂的机器人焊接系统简单化,进行焊接工艺参数的设置。
31.具体的,控制器的型号为stm32f072c,在控制器上设有48个引脚,在控制器的三号引脚和四号引脚上设有晶体振荡器,在晶体振荡器上设有相并联的第二电容和第三电容,控制器的七号引脚通过第一电容接地设置;控制器通过十二号引脚、十三号引脚和十四号引脚与gprs通讯器相连;控制器通过二十九号引脚和三十号引脚与wifi通讯器相连;控制器通过十七号引脚与射频通讯器相连,构成了整体硬件电路,并依靠上述整体硬件电路,在上位机和控制器之间建立数据传输的通道,实现焊接参数的设置。
32.优选的,gprs通讯器的型号为sim800c,在gprs通讯器上设有42个引脚,gprs通讯器通过一号引脚和第三电阻与控制器的十二号引脚相连,gprs通讯器通过二号引脚和第四
电阻与控制器的十三号引脚相连,gprs通讯器通过六号引脚和第五电阻与控制器的十四号引脚相连;在gprs通讯器的二号引脚和六号引脚之间设有相并连的第六电阻和第七电阻;gprs通讯器通过十五号引脚、十六号引脚、十七号引脚和十八号引脚连接有sim卡,在gprs通讯器的十五号引脚、十六号引脚和十七号引脚上分别设有第四电容、第五电容和第六电容,在gprs通讯器的十八号引脚上连接有第七电容,能够保证数据和指令传输的效率和精准度。
33.优选的,wifi通讯器的型号为esp8266,在wifi通讯器上设有8个引脚,wifi通讯器的四号引脚与控制器的二十九号引脚相连,wifi通讯器的八号引脚与控制器的三十号引脚相连,根据现场设备和使用需求来进行选取。
34.特别说明的是,通过上位机选择要设置的参数类型包,此时可以选择参数设置的新手模式或正常模式,当选择新手模式时,人机界面会把要设置的参数类型包内的参数分割成n个,开始设置后,进入第1个参数的设置界面,该界面会显示要设定的参数,并且会有一个引导性说明文件用于讲述参数的输入方法、设定范围、参数意义和设置建议,这样新手操作工就可以很容易理解并进行参数设置,当设置参数错误时界面会弹出提示框以及修改意见,并且禁止进行下一步的参数设置,参数设置正确时可以选择下一步,进行第2个参数的设置,以此类推,直至第n个参数设置完毕且正确后进入全部参数的预览模式,确认无误后允许进入焊接操作界面,当然在操作人员对各参数都能熟练操作以后可以关闭新手模式,通过正常模式把所有参数在一个界面中进行设置。
35.综上所述,本实用新型实施例中的一种引导式焊接工艺参数设置装置基于单片机的集成控制作用,配合多类型的通讯器,能够在不同的应用场景中在控制器和上位机之间建立数据传输的通道,使上位机传输指令到控制器进行焊接参数的设置,从而将复杂的机器人焊接系统简单化,大大降低了操作错误的几率,节省企业对新员工的培训周期,降低操作人员的技术门槛,提升了操作人员人员的工作效率,应用范围广泛。
36.上述具体实施方式不能作为对本实用新型保护范围的限制,对于本技术领域的技术人员来说,对本实用新型实施方式所做出的任何替代改进或变换均落在本实用新型的保护范围内。
37.本实用新型未详述之处,均为本技术领域技术人员的公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1