一种排气管焊接台的制作方法
1.本实用新型涉及排气管加工设备领域,尤其涉及一种排气管焊接台。
背景技术:
2.一种带端盖的排气管,其加工步骤为:先将空心管进行折弯,然后将端盖和弯管分别放置焊接夹具上,其中端盖的主剖视图如图1所示,焊接夹具采用侧边夹紧的方式固定弯管,然后焊接机械手对端盖和弯管进行焊接固定。这样的操作方式不足之处在于:折弯后管件的端面会发生形变,并非一个圆形,以及在焊接夹具的固定后,其轴心线与端盖的轴心线不在同一直线上,因此影响焊接质量。为避免管件的端面发生形变,从而影响焊接质量,现有一种操作手段,其步骤为:先将空心管和端盖分别放置在焊接夹具上,焊接机械手对端盖和空心管进行焊接固定,然后将焊接后的空心管进行折弯,以保证排气管的焊接质量。因此需要一种能够固定空心管的焊接台,并保证空心管的轴心线与端盖的轴心线在同一直线上。
技术实现要素:
3.本实用新型所要解决的技术问题在于,提供一种排气管焊接台,实现了对直管排气管和端盖焊接固定的功能,保证排气管的轴心线与端盖轴心线在同一直线上,提高了焊接质量。
4.为了解决上述技术问题,本实用新型提供了一种排气管焊接台,包括焊接机械手、工作台、底座、接近传感器和升降机构,所述焊接机械手放置在工作台旁侧,所述底座安装在工作台上,并顶部设置有与端盖相匹配的圆台,用于定位端盖,所述接近传感器安装在底座内,并用于检测端盖,所述升降机构安装在工作台上,升降机构的输出端设置有压块,所述压块底部设有倒置圆台结构的凸台,并凸台作用在排气管顶部,以使排气管压在端盖上,凸台的轴心线与底座轴心线在同一直线上。
5.其中,还包括伸缩机构,所述伸缩机构包括活动板、导杆和弹簧,活动板固定在所述升降机构的输出端,若干导杆下部固定在所述压块上,并导杆上部与活动板滑动连接,导杆上末端固定有挡环,若干弹簧一一对应套接在若干导杆上,并弹簧两末端分别与压块、活动板连接。
6.其中,所述伸缩机构还包括红外传感器,所述活动板上设置有支架,红外传感器安装在支架上,红外传感器内设有发射模块和接收模块,所述压块上设置有与红外传感器位置对应的黑色遮挡块。
7.其中,所述凸台以可拆卸的方式安装在所述压块上,凸台的材质为橡胶。
8.其中,还包括螺钉和t型螺母,所述底座包括安装在所述工作台上的安装座和安装在安装座上的定位块,与端盖相匹配的圆台位于定位块顶部,所述接近传感器设置在定位块的轴心线上,所述定位块内设有若干沉头孔,所述安装座上设置有与沉头孔位置对应的倒t型槽,t型螺母位于倒t型槽内,沉头孔通过螺钉与t型螺母连接以使定位块固定在安装
座上。
9.其中,还包括焊接房,所述焊接机械手、工作台设置在焊接房内,焊接房侧壁设置有自动门,焊接房上设置有光栅传感器,并光栅传感器位于自动门外侧。
10.其中,所述自动门包括与焊接房滑动连接的挡板和安装在焊接房上的驱动气缸,所述驱动气缸伸出杆与挡板连接。
11.实施本实用新型的有益效果在于:底座用于放置、定位端盖,并底座上设置有接近传感器,接近传感器用于检测端盖是否放置到位,压块在升降机构的驱动下作升降运动,并凸台安装在压块上,凸台与底座配合将排气管和端盖压在一起,且保证排气管的轴心先和端盖的轴心线在同一直线上,以便于焊接机械手进行自动焊接。实现了对直管排气管和端盖焊接固定的功能,保证排气管的轴心线与端盖轴心线在同一直线上,提高了焊接质量。
附图说明
12.图1为端盖的主剖视图;
