自动激光烧焊机金属蒸汽抽吸装置的制作方法
1.本实用新型涉及激光烧焊领域,具体涉及一种自动激光烧焊机金属蒸汽抽吸装置。
背景技术:
2.激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。它是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高,易实现自动化。
3.自动激光烧焊机用于对金属件进行自动烧焊。在激光烧焊时,激光聚焦处的金属会由于短时间内的急速升温而气化,形成金属蒸汽,并扩散在空气中。
4.金属蒸汽会影响操作工人的呼吸系统的健康,并且会污染车间内的空气质量。因此现有的自动激光烧焊机上多设置有抽吸装置。
5.现有的自动激光烧焊机上的抽吸装置大多设置在烧焊机的中上部,用气体烟雾上升的特性进行收集。但是,激光烧焊头移动实现特殊轨迹的焊接,抽吸装置为固定式,导致此收集方式对金属蒸汽的抽吸的彻底性较差,仍有相当一部分金属蒸汽没有被抽吸装置收集而扩散在车间空气中。
技术实现要素:
6.本实用新型的目的是:
7.设计一种自动激光烧焊机金属蒸汽抽吸装置,设置在激光烧焊机的烧焊头上,并且抽吸结构呈环形,实现随烧焊头一并移动,并且在更靠近烧焊处的位置形成环形抽吸,提升对产生的金属蒸汽收集的彻底性。
8.为了实现上述目的,本实用新型提供如下的技术方案:
9.一种自动激光烧焊机金属蒸汽抽吸装置,包括锁箍、升降气缸以及吸气环;所述锁箍一侧设置有连接板,所述升降气缸的缸体与连接板连接,所述升降气缸的活塞杆末端设置有上法兰,所述吸气环上设置有竖杆,所述竖杆顶端设置有下法兰,所述下法兰通过弹性柱销与上法兰活动连接;所述吸气环呈环形,所述吸气环内设置有底孔和内气路,所述吸气环上部设置有气管接头,所述吸气环内侧设置有内防护环。
10.进一步的,所述锁箍包括第一侧箍和第二侧箍,所述第一侧箍和第二侧箍通过螺栓连接,所述连接板与第二侧箍连接,所述升降气缸的活塞杆与锁箍的中心轴线相平行。
11.进一步的,所述竖杆与升降气缸的活塞杆同轴设置,所述弹性柱销的材质为橡胶,并且沿上法兰呈圆周阵列状设置。
12.进一步的,所述吸气环的中心轴线与锁箍的中心轴线为同一直线,所述内气路呈环形,所述底孔与内气路相连通并且开口朝下。
13.进一步的,所述气管接头与内气路相连通,所述气管接头具体位于靠近竖杆的位置处。
14.进一步的,所述内防护环呈环形并且位于吸气环的内侧壁上,所述内防护环的材质为陶瓷,所述内防护环的横截面呈半圆形并且弧线一端朝向吸气环的圆心一侧。
15.本实用新型的有益效果为:一种自动激光烧焊机金属蒸汽抽吸装置,结合锁箍、升降气缸、弹性柱销、以及吸气环的利用,可固定在激光烧焊机的烧焊头上,并且吸气环呈环形,实现随烧焊头一并移动,通过升降可避免对烧焊造成影响,从而在更靠近烧焊处的位置形成环形抽吸,可大幅提升对产生的金属蒸汽收集的彻底性,从而减少扩散到车间空气中的金属蒸汽的量值,进而降低对操作工人的呼吸系统的健康以及车间内的空气质量的不良影响。
附图说明
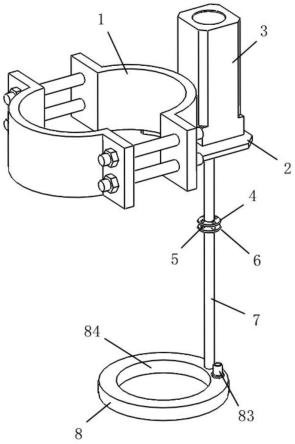
16.图1为本实用新型一种自动激光烧焊机金属蒸汽抽吸装置的整体结构示意图。
17.图2为图1中所示结构的另一角度的示意图。
18.图3为本实用新型一种自动激光烧焊机金属蒸汽抽吸装置的吸气环的剖视结构示意图。
