一种管材自动化数控冲床的制作方法
1.本实用新型涉及数控冲床技术领域,具体为一种管材自动化数控冲床。
背景技术:
2.数控冲床是数字控制冲床的简称,是一种装有程序控制系统的自动化机床,该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使冲床动作并加工零件,数控冲床可用于各类金属薄板零件加工,可以一次性自动完成多种复杂孔型和浅拉伸成型加工。
3.然而,现有的数控冲床在实际使用中存在一定的不足之处,传统的压形模板通常采用螺丝固定的方式,导致后续的拆卸以及安装的步骤过于繁琐,并且压形模板在冲压过程中,其本身所产生的反馈作用力较高,从而容易造成压形模板的损坏,增加了其实际使用的成本投入,另一方面,传统的夹具针对管材的固定效果不够理想,容易导致管材因夹持不稳定而发生脱落等风险,降低了其工作效率,为此我们提出了一种管材自动化数控冲床。
技术实现要素:
4.本实用新型的目的在于提供一种管材自动化数控冲床,以解决上述背景技术中提出了传统的压形模板通常采用螺丝固定的方式,导致后续的拆卸以及安装的步骤过于繁琐,并且压形模板在冲压过程中,其本身所产生的反馈作用力较高,另一方面,传统的夹具针对管材的固定效果不够理想,容易导致管材因夹持不稳定而发生脱落等风险的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种管材自动化数控冲床,包括机座和工作台,所述工作台固定连接在所述机座的顶部,所述机座的顶部且位于所述工作台的后侧固定连接有冲床主体,所述冲床主体的右侧壁输入端固定连接有驱动装置,所述驱动装置的输入端固定连接有驱动电机,所述冲床主体的左侧壁通过螺栓固定连接有控制器,所述冲床主体的底部输出端滑行连接有传动轴,所述传动轴的下方设置有压形模板,所述压形模板的顶部一体成型有连接筒,且所述压形模板通过所述连接筒插接在所述传动轴的底部,所述连接筒的前侧壁贯穿连接有插销,所述压形模板的顶部左右两侧通过螺栓固定连接有减震器,且所述减震器远离所述压形模板的一端通过螺栓固定连接在所述冲床主体的底部左右两侧,所述工作台的顶部设置有承载台,所述承载台的顶部前侧固定连接有固定夹爪,所述承载台的顶部后侧滑行连接有移动夹爪,所述固定夹爪与所述移动夹爪的内侧壁开设有虎口槽,所述固定夹爪与所述移动夹爪的之间通过螺栓固定连接有电动推杆。
6.优选的,所述机座的底部四角处均焊接有壳体,所述壳体的内腔底部滑行连接有压板,所述压板的底部焊接有支撑座,且所述支撑座的顶部焊接有底座,所述底座的底部粘接有橡胶垫。
7.优选的,所述压板的顶部和所述壳体的内腔顶部均固定连接有限位块,且两个所述限位块之间套接有弹簧。
8.优选的,所述壳体的内腔左右两侧壁均开设有滑槽,所述压板的左右两侧壁均一体成型有滑块,且所述滑块滑行连接在所述滑槽的内部。
9.优选的,所述工作台的顶部固定连接有直线滑轨,且所述直线滑轨的顶部连接端与所述承载台的底部之间相连接,所述承载台的中心处与所述压形模板的中心处之间呈水平对齐。
10.优选的,所述移动夹爪的内侧壁且位于所述电动推杆的上方固定连接有收纳套筒,所述固定夹爪的内侧壁且位于所述电动推杆的上方固定连接有连接板,且所述连接板滑行连接在所述收纳套筒的内部。
11.与现有技术相比,本实用新型的有益效果是:
12.1、该管材自动化数控冲床,通过在压形模板的顶部设置连接筒,并且利用连接筒将压形模板插接在传动轴的下方,同时再利用插销将连接筒与传动轴进行安装,相比传统的螺丝固定更加便捷,有效减少了其实际使用的操作步骤,并且在压形模板的两侧设置减震器,通过减震器对压形模板在上下移动过程中所产生的反馈作用力进行吸收,从而保证压形模板的使用稳定性,以提高压形模板的使用效率以及使用寿命。
