一种副车架悬置电机支架焊接工装的制作方法
1.本实用新型属于焊接技术领域,具体涉及一种新能源汽车副车架悬置电机支架焊接工装。
背景技术:
2.如图1所示,现有技术的新能源汽车副车架通常包括副车架主体1、第一悬置电机支架11和第二悬置电机支架12,副车架主体1四个角处分别设有第一衬套a1、第二衬套a2、第三衬套a3和第四衬套a4,第一悬置电机支架11上设有4个用于安装电机的第一电机安装孔111,第二悬置电机支架12上同样设有4个用于安装电机的第二电机安装孔121。
3.目前,新能源汽车副车架加工过程中,需要将第一悬置电机支架11和第二悬置电机支架12分别焊接在副车架主体1的横梁上,在焊接过程中需要使用固定装置对副车架主体1、第一悬置电机支架11和第二悬置电机支架12进行定位和固定,在整个焊接过程中需要保证副车架主体1、第一悬置电机支架11和第二悬置电机支架12绝对的稳定,否则会影响副车架的焊接质量,一旦副车架的焊接出现问题,则导致副车架在使用过程中极易出现损伤。
4.现有的工装要么是通过固定的槽体对副车架主体1进行固定,要么是通过简易的夹持件进行夹持;前者操作不便,尤其是针对不同尺寸的副车架,后者则对副车架的夹持力不够,在焊接过程中,副车架主体1以及各附件极易出现晃动,影响焊接质量。
技术实现要素:
5.本实用新型的目的是针对现有技术存在的问题,提供一种定位精准、焊接作业时不易晃动并且能有效提高焊接质量的副车架悬置电机支架焊接工装。
6.本实用新型为实现上述目的采用的技术方案是:一种副车架悬置电机支架焊接工装,包括夹具底板;所述夹具底板上设有第一夹紧组件、第二夹紧组件、第三夹紧组件、第四夹紧组件、第一电机支架夹紧组件、第二电机支架夹紧组件、第一衬套基准定位销和第二衬套基准定位销;所述第一夹紧组件包括第一快夹和第一支座,第二夹紧组件包括第二快夹和第二支座,第三夹紧组件包括第三快夹和两个第三支座,第四夹紧组件包括第四快夹和两个第四支座,所述第一支座、第二支座、第三支座以及第四支座分别与夹具底板的上端面固定连接,待焊接的副车架主体通过第一支座、第二支座、第三支座以及第四支座定位在夹具底板上,且第一支座、第二支座、第三支座以及第四支座分别位于副车架主体靠四个角的位置,所述第一快夹、第二快夹、第三快夹和第四快夹分别位于对应的第一支座、第二支座、第三支座以及第四支座的外侧并与夹具底板的上端面固定连接,通过第一快夹、第二快夹、第三快夹和第四快夹可将副车架主体夹紧固定;所述第一电机支架夹紧组件包括第一电机快夹和四个第一固定支座,四个第一固定支座分别与夹具底板的上端面固定连接并位于第一夹紧组件和第二夹紧组件之间,所述第一电机快夹位于第一固定支座的外侧并与夹具底板的上端面固定连接从而将第一悬置电机支架压紧定位在副车架主体上,所述第一电机快夹的前端设有与第一悬置电机支架配合的u型压块;所述第二电机支架夹紧组件包括第二
电机快夹、第二固定支座和两个用于支撑定位第二悬置电机支架的电机支架支座,所述第二固定支座与夹具底板的上端面固定连接并位于第三夹紧组件和第四夹紧组件之间,第二电机快夹和两个电机支架支座分别与夹具底板的上端面固定连接并位于第二固定支座的外侧,第二悬置电机支架通过两个电机支架支座搭接在副车架主体上,并通过第二电机快夹将第二悬置电机支架夹紧固定;所述第一衬套基准定位销和第二衬套基准定位销分别与夹具底板的上端面固定连接并与副车架主体的第一衬套和第二衬套的位置对应。
7.本实用新型的进一步技术方案是:所述u型压块的下端面设有四个第一电机支架定位销,四个第一电机支架定位销的位置分别与第一悬置电机支架的第一电机安装孔一一对应。
8.本实用新型的进一步技术方案是:所述电机支架支座上设有与第二电机安装孔配合的第二电机支架定位销。
