一种具有自动换刀功能的数控机床的制作方法
1.本发明属于数控机床技术领域,具体涉及一种具有自动换刀功能的数控机床。
背景技术:
2.数控机床是一种装有程序控制系统的自动化机床,在数控加工过程中,常常需要对加工的刀具进行更换,目前市面上的数控机床在需要换刀时,需要将设备进行停机,然后将刀具从刀盘上取下,更换好刀具后再将刀具安装至刀盘上,操作相当不便,不利于提高设备的工作效率;在生产过程中,需要将工件夹持至夹持机构上,而目前市面上机床大多通过机械手来完成这一操作,容易增大设备成本,并且机械手装夹的方式较为不稳定,常常容易发生设备停机的现象。
技术实现要素:
3.针对以上不足,本发明所要解决的技术问题是提供一种具有自动换刀功能的数控机床为解决以上技术问题,本发明采用的技术方案是,一种具有自动换刀功能的数控机床,包括机床床身、工件夹持机构、工件输送机构、换刀机构、换刀机械手、刀具移动机构和放置于换刀机构上的刀柄,工件夹持机构转动安装在机床床身上,工件输送机构与工件夹持机构适配,刀具移动机构滑动安装在机床床身上,且刀具移动机构与工件夹持机构适配,在换刀机构上放置有刀柄,换刀机构通过换刀机械手与刀具移动机构适配,以将刀具移动机构上的刀柄移动至刀具移动机构上。
4.进一步的,工件输送机构包括进料滑道、装夹组件和出料滑道,出料滑道安装在机床床身上,且与工件夹持机构适配,进料滑道安装在装夹组件上,装夹组件与工件夹持机构适配,将进料滑道上的工件装夹至工件夹持机构上。
5.进一步的,装夹组件包括安装架、滑动安装架、升降气缸和夹持气缸,安装架固定安装在机床床身上,滑动安装架滑动安装在安装架内,升降气缸安装在安装架上,且与滑动安装架连接,驱动滑动安装架上下移动,夹持气缸通过导向柱安装在滑动安装架上,在导向柱上安装有推料杆,推料杆与夹持气缸连接。
6.进一步的,刀具移动机构包括刀具横移件、刀具纵移件和装刀器,刀具横移件安装在机床床身上,刀具纵移件安装在刀具横移件上,装刀器通过刀架固定安装在刀具纵移件上。
7.进一步的,装刀器包括刀座、装刀组件和刀柄安装件,装刀组件安装在刀座内,刀柄安装件固定安装在刀柄上,装刀组件内成型有插接口,刀柄安装件与插接口适配。
8.进一步的,装刀组件包括装刀锁止件和拆刀撑开件,装刀锁止件滑动安装在刀座内,插接口成型在装刀锁止件上,拆刀撑开件与装刀锁止件适配,将插接口的直径撑大。
9.进一步的,换刀机械手包括机械手横梁、机械手横移件、机械手竖向移动件和机械手夹持件,机械手横梁固定安装在机床床身上,机械手竖向移动件通过机械手横移件滑动
安装在机械手横梁上,机械手夹持件安装在机械手竖向移动件上。
10.进一步的,机械手横移件包括机械手横移支架、机械手横移电机、横移齿轮和横移齿条,机械手横移支架通过滑轨滑块安装在机械手横梁上,机械手横移电机安装在机械手横移支架内,横移齿轮安装在机械手横移电机上,横移齿条安装在机械手横梁上,横移齿轮、横移齿条相互啮合。
11.进一步的,机械手竖向移动件包括竖直移动杆、机械手竖直电机、竖向齿轮和竖向齿条,竖直移动杆通过滑轨滑块安装在机械手横移支架上,机械手竖直电机安装在机械手横移支架上,竖向齿轮安装在机械手竖直电机上,竖向齿条安装在竖直移动杆上,竖向齿轮、竖向齿条相互啮合。
12.进一步的,换刀机构包括换刀座和刀柄移动机构,换刀座安装在刀柄移动机构上,通过刀柄移动机构驱动换刀座移动,换刀座上成型有定位槽,刀柄通过定位槽定位放置于换刀座上。
13.进一步的,刀柄包括相互连接的刀具安装头、刀柄定位段和刀柄安装段,刀具安装头与定位槽适配。
14.进一步的,换刀座包括刀具固定板、刀柄固定板和连接板,刀具固定板、刀柄固定板分别固定连接在连接板上,定位槽成型在刀具固定板上。
