一种钥匙扣生产设备的装销机构的制作方法
1.本实用新型属于机械生产领域,尤其是涉及一种钥匙扣生产设备的装销机构。
背景技术:
2.目前市场上的钥匙扣产品多为自锁式钥匙扣,该类钥匙扣一般由钥匙扣环和扣合件组成,扣合件能够保持与钥匙扣环的扣接状态,而这类钥匙扣环的组装目前主要是人工手工组装完成,操作人员将钥匙扣环内弹簧安装到位并和扣合件对位后,采用铆接机用铆钉将钥匙扣环和扣合件铆到一起,手工组装钥匙扣不仅效率低下,产品质量参差不齐,质量稳定性差,而且由于钥匙扣结构小巧,铆接时不容易对位,常需要操作人员调整位置,这常会导致安全事故,给操作人员带来危险,现在多改为采用钥匙扣自动组装设备进行钥匙扣的自动组装。
3.现有技术如中国专利申请号201821233193.5,公布日为2018.08.01,其公开了一种钥匙扣自动组装机,包括工作台和设置在所述工作台上并与电机连接的转盘机构,所述转盘机构上设有若干个绕所述转盘机构的中心均匀分布的治具,沿所述转盘机构的转动方向在工作台上依次设有钥匙扣的进料机构、用于将装配好弹簧的扣合件安装到钥匙扣的组装机构、定位机构、对组装后钥匙扣进行装销的装销机构、铆接机构和出料机构,但是在该实用新型在装销过程实际应用中容易对不准销孔位置导致销无法插入的问题。
技术实现要素:
4.本实用新型的目的在于提供一种钥匙扣生产设备的装销机构,本实用新型组装过程简单有效,且还能防止销孔的位置不对而导致销无法插入的问题。
5.为达到上述目的,一种钥匙扣生产设备的装销机构,包括工作台、设置在工作台上的转盘、设置在转盘上的治具以及装销机构,所述装销机构设置在转盘一侧的工作台上,所述装销机构包括抓销装置、销振动盘、第七进料导轨、送销组件、支撑板和销孔定位装置,所述第七进料导轨通过第七进料导轨支撑座设置在工作台上,在第七进料导轨的一端连接有销振动盘,第七进料导轨的另一端连接送销组件,所述送销组件通过支撑板固定在工作台上,在第七进料导轨的一侧设有抓销装置;所述销孔定位装置位于转盘的下方;治具上设有用于放置钥匙扣的容置槽,在容置槽的下方设有销定位槽,所述销孔定位装置与销定位槽相对应设置。
6.以上设置,在对销进行送料时,销振动盘向第七进料导轨输送销,通过第七进料导轨输送至送销组件上,通过第七进料导轨一侧的抓销装置将销从送销组件上转移至治具中,在销的输送过程中,销孔定位装置通过销定位槽对放置在容置槽内的钥匙扣的销孔进行定位,从而防止销孔的位置不对而导致销无法插入销孔的问题。
7.进一步的,所述销孔定位装置包括销孔定位气缸、销孔定位支撑座、销孔定位滑座、销孔定位导轨、销孔定位板和销孔定位柱,所述销孔定位气缸设置在工作台的下方,在转盘下方的工作台上设有销孔定位支撑座,在销孔定位支撑座上设有销孔定位导轨,所述
销孔定位滑座滑动的设置在销孔定位导轨上,所述销孔定位气缸的推杆穿过工作台并与销孔定位滑座相连,位于销孔定位滑座上设有销孔定位板,所述销孔定位板上设有销孔定位柱,在治具的基座上还设有销定位槽,所述销孔定位柱与销定位槽相对应设置。
8.以上设置,当需要对销孔进行定位时,销孔定位气缸驱动销孔定位滑座向上移动,进而带动销孔定位柱插入到位于销定位槽上的销孔内,通过销孔定位柱将钥匙扣的销孔进行定位,使得销孔的位置准确无误。
9.进一步的,所述送销组件包括送销气缸、送销底座和送销基座,所述送销底座设置在支撑板上,在送销底座的一端设有送销气缸,所述送销基座活动的设置在送销底座上并与送销气缸的推杆连接,第七进料导轨位于送销底座的一侧,在送销基座靠近第七进料导轨的一侧上设有销放置槽,所述销放置槽与第七进料导轨相对应设置,在送销底座靠近第七进料导轨且靠近送销气缸的一侧上设有送销平台,所述抓销装置与送销平台相对应设置。
