一种瓦楞板在线柔性生产线的制作方法
1.本实用新型涉及钣金的数控加工技术领域,具体地说是一种瓦楞板在线柔性生产线。
背景技术:
2.瓦楞板是一类钣金件,其横截面呈波浪形或近似波浪形。瓦楞板的加工工艺过程包括对金属板材料卷的开卷、对开卷后的金属板材进行校平、冷折弯和孔加工等过程。
3.开卷机是金属板材校平的专用设备,用于校平线钢板、不平整板可根据相关配置组成开卷、校平、剪切生产线和其它板材制品生产线。适用于机械、车辆、金属制品家用电器、钢构、装饰等行业。开卷机可用于对金属板材料卷进行开卷并对开卷后的板材进行校平工作。
4.冷弯成型机,是一类能够对金属板材进行冷折弯的设备,通过用于加工瓦楞板的冷弯成型机能够将金属板材折弯成瓦楞板。开卷机和冷弯成型机各设有能够对板材形成输送板材的板材输送。瓦楞板在成型之后,需要进行冲孔工作。不同批次的瓦楞板,根据其用途不同,其冲孔的位置也不固定。
5.驱动缸可以是电缸、液压缸和气缸的总成,驱动缸包括缸体和与缸体滑动连接的杆件。
6.现有技术中的生产线,要么冲孔的位置固定,要么调整冲孔位置的时候费时费力。其在对瓦楞板加工过程中,冲孔作业不够灵活。
技术实现要素:
7.本实用新型的目的在于提供一种瓦楞板在线柔性生产线,用于解决现有技术中生产线对瓦楞板冲孔作业不够灵活的问题。
8.本实用新型解决其技术问题所采取的技术方案是:
9.一种瓦楞板在线柔性生产线,包括依次设置的开卷机、冷弯成型机和冲压机;
10.所述冲压机包括底座、龙门架、冲头架、下模座和升降架,所述龙门架滑动连接在所述底座上,所述龙门架和所述底座之间设有滑动驱动机构,滑动驱动机构用于驱动所述龙门架在所述底座上的滑动;
11.所述龙门架包括龙门口,所述冲头架包括通道口,所述下模座设在所述通道口中,所述冲头架上连接有若干的转塔冲组件;
12.所述转塔冲组件包括套筒、冲头杆和复位件,冲头杆沿上下方向滑动连接在套筒中,冲头杆的上端露出所述套筒件的上端,所述复位件用于被下压的冲头杆的回弹,套筒位于所述下模座的上方,所述套筒设在所述冲头架上,所述下模座设有若干的下模孔,每个下模孔各与一个冲头杆对齐;
13.所述升降架位于所述冲头架的上方,所述升降架沿上下方向能够升降地设置在所述龙门架上,所述升降架与所述龙门架之间连接有升降驱动机构,所述升降架上设有冲头
杆通道,冲头杆通道位于所述冲头杆的上方,所述升降架上滑动连接有若干的挡块,挡块位于冲头杆通道的侧方,挡块能滑进和滑出所述冲头杆通道,每个挡块各连接有挡块驱动装置,每个所述转塔冲组件对应设置一个所述挡块。
14.有益效果是:利于灵活、快速调整冲孔位置,利于提高冲孔工作的灵活性。其实现该技术效果的原理在于,若要调整/选择瓦楞板在其宽度方向上的冲孔位置,需要进行冲孔位置所在的冲头杆上方的挡块运动至该冲头杆的上方,不需要冲孔位置所在的冲头杆上方的挡块从该冲头杆的上方移开,然后升降架下降,然后伸到冲头杆上方的挡块将位于其下方的冲头杆下压对瓦楞板进行冲孔工作;而那些其上方的挡块没有伸出冲头杆则不会被下压至冲孔状态。所以,本实用新型能够灵活地调整在瓦楞板的宽度方向上的冲孔位置,调整冲孔位置的过程中并不需要进行转塔冲组件的临更换、拆装工作。若要调整在瓦楞板长度方向上的冲孔位置,则将瓦楞板停止输送,然后龙门架移动,进而调整转塔冲组件在瓦楞板长度方向上的对应位置,进而调整冲孔位置。
15.进一步地,所述龙门架的前后两侧各转动连接有若干的托举轮,各托举轮分布在所述龙门口的前后两侧。