15.本发明的有益效果是,(1)工件输送机构与工件夹持机构配合,将待加工的工件移动至工件夹持机构上,实现工件的自动上下料,提高本数控机床的加工效率,并且本工件输送机构的结构更为简单,可以大大提高工件输送的稳定性,保证数控机床持续工作。
16.(2)通过换刀机械手将刀具移动机构上的刀柄移动安装至刀具移动机构上,实现自动换刀,在设备不停机的情况下对刀具进行更换,大大提高数控机床的工作效率。
附图说明
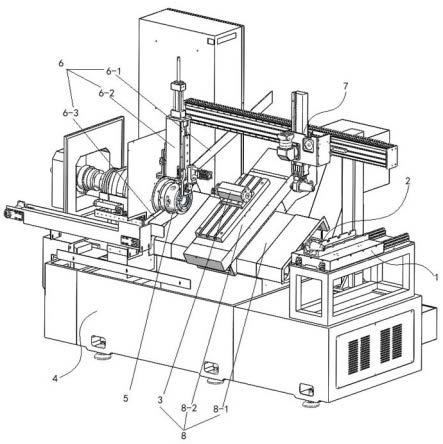
17.图1是本发明的结构示意图。
18.图2是换刀装置的结构示意图。
19.图3是a处的局部放大图。
20.图4是刀柄移动机构隐去安装板后的结构示意图。
21.图5是刀柄的结构示意图。
22.图6是装刀机构的结构示意图。
23.图7是装刀机构的半剖示意图。
24.图8是装刀机构的展开示意图。
25.图9是装刀锁止件的结构示意图。
26.图10是工件输送机构的结构示意图。
27.图11是换刀机械手的结构示意图。
28.图12是本发明的正视图。
29.附图标记:换刀机构1,换刀座1-1,刀柄移动机构1-3,定位槽1-4,刀具固定板1-5,刀柄固定板1-6,连接板1-7,刀柄限位槽1-8,竖直侧壁1-9,导向侧壁1-10,限位侧壁1-11,刀柄移动底座1-12,安装板1-13,滑杆滑块件1-14,驱动电机1-15,齿条1-16,驱动齿轮1-17,刀柄2,刀具安装头2-1,刀柄定位段2-2,刀柄安装段2-3,定位面2-4,装刀器3,刀座3-1,
刀柄3-2,装刀组件3-3,刀柄安装件3-4,插接口3-5,装刀锁止件3-6,拆刀撑开件3-7,插接孔3-8,卡接环3-9,形变槽3-10,撑开导向面3-11,锁紧导向面3-12,锥形筒3-13,刀座安装孔3-14,法兰3-15,法兰导向面3-16,刀柄安装孔3-17,插接导向段3-18,锁止段3-19,插接限位段3-20,刀柄连接段3-21,插接斜面3-22,机床床身4,工件夹持机构5,工件输送机构6,进料滑道6-1,装夹组件6-2,出料滑道6-3,安装架6-4,滑动安装架6-5,升降气缸6-6,夹持气缸6-7,导向柱6-8,推料杆6-9,工件限位块6-10,换刀机械手7,机械手横梁7-1,机械手横移件7-2,机械手竖向移动件7-3,机械手夹持件7-4,机械手横移支架7-5,机械手横移电机7-6,横移齿条7-7,竖直移动杆7-8,机械手竖直电机7-9,竖向齿轮和竖向齿条7-10,刀具移动机构8,刀具横移件8-1,刀具纵移件8-2。
具体实施方式
30.下面结合附图对本发明进行进一步描述。
31.一种具有自动换刀功能的数控机床,包括机床床身4、工件夹持机构5、工件输送机构6、换刀机构1、换刀机械手7、刀具移动机构8和放置于换刀机构1上的刀柄2,工件夹持机构5转动安装在机床床身4上,工件夹持机构5对待加工的工件进行夹持、旋转,便于刀具对工件进行加工,工件输送机构6与工件夹持机构5适配,将待加工的工件移动至工件夹持机构5上,实现工件的自动上下料,提高本数控机床的加工效率,并且本工件输送机构6的结构更为简单,可以大大提高工件输送的稳定性,保证数控机床持续工作。
32.刀具移动机构8滑动安装在机床床身4上,且刀具移动机构8与工件夹持机构5适配,刀具移动机构8用于搭载刀具,便于对刀具进行移动,从而实现刀具对工件进行车削,在换刀机构1上放置有刀柄2,换刀机构1通过换刀机械手7与刀具移动机构8适配,通过换刀机械手7将刀具移动机构8上的刀柄移动安装至刀具移动机构8上,实现自动换刀,在设备不停机的情况下对刀具进行更换,大大提高数控机床的工作效率。
