一种高效切削刀齿及其切割链条的制作方法
1.本发明属于锯链技术领域,具体涉及一种高效切削刀齿及其锯链。
背景技术:
2.切割刀齿是切割链条中最关键的部件,其设计的好坏直接决定了切割链条的切割能力和效率。目前切割刀齿的设计和制作都非常粗糙,导致现有切割链条的切割能力低,能耗高。人们在日常使用中既费力又费钱,整个使用体验非常糟糕。
技术实现要素:
3.为解决现有技术中存在的技术问题,本发明的目的在于提供一种高效切削刀齿及其切割链条。
4.为实现上述目的,达到上述技术效果,本发明采用的技术方案为:
5.一种高效切削刀齿,包括切削头、深度规和底部,所述切削头顶部为上刀面且上刀面为沿切削方向高度不断增大的倾斜面,切削头具有切削刃,切削刃通过切削齿槽与深度规分隔开;
6.所述切削刃的刃面与垂直于运行方向之间的夹角为刃口切削斜角a2,刃口切削斜角a2控制在3~50
°
之间,包含3
°
和50
°
;
7.所述切削头上表面与切割面之间的切割角为刃口切削角a1,刃口切削角a1控制在30~50
°
之间,包含30
°
和50
°
;
8.所述切削头顶部的切入角c控制在1~15
°
之间,包含1
°
和15
°
;
9.所述切削头的有效切割宽度x控制在1.0~2.85mm之间,包含1.0mm和2.85mm;
10.所述切削刃的切削背角b2控制在0.5~6
°
之间,包含0.5
°
和6
°
。
11.进一步的,所述切削刃的刃面与底部相连,深度规在底部上方前侧,切削刃在底部上方后侧,定义切削刃最高点与深度规最高点之间的竖向落差为切削深度h。
12.进一步的,所述切削深度h控制在0.3~1.25mm,包含0.3mm和1.25mm。
13.进一步的,所述深度规靠近切削刃的一端为高点,远离切削刃的一端为低点,深度规前侧呈弧状结构,切削刃与深度规之间的间距形状为圆弧形状。
14.进一步的,所述底部上均沿切削方向开设若干个链接孔,定义相邻两个链接孔之间的孔距为l。
15.进一步的,相邻两个所述链接孔之间的孔距l在4.5~12.5mm,包含4.5mm和12.5mm。
16.进一步的,所述切入角c的角度根据不同负载要求配合调整,用于使切割负载降低40%及以上;所述刃口切削角a1的角度根据不同负载要求配合调整,用于使切割负载降低40%及以上;所述刃口切削斜角a2的角度根据不同负载要求配合调整,用于使切割负载降低40%及以上。
17.本发明还公开了一种切割链条,包括如上所述的一种高效切削刀齿。
18.本发明公开的切割链条,由若干个高效切削刀齿先围成链状再通过若干个驱动链接片和连接片组装而成,所述高效切削刀齿的底部与连接片相适配,每一个切削头两端分别与一个链接片实现连接,相邻两个驱动链接片之间通过连接片实现连接。
19.进一步的,所述切割链条的有效切割宽度x控制在1.0~2.85mm之间,包含1.0mm和2.85mm,有效切割宽度x根据不同负载要求配合调整,用于降低切割负载40%及以上;所述高效切削刀齿的切削刃的刃面与垂直于运行方向之间的夹角为刃口切削斜角a2,刃口切削斜角a2控制在3~50
°
之间,包含3
°
和50
°
,所述高效切削刀齿的切削头上表面与切割面之间的切割角为刃口切削角a1,刃口切削角a1控制在30~50
°
之间,包含30
°
和50
°
,所述切削头顶部的切入角c控制在1~15
°
之间,包含1
°
和15
°
,所述切削刃的切削背角b2控制在0.5~6
°
之间,包含0.5
°
和6
°
。
20.与现有技术相比,本发明的有益效果为:
21.本发明公开了一种高效切削刀齿及其切割链条,通过结构改进极大的提高了切割链条的切割能力和效率,且切割链条轻便耐用,节约制作成本的同时为用户带来了舒适体验,实现节能环保又经济实惠的双重效果,切割刀齿的运用将会推动整个链条切割行业跨上一个新台阶。
附图说明
22.图1为本发明切削头的结构示意图;
23.图2为本发明的侧视图;
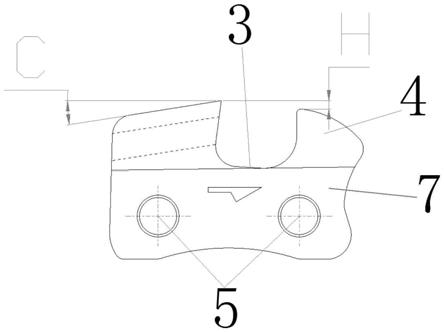
24.图3为本发明的切削头的顶部结构示意图;
25.图4为本发明的刃口切削角的示意图;
26.图5为本发明的切割链条的结构示意图。
具体实施方式
27.下面对本发明进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