16.有益效果是:利于龙门座相对被加工瓦楞板能够更加顺畅的相对运动。
17.进一步地,所述滑动驱动机构包括丝杠、螺母件和丝杠驱动电机,丝杠转动连接在所述底座上,螺母件与丝杠配合,螺母件连接在所述龙门架上,丝杠驱动电机与丝杠传动连接。
18.有益效果是:利于精确的调整龙门架在底座上滑动的行程,进而利于准确的调整板材与转塔冲组件的相对位置,进而保证孔位的精确性。
19.进一步地,所述升降驱动机构包括升降驱动缸和连杆组,升降驱动缸连接在所述龙门架和所述升降架之间,所述连杆组用于保持所述升降架平行升降。
20.有益效果是:进而保证升降架的平行升降,保证对需要进行按压工作的转塔冲组件进行有效按压,保证对各转塔冲组件的有效冲孔工作
21.进一步地,所述连杆组包括左连接臂、右连接臂、左上连杆、左下连杆、右上连杆、右下连杆和中间连杆,中间连杆垂直于升降架的升降方向设置,左连接臂的上端和右连接臂的上端分别固连在所述龙门架上,左连接臂和右连接臂分布在所述升降驱动缸的左右两侧,左上连杆的上端与左连接臂的下端铰接,左下连杆的下端与所述升降架铰接,右上连杆的上端与右连接臂的下端连接,右下连杆的下端与升降架铰接;
22.左上连杆的下端和左下连杆的上端和中间连杆的左端在第一转轴处铰接;
23.右上连杆的下端和右下连杆的上端和中间连杆的右端在第二转轴处铰接。
24.有益效果是:利于保证升降架的顺畅地平行升降,进而保证冲孔工作的准确性、顺畅性。
25.进一步地,所述转塔冲组件包括上限位件,所述复位件为第一压缩弹簧,上限位件固连在所述冲头杆的上端,第一压缩弹簧穿套在冲头杆上,第一压缩弹簧位于所述套筒上端以上,第一压缩弹簧位于上限位件以下。
26.有益效果是:有利于保证冲头杆的顺畅下压以及回弹,也利于通过升降架的升降带动对应的挡块对冲头杆的上端形成有效地按压工作。
27.进一步地,所述套筒的上端设有上挡环,所述套筒上套设有支架板,挡环位于支架
板的上方,每个支架板各穿套有两个支架螺栓,支架板能相对支架螺栓滑动,支架螺栓可拆卸地连接在所述冲头架上,支架螺栓上穿套有第二压缩弹簧,第二压缩弹簧位于支架板和所述冲头架之间。
28.有益效果是:这在退料过程中利于方便退料工作,也利于对转塔冲头组件进行快速更换工作。当需要更换转塔冲组件的时候,将套筒从对应的支架板上拔出,然后新的转塔冲组件的套筒插入即可。
29.进一步地,任意两个相邻的挡块中,其中一个挡块的下表面高于另一个挡块的下表面。
30.有益效果是:这适用于瓦楞板的弯曲形态,保证冲孔的深度。
31.进一步地,所述托举轮的母线的弯曲方向与被加工的瓦楞板的弯曲特征相吻合。
32.有益效果是:利于对瓦楞板进行稳定的托举工作,也利于瓦楞板顺畅相对龙门架移动。
33.进一步地,每个所述托举轮各对应设置一个轮架,托举轮转动连接在对应的轮架上,轮架可拆卸的连接在所述龙门架上。
34.有益效果是:便于托举轮的检修工作。
附图说明
35.图1为瓦楞板的端面示意图;
36.图2为本实用新型实施方式的示意图;
37.图3为冲压机的立体示意图;
38.图4为图3中的a部分放大图;
39.图5为图3的俯视示意图;
40.图6为图5的b-b剖面示意图;
41.图7为对图6的另一种标号展示形式;
42.图8为图6中c部分的放大图;
43.图9为图3的后视图;
