一种铝箔餐具冲压装置的脱模系统的制作方法
1.本实用新型涉及铝箔用品脱模技术领域,具体的说是一种铝箔餐具冲压装置的脱模系统。
背景技术:
2.在日常生活中,铝箔餐具应用广泛极大的方便了人们的生活。铝箔餐具是将铝箔放在冲压装置的定模和动模间的冲压腔内挤压形成的。但是现有技术中铝箔餐具的脱模是由人工使用双手将粘连在动模和定模上的铝箔餐具取出脱模。由于铝箔餐具的规格尺寸一般较大,生产中需要工人使用双手才能将铝箔餐具取下,增加了工作强度和人工成本。工人在动模和定模挤压是拿取铝箔餐具可能会挤压到手部造成身体伤害。
技术实现要素:
3.本实用新型旨在提供一种铝箔餐具冲压的脱模系统,能够避免生产过程中工人拿取铝箔餐具时可能会造成的铝箔餐具的变形,以及在拿取铝箔餐具不及时动模下降会挤压到手部造成手部损伤。
4.为了解决以上技术问题,本实用新型采用的具体方案为一种铝箔餐具冲压装置的脱模系统:包括压缩空气罐、设置在冲压装置上的气动脱模喷嘴以及气源切换机构;气动脱模喷嘴包括设置在动模上的第一气动脱模喷嘴、设置在定模上的第二气动脱模喷嘴以及设置在动模和定模一侧的机架上的第三气动脱模喷嘴;第一气动脱模喷嘴用于将铝箔餐具吹离动模,第二气动脱模喷嘴用于将铝箔餐具吹离定模,第三气动脱模喷嘴用于将铝箔餐具吹离冲压腔;
5.气源切换机构包括圆柱形壳体和同心转动设置在圆柱形壳体上的空心轴;空心轴的一端连接压缩空气罐,空心轴的另一端连接驱动机构,空心轴上设有长度与圆柱形壳体半径相对应的传输管,圆柱形壳体位于传输管远离空心轴的一端的圆周轨迹上依次设有第一输气口、第二输气口以及第三输气口;第一输气口连接第一气动脱模喷嘴,第二输气口连接第二气动脱模喷嘴,第三输气口连接第三气动脱模喷嘴。
6.作为本实用新型的一种铝箔餐具冲压装置的脱模系统的进一步优化:空心轴与气体传输管道连接的一端设有转动密封连接件。
7.作为本实用新型的一种铝箔餐具冲压装置的脱模系统的进一步优化:传输管的端部设有法兰,法兰通过螺栓连接有用于防止气体泄漏的橡胶环。
8.作为本实用新型的一种铝箔餐具冲压装置的脱模系统的进一步优化:圆柱形壳体与空心轴连接处的两侧的内壁上分别对称设有用于支撑空心轴的轴承。
9.作为本实用新型的一种铝箔餐具冲压装置的脱模系统的进一步优化:动模上设有供气体通入第一气动脱模喷嘴的第一气动脱模孔道,定模上设有供气体通入第二气动脱模喷嘴的第二气动脱模孔道。
10.作为本实用新型的一种铝箔餐具冲压装置的脱模系统的进一步优化:气体传输管
道上设有电磁阀。
11.作为本实用新型的一种铝箔餐具冲压装置的脱模系统的进一步优化:驱动机构包括联轴器、减速器以及伺服电机,伺服电机和电磁阀连接控制器。
12.有益效果
13.本实用新型一种铝箔餐具冲压装置的脱模系统,包括压缩空气罐、气源切换机构以及设置在机架、动模以及定模内的气动脱模喷嘴。压缩空气罐通过管道将气体输送至气源切换机构,气源切换机构内的圆柱形壳体上依次设有将气体输送至气动喷嘴的输气口,空心轴上的传输管在圆柱形壳体内圆周转动的过程中依次经过间隔设置在圆柱形壳体上的输气口,输气口位置间隔设置使气体间隔通入冲压装置内动模、定模以及机架的气动脱模喷嘴内,气动脱模喷嘴内的气体喷出产生压力依次使与动模、定模粘连的铝箔餐具吹至冲压腔,机架上的气动喷嘴将冲压腔内的铝箔餐具吹至皮带上。脱模系统工作的全程不需要人工参与,极大的节省了劳动力,降低了生产成本,提高了生产效率。
14.铝箔餐具的脱模全程不需要工人参与,保证了工作人员的安全,提高了生产的安全性。
附图说明
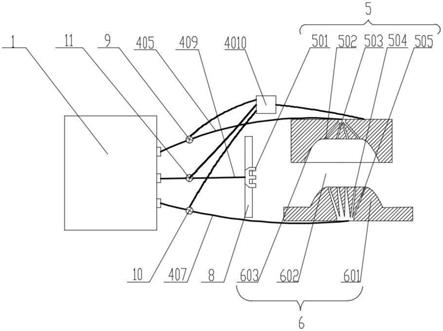
15.图1为本实用新型实施例1的结构示意图;
16.图2为本实用新型实施例2的结构示意图;