10.以上设置,在对销进行送料时,销振动盘向第七进料导轨输送销,通过第七进料导轨输送至送销组件中的销放置槽后,送销气缸回缩推杆将送销基座移动至送销平台上,抓销装置与送销平台相对应设置,便于抓销装置抓取销进行转移。
11.进一步的,所述抓销装置包括第七支架、第十一气缸、第十一滑座、第十二气缸、第十二滑座和销夹爪组件,所述第十一气缸设置在第七支架上,所述第十一滑座活动设于所述第七支架上并与所述第十一气缸的推杆连接,第十二气缸固定在第十一滑座的后端面上,在第十一滑座的前端面上设有第十一滑座导轨,所述第十二滑座活动设于第十一滑座导轨上并与所述第十二气缸的推杆连接,所述销夹爪组件设于所述第十二滑座上;所述销夹爪组件与送销平台相对应设置。
12.以上设置,当销被送至送销平台上后,第十一气缸驱动第十一滑座向送销平台的中的销放置槽上的方向移动,第十二气缸驱动第十二滑座向下移动将销夹爪组件移动销放置槽中,销夹爪组件抓住销,然后第十一气缸驱动第十一滑座向治具的方向移动将销夹爪组件移动至钥匙扣的销孔上后,第十二气缸驱动第十二滑座向下移动将销夹爪组件移动至销孔上,销夹爪组件松开销,由此将销放入到销孔内。
13.进一步的,所述销夹爪组件包括销夹爪、推销杆、推杆气缸、销夹爪气缸和销夹爪底座,所述销夹爪气缸固定在第十二滑座上,在销夹爪气缸上设有销夹爪底座,在销夹爪底座上设有推杆气缸,所述推杆气缸连接推销杆,在销夹爪气缸的输出端上设有销夹爪,所述推销杆位于销夹爪之间。
14.以上设置,当销移动至送销平台上后,销夹爪气缸控制销夹爪夹紧销,当销夹爪组件抓住销移动至销孔上时,销夹爪气缸控制销夹爪松开,销放入到销孔内,推杆气缸驱动推销杆向下移动,将销完全插入到销孔内,由此完成销的组装,组装过程简单有效,且通过推销杆可更好的保证销可以完全插入到销孔内。
15.进一步的,在支撑板上还设有送销固定组件,所述送销固定组件包括送销固定气缸,送销固定座、送销固定滑座和送销固定块,所述送销固定气缸设置在支撑板的下方,在支撑板的上方设有送销固定座,在送销固定座上设有送销通槽,所述送销固定滑座滑动的设置在送销通槽内,所述送销固定滑座的底端连接送销固定气缸的推杆,所述送销固定滑座的顶端连接送销固定块,所述送销固定块位于治具的容置槽上方。
16.以上设置,当销夹爪组件将销夹紧时,送销固定气缸驱动送销固定滑座向下移动,进而带动送销固定座向下移动压制扣环,使得扣环不会发生位移,由此方便后续的定位操作。
附图说明
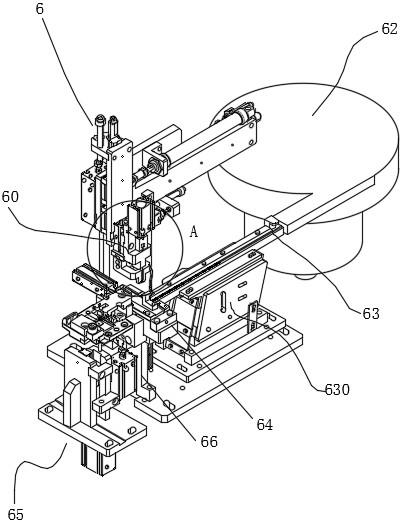
17.图1为本实用新型中的装销机构的结构示意图。
18.图2为本实用新型中的抓销装置结构示意图。
19.图3为本实用新型中的送销组件结构示意图。
20.图4为本实用新型中的销孔定位装置结构示意图。
21.图5为图1中a的放大图。
22.图6为图3中b的放大图。
23.图7为本实用新型中的治具的结构示意图。
24.图8为本实用新型中的治具的仰视图。
25.图9为本实用新型中的平面布置图。
具体实施方式
26.下面结合附图和具体实施方式对本实用新型做进一步详细说明。