9.本实用新型一种副车架悬置电机支架焊接工装由于采用上述结构,具有如下有益效果:
10.1.本实用新型通过第一衬套基准定位销和第二衬套基准定位销与副车架主体的第一衬套和第二衬套配合,再通过第一夹紧组件、第二夹紧组件、第三夹紧组件和第四夹紧组件将待焊接的副车架主体夹紧固定,从而实现将副车架主体精准定位夹紧固定在夹具底板上;另外,通过第一电机支架夹紧组件和第二电机支架夹紧组件分别将需要焊接的第一悬置电机支架和第二悬置电机支架夹紧定位在副车架主体上,整个工装夹紧定位有效、方便装夹、便于焊接,能有效减少焊接节拍,节省时间成本和人工成本;
[0011] 2.本实用新型第一电机快夹的u型压块的下端面设有四个与第一悬置电机支架的第一电机安装孔一一对应的第一电机支架定位销,第一电机安装孔与第一电机支架定位销配合后,通过第一电机快夹将第一悬置电机支架夹紧定位在副车架主体上,定位精准,不易晃动,能有效提高焊接质量;
[0012]
3.本实用新型的第二悬置电机支架通过两个电机支架支座定位支撑,使得第二悬置电机支架精准的搭接在副车架主体上,并通过第二电机快夹的配合,确保第二悬置电机支架精准牢固的定位在副车架主体上,焊接作业时不易晃动,提高焊接质量;
[0013]
4.本实用新型可做为副车架衬套位置度检测检具使用,还可作为悬置电机支架的位置度与面阔度检测检具使用,扩展功能性好,检测方便快捷。
[0014]
下面结合附图和实施例对本实用新型一种副车架悬置电机支架焊接工装作进一步的说明。
附图说明
[0015]
图1是现有技术的新能源汽车副车架的结构示意图;
[0016]
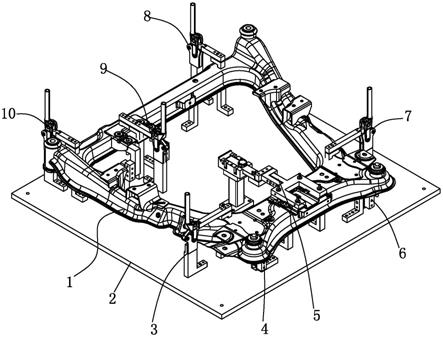
图2是本实用新型一种副车架悬置电机支架焊接工装工作状态的结构示意图;
[0017]
图3是本实用新型的整体结构示意图之一;
[0018]
图4是本实用新型的整体结构示意图之二;
[0019]
附图标号说明:1-副车架主体,11-第一悬置电机支架,111-第一电机安装孔,12-第二悬置电机支架,121-第二电机安装孔,a1-第一衬套,a2-第二衬套,a3-第三衬套,a4-第四衬套,2-夹具底板,3-第一夹紧组件,31-第一快夹,32-第一支座,4-第一衬套基准定位
销,5-第一电机支架夹紧组件,51-第一电机快夹,511-u型压块,52-第一固定支座,512-第一电机支架定位销,6-第二衬套基准定位销,7-第二夹紧组件,71-第二快夹,72-第二支座,8-第三夹紧组件,81-第三快夹,82-第三支座,9-第二电机支架夹紧组件,10-第四夹紧组件,101-第四快夹,102-第四支座,91-第二电机快夹,92-第二固定支座,93-电机支架支座,931-第二电机支架定位销。
具体实施方式
[0020]
如图2至图4所示,本实用新型一种副车架悬置电机支架焊接工装,包括夹具底板2;所述夹具底板2上设有第一夹紧组件3、第二夹紧组件7、第三夹紧组件8、第四夹紧组件10、第一电机支架夹紧组件5、第二电机支架夹紧组件9、第一衬套基准定位销4和第二衬套基准定位销6;所述第一夹紧组件3、第二夹紧组件7、第三夹紧组件8和第四夹紧组件10用于将待焊接的副车架主体1夹紧固定在夹具底板2上,所述第一电机支架夹紧组件5和第二电机支架夹紧组件6分别用于将第一悬置电机支架11和第二悬置电机支架12夹紧固定在副车架主体1上,所述第一衬套基准定位销4和第二衬套基准定位销6用于精准定位副车架主体1。
[0021]