17.图3为实施例2中圆柱形壳体的纵向剖视图;
18.图4为实施例2中传输管的结构示意图;
19.附图标记:1、压缩空气罐,2、气体传输管道,3、电磁阀,4、气源切换机构,401、空心轴,402、圆柱形壳体,403、传输管,404、第一输气口,405、第一输气管道,406、第二输气口,407、第三输气管道,408、第三输气口,409、第二输气管道,4010、控制器,4011、轴承,4012、转动密封连接件,4013、橡胶环,4014、螺栓,4015、法兰,5、气动脱模喷嘴,501、第三气动脱模喷嘴,502、第一气动脱模喷嘴,503、第一气动脱模孔道,504、第二气动脱模喷嘴,505、第二气动脱模孔道,6、冲压装置,601、定模,602、冲压腔,603、动模,7、驱动机构,701、联轴器,702、减速器,703、伺服电机,8、机架,9、第一电磁阀,10、第二电磁阀,11、第三电磁阀。
具体实施方式
20.本实用新型依附于现有技术中的冲压装置6完成铝箔餐具的脱模,如图1及图2所示,现有技术中的冲压装置6通常包括设置在工作台上的定模601和设置在升降支架上的动模603,定模601和动模603间形成一个可以将铝箔挤压形成铝箔餐具的冲压腔602。本实用新型用于在铝箔冲压形成铝箔餐具后将铝箔餐具脱模取出,以下通过两个具体实施例对本实用新型进行具体说明。
21.实施例1
22.如图1所示,本实施例的一种铝箔餐具冲压装置的脱模系统,包括压缩空气罐1、控制器4010。动模603内设有用于将与动模603粘连的铝箔餐具吹至冲压腔602内的第一气动脱模喷嘴502,第一气动脱模喷嘴502间隔设置在动模603内,第一气动脱模喷嘴502与动模603的上凹面平齐。动模603内设有供气体输送至第一气动脱模喷嘴502内的第一气动脱模
孔道503。定模601内设有用于将与定模601粘连的铝箔餐具吹至冲压腔602内的第二气动脱模喷嘴504,第二气动脱模喷嘴504间隔设置在定模601内,第二气动脱模喷嘴504与定模601的上凸面平齐,第二气动脱模喷嘴504的较第一气动脱模喷嘴502多一个,定模601较动模603多一个气动脱模喷嘴5用于产生更大的冲力推动铝箔餐具至冲压腔602内。定模601内设有供气体输送至第二气动脱模喷嘴504内的第二气动脱模孔道505。设置在冲压装置6内动模603和定模601一侧的机架8上设有用于将铝箔餐具吹离冲压腔602的第三气动脱模喷嘴501。
23.压缩空气罐1的上出气口处设有用于将气体输送至第一气动脱模孔道503的第一输气管道405,压缩空气罐1的中出气口处设有用于将气体输送至第三气动脱模喷嘴501的第三输气管道407,压缩空气罐1的下出气口处设有用于将气体输送至第二气动脱模喷嘴504的第二输气管道409。第一输气管道405上设有控制气体输送至第一气动脱模孔道503的第一电磁阀9,第二输气管道409上设有控制气体输送至第二气动脱模孔道505的第二电磁阀10,第三输气管道407上设有用于控制气体输送至第三气动脱模喷嘴501的第三电磁阀11。第一电磁阀9、第二电磁阀10以及第三电磁阀11与控制器4010电信号连接,控制器4010控制第一电磁阀9、第二电磁阀10以及第三电磁阀11间隔启闭。
24.定模601和动模603挤压形成铝箔餐具后动模603升起,控制器4010控制第一电磁阀9开启,压缩空气罐1内的气体通过第一输气管道405输送至第一气动脱模喷嘴502内,从第一气动脱模喷嘴502喷出的气体将与动模603粘连的铝箔餐具吹至冲压腔602,第一电磁阀9关闭。第一电磁阀9关闭后,控制器4010控制第二电磁阀10开启,压缩空气罐1内的气体通过第二输气管道409输送至第二气动脱模喷嘴504内,从第二气动脱模喷嘴504喷出的气体将在定模601上的铝箔餐具吹至冲压腔602,第二电磁阀10关闭。第二电磁阀10关闭后,控制器4010控制第三电磁阀11开启,压缩空气罐1内的气体通过第三输气管道407输送至第三气动脱模喷嘴501内,从第三气动脱模喷嘴501内喷出的气体将悬浮在冲压腔602内的铝箔餐具吹离冲压腔602,第三电磁阀11关闭。以此循环往复,完成铝箔餐具在生产中的脱模工序。