13.2、该管材自动化数控冲床,通过在承载台的顶部设置固定夹爪与移动夹爪,通过电动推杆对固定夹爪与移动夹爪之间进行自动合并以及张开操作,在使用时,管材放入至固定夹爪与移动夹爪的之间,通过电动推杆将管材夹持在两侧的虎口槽内,并且在压形模板对管材表面进行冲压时,电动推杆会自动对固定夹爪与移动夹爪之间因冲击力所产生的缝隙进行迅速补偿,大大提高了本设备对于管材夹持的稳定性与牢固性,从而避免发生管材因夹持力度不够而引发的脱落问题,提高了其实际的工作效率。
附图说明
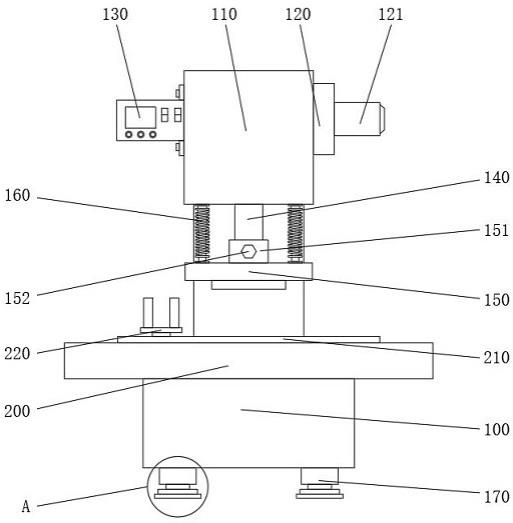
14.图1为本实用新型的整体结构示意图。
15.图2为本实用新型固定夹爪与移动夹爪的连接左视结构示意图。
16.图3为本实用新型图1中a部的放大剖视结构示意图。
17.图中:100、机座;110、冲床主体;120、驱动装置;121、驱动电机;130、控制器;140、传动轴;150、压形模板;151、连接筒;152、插销;160、减震器;170、壳体;171、滑槽;180、压板;181、滑块;182、支撑座;183、底座;184、橡胶垫;190、限位块;191、弹簧;200、工作台;210、直线滑轨;220、承载台;230、固定夹爪;231、连接板;240、移动夹爪;241、收纳套筒;250、虎口槽;260、电动推杆。
具体实施方式
18.本实用新型提供一种管材自动化数控冲床,有效减少了其实际使用的操作步骤,保证压形模板150的使用稳定性,同时提高了本设备对于管材夹持的稳定性与牢固性,请参阅图1-3,包括机座100和工作台200。
19.请再次参阅图1-3,机座100的顶部且位于工作台200的后侧固定连接有冲床主体110,冲床主体110的右侧壁输入端固定连接有驱动装置120,驱动装置120的输入端固定连接有驱动电机121,冲床主体110的左侧壁通过螺栓固定连接有控制器130,冲床主体110的底部输出端滑行连接有传动轴140,传动轴140的下方设置有压形模板150,压形模板150的
顶部一体成型有连接筒151,且压形模板150通过连接筒151插接在传动轴140的底部,连接筒151的前侧壁贯穿连接有插销152,压形模板150的顶部左右两侧通过螺栓固定连接有减震器160,且减震器160远离压形模板150的一端通过螺栓固定连接在冲床主体110的底部左右两侧,机座100用于对工作台200和冲床主体110进行连接固定,冲床主体110用于对驱动装置120、控制器130以及传动轴140进行连接,驱动装置120用于为冲床主体110提供驱动力,驱动电机121用于为驱动装置120提供驱动力,控制器130用于方便外部工作人员对本设备的各个电器件进行控制,传动轴140用于对压形模板150进行连接,并且带动其进行上下往复移动,压形模板150用于对外部的管材表面进行冲压处理,使得管材表面能够得到相应的形状,连接筒151用于对压形模板150与传动轴140之间进行连接,插销152用于将连接筒151与传动轴140之间进行安装固定,减震器160用于对压形模板150在上下移动的过程中所产生的反馈作用力进行吸收,保证压形模板150的工作稳定性。