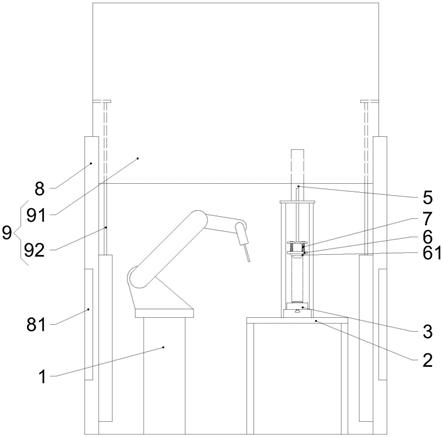
13.图2为本实用新型提出的一种排气管焊接台的主视图;
14.图3为本实用新型提出的一种排气管焊接台的侧剖视图;
15.图4为图3的a处放大图;
16.图5为本实用新型提出的一种排气管焊接台中底座的俯视图。
17.图中:1、焊接机械手;2、工作台;3、底座;31、螺钉;32、t 型螺母;33、安装座;331、倒t型槽;34、定位块;341、沉头孔; 4、接近传感器;5、升降机构;6、压块;61、凸台;7、伸缩机构;71、活动板;72、导杆;73、弹簧;74、挡环;75、红外传感器;76、支架;77、黑色遮挡块;8、焊接房;81、光栅传感器;9、自动门;91、挡板;92、驱动气缸。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
19.参照图2
‑
5,本实用新型一种排气管焊接台,包括焊接机械手1、工作台2、底座3、接近传感器4和升降机构5,所述焊接机械手1 放置在工作台2旁侧,焊接机械手1为现有技术,能够按照所输入的指令自动完成空心排气管与端盖的焊接,其具体结构和工作原理不再赘述。所述底座3安装在工作台2上,并顶部设置有与端盖相匹配的圆台,用于定位端盖,所述接近传感器4安装在底座3内,并用于检测端盖,当接近传感器4检测到端盖时,说明端盖已放置到底座3上,后续可执行焊接工作,避免了因人为失误而忘记摆放端盖,从而在焊接时造成将排气管与底座3焊接在一起的情况发生。所述升降机构5 安装在工作台2上,升降机构5的输出端设置有压块6,升降机构5 驱动压块6作升降运动,所述压块6底部设有倒置圆台结构的凸台61,并凸台61作用在排气管顶部,以使排气管压在端盖上,即排气管的下末端面与端盖紧密贴合。凸台61的轴心线与底座3轴心线在同一直线上,使得凸台61在压向排气管的过程中,对排气管起到对中的作用,保证了排气管的轴心线与端盖的轴心线在同一直线上。
20.需要说明的是,升降机构5可为气缸驱动升降机构或滚珠丝杠传动机构,二者均可
实现驱动压块6作升降运动的功能,本实施例中,升降机构5优选为气缸驱动升降机构,此外,控制升降机构5启动动作可为脚踏开关,由于操作员的手在凸台61压向排气管的过程中需要一直扶持着排气管,因此通过脚部动作更容易操作升降机构5的启动。
21.本实用新型中的工作原理如下:首先将端盖放置在底座3上,然后将排气管竖直放置在端盖上,并一直扶持排气管,升降机构5驱动压块6作下降运动,凸台61作用在排气管的顶部,并将排气管与端盖压紧,此时操作员可松开手,并远离工作台2。由于端盖按要求放置在底座3上,接近传感器4检测到端盖,因此焊接机械手1可执行焊接动作,焊接机械手1自动将排气管与端盖焊接固定。实现了对直管排气管和端盖焊接固定的功能,保证排气管的轴心线与端盖轴心线在同一直线上,提高了焊接质量。
22.为保证凸台61能够压紧排气管,参照图2、3,还包括伸缩机构 7,所述伸缩机构7包括活动板71、导杆72和弹簧73,活动板71 固定在所述升降机构5的输出端,若干导杆72下部固定在所述压块 6上,并导杆72上部与活动板71滑动连接,导杆72上末端固定有挡环74,挡环74起到限位的作用。本实施例中,导杆72的数量为四条,四个弹簧73一一对应套接在四条导杆72上,并弹簧73两末端分别与压块6、活动板71连接。在凸台61刚压在排气管和操作员未及时停止升降机构5的过程中,压块6与活动板71之间的距离逐渐减少,弹簧73收缩,保证了凸台61在弹簧73的作用下压紧排气管。