44.图中:1瓦楞板,2开卷机,21冷弯成型机,3底座,4龙门架,41龙门口, 42托举轮,43丝杠,44螺母件,45丝杠驱动电机,46轮架,47升降驱动缸, 5冲头架,51通道口,6下模座,61下模孔,7升降架,71冲头杆通道,72挡块,73挡块驱动装置,8套筒,81冲头杆,82限位件,83第一压缩弹簧,84 挡环,85支架板,86支架螺栓,87第二压缩弹簧,9左连接臂,91右连接臂, 92左上连杆,93左下连杆,94右上连杆,95右下连杆,96中间连杆,97第一转轴,98第二转轴。
具体实施方式
45.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
46.为了方便描述,定义在加工过程中瓦楞板是沿从“前”至“后”的方向进行输送的。
47.如图1所示,瓦楞板的柔性生产指的是将瓦楞板1加工成为波浪型。
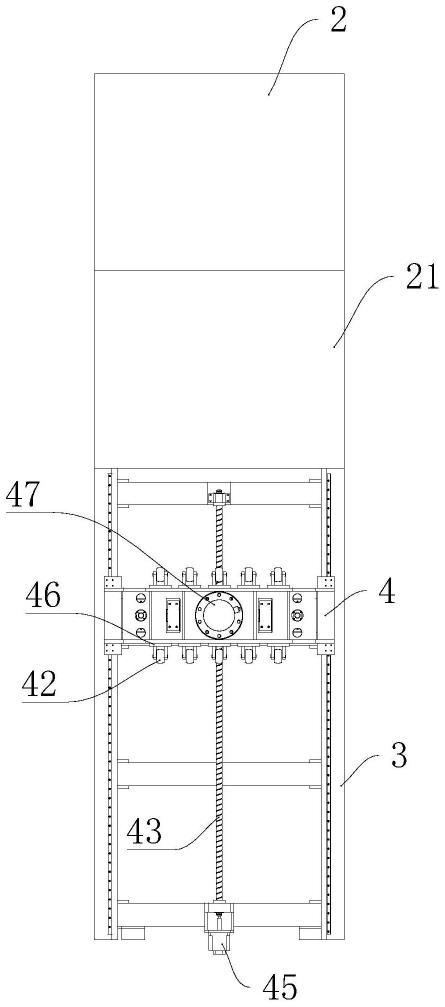
48.如图2所示,一种瓦楞板在线柔性生产线,包括依次设置的开卷机2、冷弯成型机21和冲压机。由于开卷机2和冷弯成型机21属于现有技术,这里不再对其具体结构和工作原理做赘述,在附图中对两者也只是用两个矩形进行示意性表示。
49.如图2至图9所示,冲压机包括底座3、龙门架4、冲头架5、下模座6和升降架7。龙门架4滑动连接在底座3上,龙门架4和底座3之间设有滑动驱动机构,滑动驱动机构用于驱动龙门架4在底座3上的滑动;龙门架4包括龙门口41,冲头架5包括通道口51,下模座6设在通道口51中,冲头架5上连接有若干的转塔冲组件。转塔冲组件包括套筒8、冲头杆81和复位件,冲头杆81 沿上下方向滑动连接在套筒8中,冲头杆81的上端露出套筒8件的上端,复位件用于被下压的冲头杆81的回弹,套筒8位于下模座6的上方,套筒8设在冲头架5上,下模座6设有若干的下模孔61,每个下模孔61各与一个冲头杆81 对齐。下模座的上表面的弯曲方向与瓦楞板的弯曲方向相匹配。升降架7位于冲头架5的上方,升降架7沿上下方向滑动连接在龙门架4上,升降架7与龙门架4之间连接有升降驱动机构,升降架7上设有冲头杆通道71,冲头杆通道 71位于冲头杆81的上方。升降架7上滑动连接有若干的挡块72,挡块72位于冲头杆通道71的侧方。挡块72能滑进和滑出冲头杆通道71,每个挡块72各连接有挡块驱动装置73,每个转塔冲组件对应设置一个挡块72。
50.如图2至图9所示,本实用新型的工作原理是:通过开卷机2来对板材卷进行开卷,并对开卷后的板材进行校平、裁切,然后通过冷弯成型机来对板材进行冷弯成型,进而折弯成波浪形,进而形成瓦楞板。成型后的瓦楞板穿过龙门口41、通道口51,然后成型后的瓦楞板停止输送,通过冲压机进行冲孔动作。本实用新型中的冲压机的有益效果在于,利于灵活、快速调整冲孔位置,利于提高冲孔工作的灵活性;其实现该技术效果的原理在于:若要调整/选择瓦楞板在其宽度方向上的冲孔位置,需要进行冲孔位置所在的冲头杆81上方的挡块72 运动至该冲头杆81的上方,不需要冲孔位置所在的冲头杆上方的挡块从该冲头杆的上方移开,然后升降架7下降,然后伸到冲头杆81上方的挡块72将位于其下方的冲头杆81下压对瓦楞板进行冲孔工作;而那些其上方的挡块没有伸出冲头杆则不会被下压至冲孔状态。所以,本实用新型能够灵活地调整在瓦楞板的宽度方向上的冲孔位置,调整冲孔位置的过程中并不需要进行转塔冲组件的临更换、拆装工作。若要调整在瓦楞板长度方向上的冲孔位置,则将瓦楞板停止输送,然后龙门架移动,进而调整转塔冲组件在瓦楞板长度方向上的对应位置,进而调整冲孔位置。在上述加工过程中,涉及到对被加工板材的输送动力,可利用开卷机2或冷弯成型机3对板材施加的输送力,也可以通过在底座3后端设置一组现有技术中的用于对板材进行输送的装置辅助输送,对于板材的输送或暂时固定或定位,这些属于现有技术,在此不再赘述。