27.如图1—7所示,一种钥匙扣生产设备的装销机构,包括工作台9、设置在工作台9上的转盘10、设置在转盘10上的治具11以及装销机构6,所述装销机构6设置在转盘10一侧的工作台9上,所述装销机构6包括抓销装置60、销振动盘62、第七进料导轨63、送销组件64、支撑板66和销孔定位装置65,所述第七进料导轨63通过第七进料导轨支撑座630设置在工作台9上,在第七进料导轨63的一端连接有销振动盘62,在销振动盘62内放置有销,第七进料导轨63的另一端连接送销组件64,所述送销组件64通过支撑板66固定在工作台9上,在第七进料导轨63的一侧设有抓销装置60;所述销孔定位装置65位于转盘机构10的下方;治具11上设有用于放置钥匙扣的容置槽114(如图7、图8所示),在容置槽的下方设有销定位槽1144,所述销孔定位装置65与销定位槽1144相对应设置。
28.以上设置,在对销进行送料时,销振动盘62向第七进料导轨63输送销,通过第七进料导轨63输送至送销组件上,通过第七进料导轨63一侧的抓销装置60将销从送销组件64上转移至治具11中,在销的输送过程中,销孔定位装置65通过销定位槽1144对放置在容置槽114内的钥匙扣的销孔进行定位,从而防止销孔的位置不对而导致销无法插入销孔的问题。
29.如图3和图6所示,所述送销组件64包括送销气缸641、送销底座642和送销基座643,所述送销底座642设置在支撑板66上,在送销底座642的一端设有送销气缸641,所述送销基座643活动的设置在送销底座642上并与送销气缸641的推杆连接,第七进料导轨63位于送销底座642的一侧,在送销基座643靠近第七进料导轨63的一侧上设有销放置槽6430,所述销放置槽6430与第七进料导轨63相对应设置,在送销底座642靠近第七进料导轨63且靠近送销气缸641的一侧上设有送销平台6420,所述抓销装置60与送销平台6420相对应设置。
30.以上设置,在对销进行送料时,销振动盘62向第七进料导轨63输送销,通过第七进料导轨63输送至送销组件64中的销放置槽6430后,送销气缸641回缩推杆将送销基座移动
至送销平台6420上,抓销装置60与送销平台6420相对应设置,便于抓销装置60抓取销进行转移;在本实施例中,销振动盘62的具体送料方式为现有技术,以下将不再累述。
31.如图1和图2所示,所述抓销装置60包括第七支架61、第十一气缸613、第十一滑座614、第十二气缸615、第十二滑座616和销夹爪组件617,所述第十一气缸613设置在第七支架61上,所述第十一滑座614活动设于所述第七支架61上并与所述第十一气缸613的推杆连接,第十二气缸615固定在第十一滑座614的后端面上,在第十一滑座614的前端面上设有第十一滑座导轨6140,所述第十二滑座616活动设于第十一滑座导轨6140上并与所述第十二气缸615的推杆连接,所述销夹爪组件617设于所述第十二滑座616上;所述销夹爪组件617与送销平台6420相对应设置。
32.以上设置,当销被送至送销平台6420上后,第十一气缸613驱动第十一滑座614向送销平台6420的方向移动,第十二气缸615驱动第十二滑座616向下移动将销夹爪组件617移动至送销平台6420,销夹爪组件617抓住销,然后第十一气缸613驱动第十一滑座614向治具11的方向移动将销夹爪组件617移动至钥匙扣的销孔上后,第十二气缸615驱动第十二滑座616向下移动将销夹爪组件617移动至销孔上,销夹爪组件617松开销,由此将销放入到销孔内。
33.如图5所示,所述销夹爪组件617包括销夹爪61730、推销杆6171、推杆气缸6172、销夹爪气缸6173和销夹爪底座6174,所述销夹爪气缸6173固定在第十二滑座615上,在销夹爪气缸6173上设有销夹爪底座6174,在销夹爪底座6174上设有推杆气缸6172,所述推杆气缸6172连接推销杆6171,在销夹爪气缸6173的输出端上设有销夹爪61730,所述推销杆6171位于销夹爪61730之间。
