一种凸点焊电极支架的制作方法
1.本实用新型涉及汽车座椅焊接领域,尤其涉及一种凸点焊电极支架。
背景技术:
2.汽车座椅骨架中的侧板具有c型边,现有技术中的凸点焊电极支架无法伸入其内部进行焊接,只能采用手工电弧焊,其不足之处体现在焊接速度慢、焊接精度差,容易虚焊,造成一定的产品安全隐患;且现有技术中的电极支架为直型,通常情况下,电极与电极支架为铜质一体设计,需要焊接汽车座椅不同尺寸的螺母时,需要频繁更换电极支架并试焊、调试,造成生产线效率的浪费,增加生产成本。
技术实现要素:
3.本实用新型针对现有技术的不足,开发出一种凸点焊电极支架。本实用新型采用的技术方案是:一种凸点焊电极支架,其特征是,包括电极转轮1和弓形本体8;所述的电极转轮1包括转轮本体16,在所述的转轮本体16的四面分别螺纹连接第一电极2、第二电极3、第三电极6和第四电极10;所述的弓形本体8内开设冷却液通道13;冷却液进管7与所述的冷却液通道13的上端连接;冷却液出管9与所述的冷却液通道13的下端连接;所述的弓形本体8上端开设第一定位销孔14和第一转轴孔15;所述的转轮本体16上开设定位销孔11和第二转轴孔12;所述的电极转轮1设置在所述的弓形本体8上端的内部,二者相互接触;转轴5由外向内依次穿过所述的弓形本体8和转轮本体16上开设的第一转轴孔15、第二转轴孔12;定位销4由外向内依次穿过所述的弓形本体8和转轮本体16上开设的第一定位销孔14、第二定位销孔11。
4.本实用新型的有益之处体现在:1.由于采用弓形的凸点焊电极支架,实现了汽车座椅骨架侧板c型边的凸点焊接,避免手工电弧焊速度慢、焊接精度差,容易虚焊等缺点,提升了产品安全性;2.由于采用可旋转的电极转轮,将常用的四种电极分别螺纹连接在电极转轮的四个面上,需要切换电极时,只需要拔开定位销,转动电极转轮就能实现快速的电极切换,提高了生产线效率;3.由于在凸点焊电极支架的弓形本体内开设冷却液通道,使整个凸点焊电极支架得到较好的散热,确保了长时间焊接时焊接的精度。
附图说明
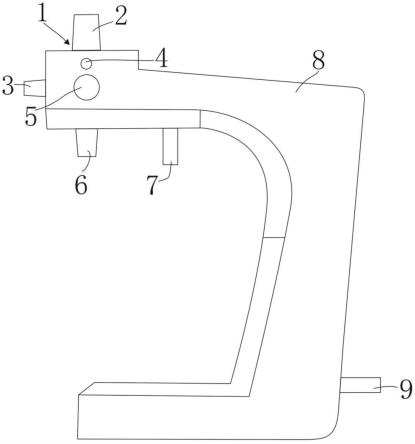
5.图1是本实用新型一种凸点焊电极支架的结构主视示意图;
6.图2是本实用新型一种凸点焊电极支架的结构左视示意图;
7.图3是图1中电极转轮的结构示意图;
8.图4是图1中弓形本体内部冷却液通道形状的示意图;
9.图5是本实用新型一种凸点焊电极支架焊接状态的示意图
10.图中:1电极转轮;2第一电极;3第二电极;4定位销;5转轴;6第三电极;7冷却液进管;8弓形本体;9冷却液出管;10第四电极;11第二定位销孔;12第二转轴孔;13冷却液通道;
14第一定位销孔;15第一转轴孔;16转轮本体;17汽车座椅侧板;18螺母。
具体实施方式
11.以下结合附图和具体实施例对本实用新型作进一步详细说明,此处描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
12.如图1至图4所示,本实用新型一种凸点焊电极支架,包括电极转轮1和弓形本体8;所述的电极转轮1包括转轮本体16,在所述的转轮本体16的四面分别螺纹连接第一电极2、第二电极3、第三电极6和第四电极10;所述的弓形本体8内开设冷却液通道13;冷却液进管7与所述的冷却液通道13的上端连接;冷却液出管9与所述的冷却液通道13的下端连接;所述的弓形本体8上端开设第一定位销孔14和第一转轴孔15;所述的转轮本体16上开设第二定位销孔11和第二转轴孔12;所述的电极转轮1设置在所述的弓形本体8上端的内部,二者相互接触;转轴5由外向内依次穿过所述的弓形本体8和转轮本体16上开设的第一转轴孔15、第二转轴孔12;定位销4由外向内依次穿过所述的弓形本体8和转轮本体16上开设的第一定位销孔14、第二定位销孔11。
13.如图5所示,本实用新型一种凸点焊电极支架的弓形本体8能伸入座椅骨架侧板的c型边内,能实现螺母18与座椅骨架中侧板的c型边的焊接。需要焊接不同尺寸的螺母时,仅需拔开定位销4,旋转电极转轮1,选择合适的电极,再插入定位销4,完成定位即可开始焊接。
14.以上所述仅是本实用新型的优选方式,应当指出的是,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应该视为本实用新型的保护范围。
技术特征:
1.一种凸点焊电极支架,其特征是,包括电极转轮(1)和弓形本体(8);所述的电极转轮(1)包括转轮本体(16),在所述的转轮本体(16)的四面分别螺纹连接第一电极(2)、第二电极(3)、第三电极(6)和第四电极(10);所述的弓形本体(8)内开设冷却液通道(13);冷却液进管(7)与所述的冷却液通道(13)的上端连接;冷却液出管(9)与所述的冷却液通道(13)的下端连接;所述的弓形本体(8)上端开设第一定位销孔(14)和第一转轴孔(15);所述的转轮本体(16)上开设第二定位销孔(11)和第二转轴孔(12);所述的电极转轮(1)设置在所述的弓形本体(8)上端的内部,二者相互接触;转轴(5)由外向内依次穿过所述的弓形本体(8)和转轮本体(16)上开设的第一转轴孔(15)、第二转轴孔(12);定位销(4)由外向内依次穿过所述的弓形本体(8)和转轮本体(16)上开设的第一定位销孔(14)、第二定位销孔(11)。
技术总结
本实用新型涉及一种凸点焊电极支架,属于汽车座椅焊接领域,包括电极转轮和弓形本体;电极转轮包括转轮本体,在转轮本体的四面分别螺纹连接第一电极、第二电极、第三电极和第四电极;弓形本体内开设冷却液通道,弓形本体8上端开设定位销孔和转轴孔;转轮本体上开设定位销孔和转轴孔;电极转轮设置在弓形本体上端的内部,二者相互接触;转轴由外向内依次穿过弓形本体和转轮本体,定位销由外向内依次穿过弓形本体和转轮本体,由于采用弓形的凸点焊电极支架,实现了汽车座椅骨架侧板C型边的凸点焊接,避免手工电弧焊速度慢、焊接精度差,容易虚焊等缺点,提升了产品安全性,采用可旋转的电极转轮,实现快速的电极切换,提高了生产线效率。率。率。
技术研发人员:王永光 白杨 马艺文 李国良
受保护的技术使用者:长春一汽富维安道拓汽车金属零部件有限公司
技术研发日:2021.11.06
技术公布日:2022/8/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1