23.进一步地,参照图3,所述伸缩机构7还包括红外传感器75,所述活动板71上设置有支架76,红外传感器75安装在支架76上,红外传感器75内设有发射模块和接收模块,所述压块6上设置有与红外传感器75位置对应的黑色遮挡块77,需要说明的是,在弹簧73 未被压缩的状态下,红外传感器75的底部与黑色挡块的底部在同一水平面上,且安装位置与凸台61相对应。凸台61未压在排气管上时,红外传感器75上的发射模块发射红外线,由于黑色遮挡块77挡住红外传感器75,并红外线被黑色遮挡块77全部吸收无折射,因此红外传感器75上的接收模块收不到红外线,说明压块6未压在排气管,升降机构5继续驱动压块6作下降运动;反之,当凸台61压在排气管时,弹簧73受压收缩,活动块在升降机构5的作用下继续作下降运动,红外传感器75随之作下降运动,进而红外传感器75与黑色遮挡块77作相对滑动,红外传感器75远离黑色遮挡块77,红外传感器75上发射模块所发射红外线作用在排气管上,排气管反射红外线,进而接收模块收到红外线,说明压块6已压在排气管上,此时升降装置停止驱动压块6作下降运动。
24.为避免凸台61压上排气管,所述凸台61以可拆卸的方式安装在所述压块6上,凸台61的材质为橡胶。
25.为实现底座3可放置不同尺寸的端盖,参照图2、3、4,还包括螺钉31和t型螺母32,所述底座3包括安装在所述工作台2上的安装座33和安装在安装座33上的定位块34,与端盖相匹配的圆台位于定位块34顶部,针对不同的端盖应选择所对应的定位块34,以使定位块34可放置、定位所要焊接的端盖。所述接近传感器4设置在定位块34的轴心线上,所述定位块34内设有若干沉头孔341,本实施例中,沉头孔341的数量为三个,所述安装座33上设置有与沉头孔341位置对应的倒t型槽331,t型螺母32位于倒t型槽331内,沉头孔341通过螺钉31与t型螺母32连接以使定位块34固定在安装座33上,实现了定位块34在安装座33上为可拆卸连接,便于根据加工工件而更换不同的定位块34。
26.为保证在端盖与排气管焊接过程中,参照图1,操作员因过于靠近工作台2而受伤
的情况发生,还包括焊接房8,所述焊接机械手1、工作台2设置在焊接房8内,焊接房8起到隔离焊接工位的作用,避免在焊接过程中有人靠近焊接区域。焊接房8侧壁设置有自动门9,焊接房8上设置有光栅传感器81,并光栅传感器81位于自动门9外侧。具体地,光栅传感器81具有相对应设置的发射端和接收端,当接收端接收不全发射端所发出的光线,则说明有人站在自动门9上,即未远离焊接工位,此时不能进行焊接;反之,当接收端可完全接收发射端所发出的光线,则说明人已远离焊接工位,此时可进行焊接。此外,设置自动门9可遮挡焊接过程中所产生的强光,避免强光伤害操作员的眼睛。
27.进一步地,参照图1,所述自动门9包括与焊接房8滑动连接的挡板91和安装在焊接房8上的驱动气缸92,所述驱动气缸92伸出杆与挡板91连接。开启状态下,驱动气缸92的伸出杆为伸出状态状态,挡板91位于上方,此时操作员可对放置或取出加工件;关闭状态下,驱动气缸92的伸出杆为缩回状态,挡板91向下滑动,并遮挡工作台2。
28.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1