28.以下给出一个或多个方面的简要概述以提供对这些方面的基本理解。此概述不是所有构想到的方面的详尽综览,并且既非旨在指认出所有方面的关键性或决定性要素亦非试图界定任何或所有方面的范围。其唯一的目的是要以简化形式给出一个或多个方面的一些概念以为稍后给出的更加详细的描述之序。
29.在本发明的描述中,术语“内”、“外”、“竖向”、“横向”、“上”、“下”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明而不是要求本发明必须以特定的方位构造和操作,因此不应当理解为对本发明的限制。
30.如图1-4所示,一方面,本技术公开了一种高效切削刀齿,包括切削头1、切削齿槽3、深度规4和底部7,切削头1顶部为上刀面且上刀面为沿切削方向高度不断增大的倾斜面,切削头1顶部最高点与切割运行方向之间的夹角为切入角c,其角度范围控制在1~15
°
之间,包含1
°
和15
°
,切入角c的角度可根据不同负载要求配合调整,切割负载可降低到现有常规切割负载的60%以下,切削头1一侧具有切削刃2,切削刃2通过切削齿槽3与深度规4分隔开,深度规4靠近切削刃2的一端为高点,远离切削刃2的一端为低点,切削刃2最高点与深度
规4最高点之间的竖向落差确定最大切削深度h,切削深度h控制在0.3~1.25mm,包含0.3mm和1.25mm,底部7上均沿切削方向开设若干个链接孔5,优选在每个切削头1的底部7上对称开设两个链接孔5,每个切削头1上相邻两个链接孔5之间的孔距l在4.5~12.5mm,包含4.5mm和12.5mm;控制切削刀齿的最小厚度s的取值范围为0.3~1.5mm。
31.切削刃2的刃面与底部7相连,底部7与连接片8相适配,深度规4在底部7上方前侧,深度规4前侧呈弧状结构,切削刃2在底部7上方后侧,切削刃2与深度规4之间的间距形状为圆弧形状,切削刃2的刃面与运行方向垂直面(竖直方向)之间的夹角为刃口切削斜角a2,刃口切削斜角a2控制在3~50
°
之间,包含3
°
和50
°
,刃口切削斜角a2的角度可根据不同负载要求配合调整,切割负载可降低到现有常规切割负载的60%以下;切削头1上表面与切割面行程之间的切割角为刃口切削角a1,刃口切削角a1控制在30~50
°
之间,包含30
°
和50
°
,刃口切削角a1的角度可根据不同负载要求配合调整,切割负载可降低到现有常规切割负载的60%以下;刃口背角b1的角度可根据不同负载要求配合调整,切割负载可降低到现有常规切割负载的60%以下,刃口背角b1为切削刃2顶部与切割运行方向的夹角;切削背角b2为切削刃2底部与切割运行方向的夹角,控制在0.5~6
°
之间,包含0.5
°
和6
°
;有效切割宽度x控制在1.0~2.85mm之间,包含1.0mm和2.85mm,有效切割宽度x可根据不同负载要求配合调整,切割负载可降低到现有常规切割负载的60%以下。
32.另一方面,本技术还公开了一种切割链条,由若干个高效切削刀齿先围成链状再通过若干个驱动链接片6和连接片8组装而成,可实现高效切割,切割能力比现有常规链条至少提高30%,工作效率高,且能确保使用者操作舒适,如图5所示。
33.每个驱动链接片6上同样对称开设两个链接孔5,切削头1通过穿过切削头1和驱动链接片6上的链接孔5的铆钉等将切削头1与驱动链接片6连接在一起,每一个切削头1两端分别与一个链接片6实现连接,每个连接片8上同样对称开设两个链接孔5,铆钉等穿过驱动链接片6和连接片8上的链接孔5将相邻两个驱动链接片6之间通过连接片8实现连接。
34.切削头1、驱动链接片6和连接片8上的链接孔5相适配。
35.本发明公开的切割链条中,切削刃2的刃面与垂直于运行方向之间的夹角为刃口切削斜角a2,刃口切削斜角a2控制在3~50
°
之间,包含3
°
和50
°
;切削头1上表面与切割面之间的切割角为刃口切削角a1,刃口切削角a1控制在30~50
°
之间,包含30
°
和50
°
;切削头1顶部的切入角c控制在1~15
°
之间,包含1
°
和15
°
;切削头1的有效切割宽度x控制在1.0~2.85mm之间,包含1.0mm和2.85mm;切削刃2的切削背角b2控制在0.5~6
°
之间,包含0.5
°
和6
°
。
36.本发明未具体描述的部分或结构采用现有技术制成,本领域的技术人员能够在现有技术基础上得到确定的结构,在此不做赘述。
37.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1