33.工件输送机构6包括进料滑道6-1、装夹组件6-2和出料滑道6-3,出料滑道6-3安装在机床床身4上,且与工件夹持机构5适配,加工完成的工件通过出料滑道6-3输出本数控机床外,进料滑道6-1安装在装夹组件6-2上,装夹组件6-2与工件夹持机构5适配,通过装夹组件6-2将进料滑道6-1上的工件装夹至工件夹持机构5上,实现工件的自动装夹。
34.装夹组件6-2包括安装架6-4、滑动安装架6-5、升降气缸6-6和夹持气缸6-7,安装架6-4固定安装在机床床身4上,滑动安装架6-5滑动安装在安装架6-4内,升降气缸6-6安装在安装架6-4上,且与滑动安装架6-5连接,驱动滑动安装架6-5相对安装架6-4进行上下移动,夹持气缸6-7通过导向柱6-8安装在滑动安装架6-5上,在导向柱6-8上安装有推料杆6-9,推料杆6-9与夹持气缸6-7连接,夹持气缸6-7驱动推料杆6-9进行移动,将待加工的工件推入工件夹持机构5内。
35.在本实施例中,滑动安装架6-5的下端安装有工件限位块6-10,工件限位块6-10与进料滑道6-1适配,对从进料滑道6-1进入的工件进行限位,便于推料杆将工件推入工件夹持机构5内。
36.刀具移动机构8包括刀具横移件8-1、刀具纵移件8-2和装刀器3,刀具横移件8-1安装在机床床身4上,刀具纵移件8-2安装在刀具横移件8-1上,装刀器3通过刀架固定安装在刀具纵移件8-2上。
37.应当提及的是,刀具横移件8-1、刀具纵移件8-2均采用的市面上常见的用于刀架台进行横向、纵向移动的丝杠滑块机构,本技术不涉及对用于驱动刀架台移动的刀具横移件8-1、刀具纵移件8-2进行改进。
38.装刀器3包括刀座3-1、装刀组件3-3和刀柄安装件3-4,装刀组件3-3安装在刀座3-1内,刀柄安装件3-4固定安装在刀柄2上,装刀组件3-3内成型有插接口3-5,刀柄安装件3-4与插接口3-5适配,刀柄安装件3-4插入插接口3-5内时,插接口3-5的直径变大,便于刀柄安装件3-4插入装刀组件3-3内,刀柄安装件3-4向外拔出时,插接口3-5的直径也变大,便于刀柄安装件3-4拔出,刀柄2拆装便利,并且本装刀机构直接对刀柄进行更换,无需停机,大大提高机床的生产效率。
39.在使用过程中,刀柄2受到加工工件的作用力,该作用力始终保持朝向插接口3-5,所以刀柄安装件3-4在加工过程中不会被拔出。
40.装刀组件3-3包括装刀锁止件3-6和拆刀撑开件3-7,装刀锁止件3-6滑动安装在刀座3-1内,插接口3-5成型在装刀锁止件3-6上,拆刀撑开件3-7与装刀锁止件3-6适配,将插接口3-5的直径撑大,通过装刀锁止件对刀柄安装件3-4进行锁止,防止刀柄安装件3-4从插接口3-5内滑出,通过拆刀撑开件3-7将装刀锁止件3-6撑开,便于将刀柄2拆出,提高更换刀柄的效率。
41.装刀锁止件3-6内成型有插接孔3-8,插接孔3-8的内壁上连接有卡接环3-9,插接口3-5成型在卡接环3-9内,通过卡接环3-9对刀柄安装件3-4的锁止段3-19进行卡接锁止。
42.插接孔3-8的侧壁上成型有形变槽3-10,通过形变槽3-10的设置,当插接导向段3-18插接至卡接环3-9处时,插接导向段3-18将插接口3-5的直径撑大,从而便于刀柄安装件3-4安装至插接孔3-8内。
43.插接孔3-8的前端侧壁上成型有撑开导向面3-11,通过撑开导向面3-11的设置,便于插接导向段3-18将插接口3-5撑开,装刀锁止件3-6的外侧壁上成型有锁紧导向面3-12,锁紧导向面3-12与法兰导向面3-16配合,当刀柄2受到工件的作用力时,装刀组件3-3朝向法兰3-15运动,由于法兰导向面3-16的设置,使得锁紧导向面3-12上产生收缩力,使得插接口3-5的直径发生收缩,从而将刀柄安装件3-4进行进一步锁止,保证刀柄的安装稳定性。