20.请再次参阅图1-3,工作台200的顶部设置有承载台220,承载台220的顶部前侧固定连接有固定夹爪230,承载台220的顶部后侧滑行连接有移动夹爪240,固定夹爪230与移动夹爪240的内侧壁开设有虎口槽250,固定夹爪230与移动夹爪240的之间通过螺栓固定连接有电动推杆260,工作台200固定连接在机座100的顶部,工作台200用于对承载台220的底部进行支撑和连接,承载台220用于对固定夹爪230与移动夹爪240进行连接和安装,固定夹爪230与移动夹爪240用于对管材的表面进行夹持固定,虎口槽250用于提高固定夹爪230与移动夹爪240对于管材表面的夹持摩擦力,以提高对管材的夹持稳定性,电动推杆260用于带动移动夹爪240在固定夹爪230的一端进行移动,从而实现根据管材的宽度进行自动夹持的目的。
21.请再次参阅图1-2,为了提高机座100底部的承载稳定性,机座100的底部四角处均焊接有壳体170,壳体170的内腔底部滑行连接有压板180,压板180的底部焊接有支撑座182,且支撑座182的顶部焊接有底座183,底座183的底部粘接有橡胶垫184。
22.请再次参阅图3,为了能够通过弹簧191的弹性形变效果对压板180的上下移动进行缓冲,从而对机座100的底部所产生的震动进行吸收,压板180的顶部和壳体170的内腔顶部均固定连接有限位块190,且两个限位块190之间套接有弹簧191。
23.请再次参阅图3,为了提高压板180在壳体170内的滑动效率,从而提高对机座100底部的减震效果,壳体170的内腔左右两侧壁均开设有滑槽171,压板180的左右两侧壁均一体成型有滑块181,且滑块181滑行连接在滑槽171的内部。
24.请再次参阅图1-2,为了方便对承载台220的工作位置进行水平自动移动,提高了本设备的使用安全性,工作台200的顶部固定连接有直线滑轨210,且直线滑轨210的顶部连接端与承载台220的底部之间相连接,承载台220的中心处与压形模板150的中心处之间呈水平对齐。
25.请再次参阅图2,为了能够对固定夹爪230和移动夹爪240之间的底部进行支撑,从而实现对两者之间所夹持的管材的底部进行承载,移动夹爪240的内侧壁且位于电动推杆260的上方固定连接有收纳套筒241,固定夹爪230的内侧壁且位于电动推杆260的上方固定连接有连接板231,且连接板231滑行连接在收纳套筒241的内部。
26.在具体的使用时,本技术领域人员将外部电源与控制器130之间相接通,打开控制器130的开关,并且通过其启动直线滑轨210,使其带动承载台220向左移出至压形模板150
的工作范围,此时,工作人员启动电动推杆260,从而对移动夹爪240与固定夹爪230的之间进行张开操作,将待加工的管材放入至移动夹爪240与固定夹爪230的之间,并且利用连接板231与收纳套筒241的配合使用对管材的底部进行支撑,然后再次启动电动推杆260,从而将管材的表面夹持固定在移动夹爪240以及固定夹爪230内壁上的虎口槽250中,再次启动直线滑轨210直至将承载台220上所夹持的管材平移至压形模板150的正下方,同时通过控制器130启动驱动电机121,使其将动力输入至驱动装置120,再通过驱动装置120将圆周运动转换为直线运动,并通过传动轴140带动压形模板150进行上下往复,利用压形模板150对下方所固定的管材的表面进行冲压处理,并且在压形模板150的移动过程中,两侧的减震器160不断被拉伸再压缩,通过减震器160对压形模板150上的反馈作用力进行吸收,当完成对管材的冲压处理后,关闭驱动电机121并且启动直线滑轨210,使其将成品管材移出至压形模板150外,并且启动电动推杆260将其从移动夹爪240与固定夹爪230的之间进行取出,并且将下一个待加工的管材放入即可。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1