一种矿用油缸阀板定位工装的制作方法
1.本实用新型属于矿用设备技术领域,具体涉及一种矿用油缸阀板定位工装。
背景技术:
2.我公司加工车间主要以生产煤矿综采液压支架用各种油缸。由于铆工对活误差比较大,焊件便形大,我公司前期加工油缸一直用最原始的方法,用铆工对活,焊工焊接等方法,无法保证焊后油缸两边阀板之间孔距与油缸底部之间距离,导致现场孔距不对无法安装,焊后阀板钻孔,工序繁琐致使生产效率低。
技术实现要素:
3.本发明的目的是主要解决改进现有阀板焊接过程中的不足和缺点,提供一种省工省时并提高加工效率高效工装。
4.为实现上述目的,本实用新型采用以下技术方案:一种矿用油缸阀板定位工装,油缸中部两侧对称设有阀板,阀板上均匀设有多个圆孔,油缸顶部设有接头座,其特征在于:半圆形板两端对称固定模型阀板,所述模型阀板后端均固定定位板,l形挡板背面与所述的定位板连接固定;所述模型阀板上均匀设有多个与所述圆孔相匹配的销轴。
5.所述半圆形板的半径与油缸缸筒半径相匹配。
6.所述销轴底部与半圆形板底部同一水平。
7.所述l形挡板为30*30角钢。
8.本实用新型的有益效果是:利用模型阀板确定油缸阀板的位置,铆工对活方便、焊件变形小,去除不必要的工序,减轻了劳动强度,提高了工作效率。
附图说明
9.图1为本实用新型主视图;
10.图2为本实用新型俯视图;
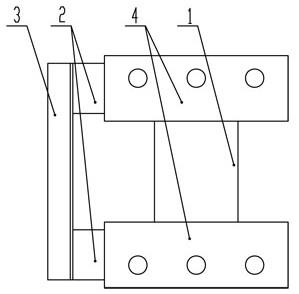
11.图3为本实用新型左视图;
12.图4为本实用新型使用状态左视图;
13.图5为本实用新型使用状态俯视图;
14.图中:1-半圆形板,2-定位板,3-l形挡板,4-模型阀板,5-销
15.轴,6-油缸,7-阀板,8-接头座。
具体实施方式
16.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
17.实施例1,见图1-5,一种矿用油缸阀板定位工装,油缸6中部两侧对称设有阀板7,阀板7上均匀设有多个圆孔,油缸6顶部设有接头座8,其特征在于:半圆形板1两端对称固定
模型阀板4,所述模型阀板4后端均固定定位板2,l形挡板3背面与所述的定位板2连接固定;所述模型阀板4上均匀设有多个与所述圆孔相匹配的销轴5。
18.所述半圆形板1的半径与油缸6缸筒半径相匹配。
19.所述销轴5底部与半圆形板1底部同一水平。
20.所述l形挡板3为30*30角钢。
21.使用方法:在油缸6底部划十字中心线,以油缸平放的最高位为最高点。将油缸6放在本工装上,使缸筒嵌入半圆形板1内,油缸6底部用l形挡板3限定位置,将油缸6最高位(接头座8一端)转动到最高点,根据划线转动油缸调正水平和垂直位置,阀板7穿入销轴5,铆工将定位好的阀板7与油缸6进行焊接,焊好后再去除本工装,最后完成加工过程。
技术特征:
1.一种矿用油缸阀板定位工装,油缸(6)中部两侧对称设有阀板(7),阀板(7)上均匀设有多个圆孔,油缸(6)顶部设有接头座(8),其特征在于:半圆形板(1)两端对称固定模型阀板(4),所述模型阀板(4)后端均固定定位板(2),l形挡板(3)背面与所述的定位板(2)连接固定;所述模型阀板(4)上均匀设有多个与所述圆孔相匹配的销轴(5)。2.如权利要求1所述的一种矿用油缸阀板定位工装,其特征在于:所述半圆形板(1)的半径与油缸(6)缸筒半径相匹配。3.如权利要求1所述的一种矿用油缸阀板定位工装,其特征在于:所述销轴(5)底部与半圆形板(1)底部同一水平。4.如权利要求1所述的一种矿用油缸阀板定位工装,其特征在于:所述l形挡板(3)为30*30角钢。
技术总结
本实用新型涉及一种矿用油缸阀板定位工装,油缸(6)中部两侧对称设有阀板(7),阀板(7)上均匀设有多个圆孔,油缸(6)顶部设有接头座(8),其特征在于:半圆形板(1)两端对称固定模型阀板(4),所述模型阀板(4)后端均固定定位板(2),L形挡板(3)背面与所述的定位板(2)连接固定;所述模型阀板(4)上均匀设有多个与所述圆孔相匹配的销轴(5)。利用模型阀板确定油缸阀板的位置,铆工对活方便、焊件变形小,去除不必要的工序,减轻了劳动强度,提高了工作效率。提高了工作效率。提高了工作效率。
技术研发人员:徐振东 杨玲
受保护的技术使用者:甘肃容和集团重工装备有限公司
技术研发日:2021.10.15
技术公布日:2022/4/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1