一种阀座锻压机构的制作方法
1.本实用新型涉及锻压机构技术领域,尤其涉及一种阀座锻压机构。
背景技术:
2.锻压机构是指在锻压加工中用于成形和分离的机械设备,锻压机构包括成形用的锻锤、机械压力机、液压机、螺旋压力机和平锻机,以及开卷机、矫正机、剪切机、锻造操作机等辅助设备,锻压机构主要用于金属成形,所以又称为金属成形机床。锻压设备是通过对金属施加压力使之成形的,基本特点是力大,故多为重型设备,其上多设有安全防护装置,以保障设备和人身安全。
3.在使用锻压机构进行锻造阀座时,传统锻压机构一般都是将铁块进行多次打压之后,将铁块打造的很接近模型时,将铁块放入模块中进行成型,使得铁块锻造的效率降低了,同时也降低了装置的使用效率,使得装置不便于进行使用。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在传统锻压机构一般都是将铁块进行多次打压之后,将铁块打造的很接近模型时,将铁块放入模块中进行成型,使得铁块锻造的效率降低了,同时也降低了装置的使用效率,使得装置不便于进行使用的问题,而提出的一种阀座锻压机构。
5.为了实现上述目的,本实用新型采用了如下技术方案:一种阀座锻压机构,包括固定架,所述固定架的顶部靠近四个拐角处均固定连接有伸缩杆,四个所述伸缩杆的顶端之间均固定焊接有底盘,四个所述伸缩杆的外表面均固定套设有减震弹簧,且减震弹簧的底端与固定架的顶部之间固定连接,并且减震弹簧的顶端与底盘的底部之间固定连接,所述底盘的顶部固定连接有抗压板,所述抗压板的顶部靠近中心处开设有筑型槽,所述筑型槽的内部底面靠近中心处固定设置有限位杆。
6.优选的,所述固定架的一侧外表面固定连接有固定块,所述固定块的顶部固定焊接有支撑块。
7.优选的,所述支撑块的顶部固定焊接有顶板,所述顶板的底部靠近一侧边缘处固定连接有气压杆。
8.优选的,所述气压杆的底端固定连接有压板。
9.优选的,所述顶板的顶部固定安装有电箱。
10.优选的,所述电箱的顶部固定连接有防护壳。
11.优选的,所述固定架的底部靠近四个拐角处均固定连接有底座,四个所述底座的底部均固定设置有橡胶垫。
12.与现有技术相比,本实用新型的优点和积极效果在于,
13.1、本实用新型中,通过铁块放在筑型槽内部,通过防护壳将电箱进行防护,防止电箱造成损坏,提高了电箱的使用时长,然后通过电箱进行启动,使得电箱带动气压杆进行移
动,使得气压杆带动压板进行向下压动,然后使得压板进行锻压铁块,使得铁块在筑型槽的内部进行筑型,然后通过限位杆进行限制铁块变形的形状,使得铁块快速成型,减少了装置多次锻压的效果,提高了装置的成型速率,也提高了装置的工作效率。
14.2、本实用新型中,通过抗压板进行挤压,然后使得底盘进行挤压,进而通过减震弹簧的减震作用,使得底盘进行缓冲,其中减震弹簧的抗压的力度大于锻压铁块的力度,当锻压的力度过大时,底盘会在减震弹簧的作用下进行缓冲,使得底盘更加稳定耐用,提高了装置的使用效率,通过装置进行锻压的过程中,固定架会受到很大的压力,通过底座进行作用,使得橡胶垫进行缓冲作用,使得固定架不易与底面直接撞击,提高了固定架的使用效率。
附图说明
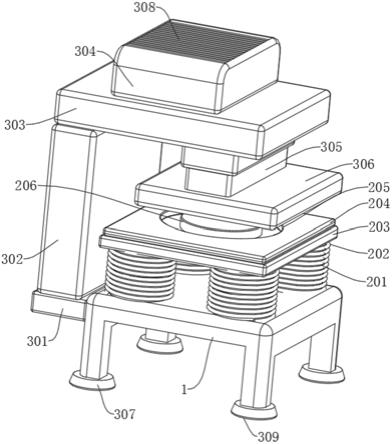
15.图1为本实用新型提出一种阀座锻压机构的主视立体结构示意图;
16.图2为本实用新型提出一种阀座锻压机构的侧视立体结构示意图;
17.图3为本实用新型提出一种阀座锻压机构的俯视立体结构示意图。
18.图例说明:1、固定架;201、伸缩杆;202、减震弹簧;203、底盘;204、抗压板;205、筑型槽;206、限位杆;301、固定块;302、支撑块;303、顶板;304、电箱;305、气压杆;306、压板;307、底座;308、防护壳;309、橡胶垫。
具体实施方式
