铆接工装的制作方法
1.本实用新型涉及生产设备技术领域,特别是一种铆接工装。
背景技术:
2.底盘组件为空调外机的支撑部件,由底盘+基脚组合焊接而成,采用铆接工艺进行生产。
3.底盘组件在底盘铆接线上自动生产,通过铆接工装定位后再在铆接设备上加工生产,铆接工装和铆接设备共同决定了铆接效率的高低。在实际生产过程中,通常是多种规格型号的底盘组件在同一条底盘铆接线上加工生产,利用铆接工装变换定位点位来保障生产,切换型号的时候先切换对应的工装板。目前采用标准规格尺寸的底盘对应一种铆接工装的生产加工方式,随着时间推移,更新换代的零件越来越多,对应的铆接工装也越来越多,切换频繁的问题一直是制约铆接线提效的关键点,机型切换的单次切换时间在15分钟以上,不利于流水线生产,并且增加工装板的采购成本。
技术实现要素:
4.为了解决现有技术中铆接工装切换过程复杂且时间长的技术问题,而提供一种实现对零件快速定位的铆接工装。
5.一种铆接工装,包括:
6.多个工装板,所有所述工装板共同围成容纳槽,零件放置于所述容纳槽内;
7.限位机构,所述限位机构可滑动地所述容纳槽的开口处,且所述限位机构能够与零件的周侧面抵接。
8.所述工装板的数量为四个,所述容纳槽的截面呈矩形,四个所述工装板分别构成所述矩形的一条边。
9.所述铆接工装还包括定位导柱,在处于所述矩形宽度方向上的两个所述工装板上,所述工装板上设置有多个定位凹槽,所述定位导柱可拆卸的设置于对应的定位凹槽内。
10.所述定位导柱与对应的所述工装板螺纹配合。
11.所述限位机构能够沿所述矩形的长度方向自由滑动。
12.所述限位机构呈u形,且所述限位机构的开口朝向所述零件。
13.所述限位机构与对应的所述工装板之间设置有锁紧件,所述锁紧件与所述工装板螺纹配合。
14.一种上述的铆接工装的使用方法,包括:
15.调整工装板使容纳槽与零件匹配,并将零件放置在容纳槽内;
16.移动限位机构,并使限位机构与零件抵接完成零件的定位。
17.所述工装板的数量为四个,所述容纳槽的截面呈矩形,四个所述工装板分别构成所述矩形的一条边,所述铆接工装还包括定位导柱,在处于所述矩形宽度方向上的两个所述工装板上,所述工装板上设置有多个定位凹槽,所述定位导柱可拆卸的设置于对应的定
位凹槽内,在所述移动限位机构,并使限位机构与零件抵接完成零件的定位之后,还包括:
18.将定位导柱固定于对应的定位凹槽内。
19.在所述移动限位机构,并使限位机构与零件抵接完成零件的定位之后,还包括:
20.将完成零件定位的铆接工装及零件安装到铆接线上。
21.本实用新型提供的铆接工装,通过可移动的限位机构实现对零件的快速定位,同时通过定位凹槽和定位导柱之间的螺纹配合,减少定位切换时间,进一步增加定位效率,可从15分钟提升到5分钟以内,便于后续工序的流水生产,而且通过可移动的限位机构和可移动的工装板能够实现不同型号底盘工装板可通用,减少工装板的使用量,进而减少管理流程,工装板减少节约现场场地,节约型号配对的时间。
附图说明
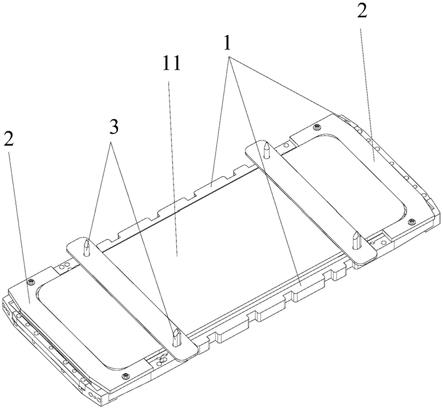
22.图1为本实用新型提供的实施例的铆接工装的结构示意图;
23.图2为本实用新型提供的实施例的工装板及定位导柱的结构示意图;
24.图3为本实用新型提供的实施例的铆接工装的使用方法的流程图;
25.图中:
26.1、工装板;11、容纳槽;2、限位机构;3、定位导柱。
具体实施方式
27.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用于解释本实用新型,并不用于限定本实用新型。
28.如图1和图2所示的铆接工装,包括:多个工装板1,所有所述工装板1共同围成容纳槽11,零件放置于所述容纳槽11内;限位机构2,所述限位机构2可滑动地所述容纳槽11的开口处,且所述限位机构2能够与零件的周侧面抵接。
29.在对零件进行定位时,只需要将零件放置在容纳槽11内,然后移动限位机构2,使限位机构2与零件的周侧面抵接,然后将限位机构2锁紧在对应的工装板1上,即可完成对零件的定位,克服了现有技术中需要更换工装板1的问题,有效的提升定位效率,