34.以上设置,当销移动至送销平台6420上后,销夹爪气缸6173控制销夹爪61730夹紧销,当销夹爪组件617抓住销移动至销孔上时,销夹爪气缸6173控制销夹爪61730松开,销放入到销孔内,推杆气缸6172驱动推销杆6171向下移动,将销完全插入到销孔内,由此完成销的组装,组装过程简单有效,且通过推销杆可更好的保证销可以完全插入到销孔内。
35.如图6所示,在支撑板66上还设有送销固定组件644,所述送销固定组件644包括送销固定气缸6441,送销固定座6442、送销固定滑座6443和送销固定块6444,所述送销固定气缸6441设置在支撑板66的下方,在支撑板66的上方设有送销固定座6442,在送销固定座6442上设有送销通槽6445,所述送销固定滑座6443滑动的设置在送销通槽6445内,所述送销固定滑座6443的底端连接送销固定气缸6441的推杆,所述送销固定滑座6443的顶端连接送销固定块6444,所述送销固定块6444位于治具11的容置槽114上方。
36.以上设置,当销夹爪组件将销夹紧时,送销固定气缸6441驱动送销固定滑座6443向下移动,进而带动送销固定座6442向下移动压制扣环,使得扣环不会发生位移,由此方便后续的定位操作。
37.如图4所示,所述销孔定位装置65包括销孔定位气缸651、销孔定位支撑座652、销孔定位滑座653、销孔定位导轨654、销孔定位板655和销孔定位柱656,所述销孔定位气缸651设置在工作台9的下方,在转盘机构10下方的工作台9上设有销孔定位支撑座652,在销孔定位支撑座652上设有销孔定位导轨654,所述销孔定位滑座653滑动的设置在销孔定位导轨654上,所述销孔定位气缸651的推杆穿过工作台9并与销孔定位滑座653相连,位于销孔定位滑座653上设有销孔定位板655,所述销孔定位板655上设有销孔定位柱656,在治具
11上还设有销定位槽1144(在图7中示出),所述销孔定位柱656与销定位槽1144相对应设置。在本实施例中,钥匙扣的扣环的通孔与扣合件的连接孔之间形成的销孔114位于销定位槽1144上。以上设置,当需要对销孔进行定位时,销孔定位气缸驱动销孔定位滑座向上移动,进而带动销孔定位柱插入到位于销定位槽上的销孔内,通过销孔定位柱将钥匙扣的销孔进行定位,使得销孔的位置准确无误。
38.上述结构,在进行销的组装时,送销固定气缸6441驱动送销固定滑座6443向下移动,进而带动送销固定座6442向下移动压制扣环,使得扣环不会发生位移,由此方便后续的定位操作;当扣环固定完成后,销孔定位气缸651驱动销孔定位滑座653向上移动,进而带动销孔定位柱656插入到位于销定位槽1144上的销孔内,通过销孔定位柱656将钥匙扣的销孔进行定位,使得销孔的位置准确无误,当销孔定位完成后,且销夹爪组件617将销夹取后,第十一气缸驱动613第十一滑座614向治具11的方向移动将销夹爪组件617移动至钥匙扣的销孔上后,第十二气缸615驱动第十二滑座616向下移动将销夹爪组件617移动至销孔上,销夹爪组件617松开销,由此当销放入到销孔内后,推杆气缸6172驱动推销杆6171向下移动,将销完全插入到销孔内,由此完成销的组装,组装过程简单有效,且还能防止销孔的位置不对而导致销无法插入的问题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1