本实用新型的第一夹紧组件3包括第一快夹31和第一支座32,第二夹紧组件7包括第二快夹71和第二支座72,第三夹紧组件8包括第三快夹81和两个第三支座82,第四夹紧组件10包括第四快夹101和两个第四支座102,所述第一支座32、第二支座72、第三支座82以及第四支座102分别与夹具底板2的上端面固定连接,待焊接的副车架主体1通过第一支座32、第二支座72、第三支座82以及第四支座102定位在夹具底板2上,且第一支座32、第二支座72、第三支座82以及第四支座102分别位于副车架主体1靠四个角的位置,所述第一快夹31、第二快夹71、第三快夹81和第四快夹101分别位于对应的第一支座32、第二支座72、第三支座82以及第四支座102的外侧并与夹具底板2的上端面固定连接,通过第一快夹31、第二快夹71、第三快夹81和第四快夹101可将副车架主体1夹紧固定。
[0022]
所述第一电机支架夹紧组件5包括第一电机快夹51和四个第一固定支座52,四个第一固定支座52分别与夹具底板2的上端面固定连接并位于第一夹紧组件3和第二夹紧组件7之间,所述第一电机快夹51位于第一固定支座52的外侧并与夹具底板2的上端面固定连接从而将第一悬置电机支架11压紧定位在副车架主体1上,所述第一电机快夹51的前端设有与第一悬置电机支架11配合的u型压块511,所述u型压块511的下端面设有四个第一电机支架定位销512,四个第一电机支架定位销512的位置分别与第一悬置电机支架11的第一电机安装孔111一一对应,第一悬置电机支架11的第一电机安装孔111与第一电机支架定位销512配合后,通过第一电机快夹51将第一悬置电机支架11夹紧定位在副车架主体1上。
[0023]
所述第二电机支架夹紧组件9包括第二电机快夹91、第二固定支座92和两个用于支撑定位第二悬置电机支架12的电机支架支座93,所述第二固定支座92与夹具底板2的上端面固定连接并位于第三夹紧组件8和第四夹紧组件10之间,第二电机快夹91和两个电机支架支座93分别与夹具底板2的上端面固定连接并位于第二固定支座92的外侧,所述电机支架支座93上设有与第二电机安装孔121配合的第二电机支架定位销931,第二悬置电机支架12的第二电机安装孔121与第二电机支架定位销931配合并通过两个电机支架支座93搭接在副车架主体1上,第二电机快夹91将第二悬置电机支架12夹紧固定在副车架主体1上。
[0024]
所述第一衬套基准定位销4和第二衬套基准定位销6分别与夹具底板2的上端面固定连接并与副车架主体1的第一衬套a1和第二衬套a2的位置对应。
[0025]
焊接作业时,先通过第一衬套基准定位销4和第二衬套基准定位销6与副车架主体1的第一衬套a1和第二衬套a2配合,再通过第一夹紧组件3、第二夹紧组件7、第三夹紧组件8和第四夹紧组件10将待焊接的副车架主体1夹紧固定,从而实现将副车架主体1精准定位夹紧固定在夹具底板2上;接着使第一电机快夹51的u型压块511下端面的四个第一电机支架定位销512与第一悬置电机支架11的第一电机安装孔111配合后,通过第一电机快夹51将第一悬置电机支架11夹紧定位在副车架主体1上,再接着将第二悬置电机支架12通过两个电机支架支座93定位支撑,使得第二悬置电机支架12精准的搭接在副车架主体1上,并通过第二电机快夹91的配合,将第二悬置电机支架12精准牢固的定位在副车架主体1上即可完成装夹操作,可以开始实施焊接作业。本实用新型整个工装夹紧定位有效、方便装夹、便于焊接,能有效减少焊接节拍,节省时间成本和人工成本。
[0026]
以上实施例仅为本实用新型的较佳实施例,本实用新型的结构并不限于上述实施例列举的形式,凡在本实用新型的精神和原则之内所作的任何修改、等同替换等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1