30.所述工装板1的数量为四个,所述容纳槽11的截面呈矩形,四个所述工装板1分别构成所述矩形的一条边。
31.所述铆接工装还包括定位导柱3,在处于所述矩形宽度方向上的两个所述工装板1上,所述工装板1上设置有多个定位凹槽,所述定位导柱3可拆卸的设置于对应的定位凹槽内。通过定位导柱3实现将安装到零件上的零部件的定位,如底盘组件上的基脚通过定位导柱3进行定位。
32.所述定位导柱3与对应的所述工装板1螺纹配合。通过螺纹配合能够有效的提升定位导柱3的安装效率。
33.在不同的零件的宽度尺寸相同时,只需要在零件的长度方向对容纳槽11及限位机构2进行调节即可,所述限位机构2能够沿所述矩形的长度方向自由滑动。
34.所述限位机构2呈u形,且所述限位机构2的开口朝向所述零件。利用限位机构2对零件的部分进行包覆定位,从而增加对零件的定位效果。
35.所述限位机构2与对应的所述工装板1之间设置有锁紧件,所述锁紧件与所述工装板1螺纹配合。
36.如图3所示,一种上述的铆接工装的使用方法,包括:
37.调整工装板1使容纳槽11与零件匹配,并将零件放置在容纳槽11内;
38.移动限位机构2,并使限位机构2与零件抵接完成零件的定位。
39.所述工装板1的数量为四个,所述容纳槽11的截面呈矩形,四个所述工装板1分别构成所述矩形的一条边,所述铆接工装还包括定位导柱3,在处于所述矩形宽度方向上的两个所述工装板1上,所述工装板1上设置有多个定位凹槽,所述定位导柱3可拆卸的设置于对应的定位凹槽内,在所述移动限位机构2,并使限位机构2与零件抵接完成零件的定位之后,还包括:
40.将定位导柱3固定于对应的定位凹槽内。
41.在所述移动限位机构2,并使限位机构2与零件抵接完成零件的定位之后,还包括:
42.将完成零件定位的铆接工装及零件安装到铆接线上。
43.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
技术特征:
1.一种铆接工装,其特征在于:包括:多个工装板(1),所有所述工装板(1)共同围成容纳槽(11),零件放置于所述容纳槽(11)内;限位机构(2),所述限位机构(2)可滑动地所述容纳槽(11)的开口处,且所述限位机构(2)能够与零件的周侧面抵接。2.根据权利要求1所述的铆接工装,其特征在于:所述工装板(1)的数量为四个,所述容纳槽(11)的截面呈矩形,四个所述工装板(1)分别构成所述矩形的一条边。3.根据权利要求2所述的铆接工装,其特征在于:所述铆接工装还包括定位导柱(3),在处于所述矩形宽度方向上的两个所述工装板(1)上,所述工装板(1)上设置有多个定位凹槽,所述定位导柱(3)可拆卸的设置于对应的定位凹槽内。4.根据权利要求3所述的铆接工装,其特征在于:所述定位导柱(3)与对应的所述工装板(1)螺纹配合。5.根据权利要求2所述的铆接工装,其特征在于:所述限位机构(2)能够沿所述矩形的长度方向自由滑动。6.根据权利要求5所述的铆接工装,其特征在于:所述限位机构(2)呈u形,且所述限位机构(2)的开口朝向所述零件。7.根据权利要求6所述的铆接工装,其特征在于:所述限位机构(2)与对应的所述工装板(1)之间设置有锁紧件,所述锁紧件与所述工装板(1)螺纹配合。
技术总结
本实用新型提供一种铆接工装。铆接工装包括:多个工装板,所有所述工装板共同围成容纳槽,零件放置于所述容纳槽内;限位机构,所述限位机构可滑动地所述容纳槽的开口处,且所述限位机构能够与零件的周侧面抵接。本实用新型提供的铆接工装,通过可移动的限位机构实现对零件的快速定位,同时通过定位凹槽和定位导柱之间的螺纹配合,减少定位切换时间,进一步增加定位效率,可从15分钟提升到5分钟以内,便于后续工序的流水生产,而且通过可移动的限位机构和可移动的工装板能够实现不同型号底盘工装板可通用,减少工装板的使用量,进而减少管理流程,工装板减少节约现场场地,节约型号配对的时间。的时间。的时间。
技术研发人员:覃放辉 王晓彬 周友平 郭凯 覃伟滔 王周鑫
受保护的技术使用者:长沙格力暖通制冷设备有限公司
技术研发日:2021.09.30
技术公布日:2022/3/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1