51.如图1、图3和图5所示,龙门架4的前后两侧各转动连接有若干的托举轮 42,各托举轮42分布在龙门口41的前后两侧。托举轮42用于对穿过龙门口41 和通道口51的被加工瓦楞板形成一定的托举,保证被加工瓦楞板与龙门架4之间能够顺畅的相对移动,进而方便准确地调整两者的相对位置,进而方便调整在瓦楞板长度方向上的加工位置。托举轮42的母线的弯曲方向与被加工的瓦楞板1的弯曲特征相吻合,便于与被加工瓦楞板贴合,提高其对瓦楞板的托举和导向效果。每个托举轮42各对应设置一个轮架46,托举轮42转动连接在对应的轮架46上,轮架46可拆卸的连接在龙门架4上,便于托举轮的拆装工作。
52.如图2、图3、图5、图6和图7所示,滑动驱动机构包括丝杠43、螺母件 44和丝杠驱动电机45。丝杠43转动连接在底座3上,螺母件44与丝杠43配合,螺母件44连接在龙门架4上。丝杠驱动电机45与丝杠43传动连接,用于传递扭矩。滑动驱动机构的这种结构,利于精确的调整龙门架4在底座3上滑动的行程,进而利于准确的调整板材与转塔冲组件的相对位置,进而保证孔位的精确性。
53.如图2、图3、图5、图7和图9所示,升降驱动机构包括升降驱动缸47和连杆组,升降驱动缸47连接在龙门架4和升降架7之间,连杆组用于保持升降架7平行升降。进而保证升降架的平行升降,保证对各转塔冲的有效冲孔工作。连杆组包括左连接臂9、右连接臂91、左上连杆92、左下连杆93、右上连杆94、右下连杆95和中间连杆96。中间连杆96垂直于升降架7的升降方向设置,左连接臂9的上端和右连接臂91的上端分别固连在龙门架4上。左连接臂9和右连接臂91分布在升降驱动缸47的左右两侧,左上连杆92的上端与左连接臂9 的下端铰接,左下连杆93的下端与升降架7铰接,右上连杆94的上端与右连接臂91的下端连接,右下连杆95的下端与升降架7铰接。左上连杆92的下端和左下连杆93的上端和中间连杆96的左端在第一转轴97处铰接;右上连杆94 的下端和右下连杆95的上端和中间连杆96的右端在第二转轴98处铰接。这能够保证升降架的顺畅地平行升降,进而保证冲孔工作的顺畅性。
54.如图4、图6和图8所示,转塔冲组件包括上限位件82,复位件为第一压缩弹簧83。上限位件82固连在冲头杆81的上端,第一压缩弹簧83穿套在冲头杆81上,第一压缩弹簧83位于套筒8上端以上,第一压缩弹簧83位于上限位件82以下。有利于保证冲头杆81的顺畅下压以及回弹,也利于通过升降架的升降带动对应的挡块对冲头杆的上端形成有效地按压工作。
55.如图4、图6和图8所示,套筒8的上端设有上挡环84。套筒8上套设有支架板85,挡环84位于支架板的上方,每个支架板85各穿套有两个支架螺栓 86,支架板85能相对支架螺栓86滑动。支架螺栓86可拆卸地连接在冲头架5 上,支架螺栓86上穿套有第二压缩弹簧87,第二压缩弹簧87位于支架板85和冲头架5之间。这在退料过程中利于方便退料工作,也利于对转塔冲头组件进行快速更换工作。当需要更换转塔冲组件的时候,将套筒从对应的支架板上拔出,然后新的转塔冲组件的套筒插入即可。
56.如图6所示,任意两个相邻的挡块72中,其中一个挡块72的下表面高于另一个挡块的下表面。这适用于瓦楞板的弯曲形态,保证冲孔的深度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1