25.实施例2
26.本实施例2与实施例1结构相似,主要区别在于:如图2所示,压缩空气罐1与冲压装置6间设有供气体间隔输送至冲压装置6内将铝箔餐具脱模的气源切换机构4。气源切换机构4包括圆柱形壳体402和空心轴401。圆柱形壳体402两侧的内壁上分别对称设有用于支撑空心轴401的轴承4011,空心轴401同心转动设置在圆柱形壳体402内的轴承4011间。空心轴401的一端设有转动密封连接件4012与设置在压缩空气罐1出气口处的气体传输管道2连接,气体传输管道2上设有用于控制气体输送的电磁阀3。空心轴401的另一端连接驱动机构7,驱动机构7包括联轴器701、减速器702以及伺服电机703,联轴器701、减速器702以及伺服电机703依次连接。气源切换机构4包括控制器4010,控制器4010分别连接伺服电机703和电磁阀3。
27.空心轴401的中部设有长度与圆柱形壳体402半径相对应的传输管403。如图4所示,传输管403的端部设有法兰4015,法兰4015上设有用于防止气体泄漏的橡胶环4013,橡胶环4013为弧形,弧形的橡胶环4013贴合圆柱形壳体402圆周转动。橡胶环4013和法兰4015沿竖直方向开设有圆孔,依次穿过橡胶环4013和法兰4015上的圆孔的螺栓4014上设有用于
法兰4015和橡胶环4013固定连接的螺帽。
28.如图2及图3所示,圆柱形壳体402位于传输管403远离空心轴401的一端的圆周轨迹上依次设有第一输气口404、第二输气口406以及第三输气口408;第一输气口404上设有供气体输送至第一气动脱模喷嘴502的第一输气管道405,第二输气口406上设有供气体输送至第二气动脱模喷嘴504的第二输气管道409,第三输气口408上设有供气体输送至第三气动脱模喷嘴501的第三输气管道407。
29.定模601和动模603挤压形成铝箔餐具后动模603升起,设置在气源切换机构4上的伺服电机703启动,控制器4010控制电磁阀3开启,气体由压缩空气罐1输送至传输管403内,传输管403沿逆时针方向转动下沿圆柱形壳体402的内壁做圆周运动,传输管403在转动过程中将气体输送至经过的第一输气口404,第一输气口404通过第一输气管道405将气体输送至第一气动脱模喷嘴502,第一气动脱模喷嘴502内的气体喷出产生的冲力将与动模603上凹面粘连的铝箔餐具吹离至冲压腔602内。传输管403将气体输送至经过的第二输气口406,第二输气口406通过第二输气管道409将气体输送至定模601内的第二气动脱模喷嘴504,第二气动脱模喷嘴504内的气体喷出产生的冲力将定模601上凸面粘连的铝箔餐具冲离至冲压腔602内。传输管403将气体输送至经过的第三输气口408,第三输气口408通过第三输气管道407将气体输送至第三气动脱模喷嘴501内,第三气动脱模喷嘴501内的空气喷出时产生的冲力将悬浮在冲压腔602内的铝箔餐具吹离至皮带上传输至下一道工序后,电磁阀3关闭。不论传输管403沿逆时针方向还是顺时针方向,传输管403均依次经过第一输气口404、第二输气口406以及第三输气口408。如此循环往复,完成铝箔餐具生产中的脱模工序。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1