19.为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和实施例对本实用新型做进一步说明。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
20.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用不同于在此描述的其他方式来实施,因此,本实用新型并不限于下面公开说明书的具体实施例的限制。
21.实施例1,如图1-3所示,本实用新型提供了一种阀座锻压机构,包括固定架1,固定架1的顶部靠近四个拐角处均固定连接有伸缩杆201,四个伸缩杆201的顶端之间均固定焊接有底盘203,四个伸缩杆201的外表面均固定套设有减震弹簧202,且减震弹簧202的底端与固定架1的顶部之间固定连接,并且减震弹簧202的顶端与底盘203的底部之间固定连接,底盘203的顶部固定连接有抗压板204,抗压板204的顶部靠近中心处开设有筑型槽205,筑型槽205的内部底面靠近中心处固定设置有限位杆206。
22.其整个实施例1达到的效果为,当使用锻压机构进行锻造阀座时,首先通过铁块放在筑型槽205内部,通过防护壳308将电箱304进行防护,防止电箱304造成损坏,提高了电箱304的使用时长,然后通过电箱304进行启动,使得电箱304带动气压杆305进行移动,使得气压杆305带动压板306进行向下压动,然后使得压板306进行锻压铁块,使得铁块在筑型槽205的内部进行筑型,然后通过限位杆206进行限制铁块变形的形状,使得铁块快速成型,减少了装置多次锻压的效果,提高了装置的成型速率,也提高了装置的工作效率。
23.实施例2,如图1-3所示,固定架1的一侧外表面固定连接有固定块301,固定块301的顶部固定焊接有支撑块302,支撑块302的顶部固定焊接有顶板303,顶板303的底部靠近
一侧边缘处固定连接有气压杆305,气压杆305的底端固定连接有压板306,顶板303的顶部固定安装有电箱304,电箱304的顶部固定连接有防护壳308,固定架1的底部靠近四个拐角处均固定连接有底座307,四个底座307的底部均固定设置有橡胶垫309。
24.其整个的实施例2达到的效果为,当使用装置进行锻压时,通过抗压板204进行挤压,然后使得底盘203进行挤压,进而通过减震弹簧202的减震作用,使得底盘203进行缓冲,其中减震弹簧202的抗压的力度大于锻压铁块的力度,当锻压的力度过大时,底盘203会在减震弹簧的作用下进行缓冲,使得底盘更加稳定耐用,提高了装置的使用效率,通过装置进行锻压的过程中,固定架1会受到很大的压力,通过底座307进行作用,使得橡胶垫309进行缓冲作用,使得固定架1不易与底面直接撞击,提高了固定架1的使用效率。
25.工作原理:当使用锻压机构进行锻造阀座时,通过铁块放在筑型槽205内部,通过防护壳308将电箱304进行防护,防止电箱304造成损坏,提高了电箱304的使用时长,然后通过电箱304进行启动,使得电箱304带动气压杆305进行移动,使得气压杆305带动压板306进行向下压动,通过抗压板204进行挤压,然后使得底盘203进行挤压,进而通过减震弹簧202的减震作用,使得底盘203进行缓冲,其中减震弹簧202的抗压的力度大于锻压铁块的力度,当锻压的力度过大时,底盘203会在减震弹簧的作用下进行缓冲,使得底盘更加稳定耐用,提高了装置的使用效率,然后使得压板306进行锻压铁块,使得铁块在筑型槽205的内部进行筑型,然后通过限位杆206进行限制铁块变形的形状,使得铁块快速成型,减少了装置多次锻压的效果,提高了装置的成型速率,也提高了装置的工作效率,通过装置进行锻压的过程中,固定架1会受到很大的压力,通过底座307进行作用,使得橡胶垫309进行缓冲作用,使得固定架1不易与底面直接撞击,提高了固定架1的使用效率。
26.以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1