19.图中:1、锁箍;2、连接板;3、升降气缸;4、上法兰;5、弹性柱销;6、下法兰;7、竖杆;8、吸气环;81、底孔;82、内气路;83、气管接头;84、内防护环。
具体实施方式
20.为了使本实用新型的目的、技术方案及有益效果更加清楚、明了,以下结合附图及实施例,对本实用新型作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
21.参考图1至图3,一种自动激光烧焊机金属蒸汽抽吸装置,包括锁箍1、升降气缸3以及吸气环8;所述锁箍1一侧设置有连接板2,所述锁箍1可固定在自动激光烧焊机的圆柱形烧焊头上,所述升降气缸3的缸体与连接板2连接,所述升降气缸3的活塞杆末端设置有上法兰4,升降气缸3用于驱动上下升降移动,所述吸气环8上设置有竖杆7,所述竖杆7顶端设置有下法兰6,所述下法兰6通过弹性柱销5与上法兰4活动连接,弹性柱销5具有弹性,可实现弹性冗余,避免损坏升降气缸3;所述吸气环8呈环形,安装后套设在烧焊头外围,所述吸气环8内设置有底孔81和内气路82,所述吸气环8上部设置有气管接头83,气管接头83通过气管与外部抽气泵连接,所述吸气环8内侧设置有内防护环84,内防护环84用于起防护作用,避免吸气环8与自动激光烧焊机的烧焊头产生刚性碰撞。
22.所述锁箍1包括第一侧箍和第二侧箍,所述第一侧箍和第二侧箍通过螺栓连接,第一侧箍和第二侧箍与自动激光烧焊机的圆柱形烧焊头连接,所述连接板2与第二侧箍连接,所述升降气缸3的活塞杆与锁箍1的中心轴线相平行,确保升降动作与烧焊头的中心轴线相平行。
23.所述竖杆7与升降气缸3的活塞杆同轴设置,所述弹性柱销5的材质为橡胶,具有弹性,并且沿上法兰4呈圆周阵列状设置,确保受力均匀。
24.所述吸气环8的中心轴线与锁箍1的中心轴线为同一直线,所述内气路82呈环形,
所述底孔81与内气路82相连通并且开口朝下,底孔81用于对金属蒸汽进行抽吸。
25.所述气管接头83与内气路82相连通,所述气管接头83具体位于靠近竖杆7的位置处,气管接头83用于连接气管。
26.所述内防护环84呈环形并且位于吸气环8的内侧壁上,所述内防护环84的材质为陶瓷,所述内防护环84的横截面呈半圆形并且弧线一端朝向吸气环8的圆心一侧,如吸气环8发生径向移动,则内防护环84会首先触碰到烧焊头;由于内防护环84的横截面呈半圆形并且弧线一端朝向吸气环8的圆心一侧,因此即使吸气环8发生移动,内防护环84与烧焊头之间的接触也是点接触,且弧形结构有利于卸力,可避免吸气环8和烧焊头因冲撞发生损坏。
27.本实用新型的工作原理为:首先松开锁箍1上的螺栓,将第一侧箍和第二侧箍分别放置在自动激光烧焊机的圆柱形烧焊头的侧圆壁面上,锁紧螺栓,实现第一侧箍和第二侧箍的锁紧,即可实现锁箍1与圆柱形烧焊头的紧固连接;
28.随后将外部抽气泵通过气管与吸气环8上的气管接头83连接;
29.当进行烧焊时,自动激光烧焊机驱动烧焊头沿预设的焊接轨迹移动,升降气缸3的活塞杆伸出,驱动竖杆7和吸气环8向下移动,从而使吸气环8更加靠近烧焊位置;外部抽气泵通电运转,开始抽气,吸气环8的内气路82中产生真空负压,从而通过底孔81进行抽吸;由于吸气环8套设在烧焊头的外围,因此呈圆周阵列状设置的底孔81可实现对烧焊位置周围的全方位抽吸,从而大幅增加对金属蒸汽的抽吸彻底性。
30.上述实施例用于对本实用新型作进一步的说明,但并不将本实用新型局限于这些具体实施方式。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1