44.拆刀撑开件3-7上连接有锥形筒3-13,锥形筒3-13与撑开导向面3-11适配,以将形变槽3-10撑开,需要将刀柄取下时,拉动刀柄,使得刀柄安装件3-4向外移动,带动装刀组件3-3向外移动,撑开导向面3-11与锥形筒3-13的外侧壁配合,卡接口3-5撑开,从而将刀柄从装刀组件3-3上取下。
45.刀座3-1内成型有刀座安装孔3-14,装刀组件3-3安装在刀座安装孔3-14内,刀座3-1通孔上安装有法兰3-15,法兰3-15上成型有法兰导向面3-16,法兰导向面3-16与锁紧导向面3-12适配。
46.刀座3-1的另一侧端面上成型有刀柄安装孔3-17,刀柄安装孔3-17与刀座安装孔3-14连通,刀柄安装孔3-17的形状与刀柄2的形状一致。
47.刀柄安装件3-4包括相互连接的插接导向段3-18、锁止段3-19、插接限位段3-20和刀柄连接段3-21,刀柄连接段3-21固定安装在刀柄2上,锁止段3-19与插接口3-5适配,以将刀柄安装件3-4锁止。
48.插接导向段3-18的前端面上成型有插接斜面3-22,通过插接斜面3-22的设置,便
于将卡接口3-5撑开,插接限位段3-20与装刀组件3-3配合对刀柄安装件3-4的插入深度进行限位。
49.本实施例中,插接限位环3-20呈锥形,且与锥形筒3-13内壁配合,防止刀柄安装件3-4与拆刀撑开件3-7发生碰撞,影响拆刀撑开件3-7的使用寿命。
50.本装刀器的工作原理如下,(1)在装刀时,插接导向段3-18将插接口3-5撑开,使得插接口3-5、锁止段3-19锁止,从而将刀柄固定。
51.(2)换刀时,拉动刀柄,使得刀柄安装件3-4向外移动,带动装刀组件3-3向外移动,通过锥形筒3-13将卡接口3-5撑开,从而将刀柄从装刀组件3-3上取下。
52.换刀机械手7包括机械手横梁7-1、机械手横移件7-2、机械手竖向移动件7-3和机械手夹持件7-4,机械手横梁7-1固定安装在机床床身4上,机械手竖向移动件7-3通过机械手横移件7-2滑动安装在机械手横梁7-1上,机械手夹持件7-4安装在机械手竖向移动件7-3上,通过机械手夹持件4-7对刀柄2进行夹持,本实施例中的,机械手夹持件7-4采用的是气动手指结构。
53.机械手横移件7-2包括机械手横移支架7-5、机械手横移电机7-6、横移齿轮和横移齿条7-7,机械手横移支架7-5通过滑轨滑块安装在机械手横梁7-1上,机械手横移电机7-6安装在机械手横移支架7-5内,横移齿轮安装在机械手横移电机7-6上,横移齿条7-7安装在机械手横梁7-1上,横移齿轮、横移齿条7-7相互啮合。
54.机械手竖向移动件7-3包括竖直移动杆7-8、机械手竖直电机7-9、竖向齿轮和竖向齿条7-10,竖直移动杆7-8通过滑轨滑块安装在机械手横移支架7-5上,机械手竖直电机7-9安装在机械手横移支架7-5上,竖向齿轮安装在机械手竖直电机7-9上,竖向齿条7-10安装在竖直移动杆7-8上,竖向齿轮、竖向齿条7-10相互啮合。
55.换刀机构1包括换刀座1-1、刀柄2和刀柄移动机构1-3,换刀座1-1安装在刀柄移动机构1-3上,通过刀柄移动机构1-3驱动换刀座1-1移动,使得所需的刀具移动至机械手正下方的位置上,便于机械手对刀柄2进行抓取,从而实现自动换刀,无需人工介入,大大提高换刀效率。
56.换刀座1-1上成型有定位槽1-4,刀柄2通过定位槽1-4定位放置于换刀座1-1上,便于对刀柄2进行定位,从而便于机械手对刀柄2进行抓取,保证换刀的稳定性,防止换刀过程中发生刀柄2掉落的现象。
57.刀柄2包括相互连接的刀具安装头2-1、刀柄定位段2-2和刀柄安装段2-3,刀具安装头2-1与定位槽1-4适配,在安装时,刀具安装头2-1放置在定位槽1-4内,并且刀柄定位段2-2与刀具固定板1-5抵设,从而保证刀柄2的安装精度。
58.换刀座1-1包括刀具固定板1-5、刀柄固定板1-6和连接板1-7,刀具固定板1-5、刀柄固定板1-6分别固定连接在连接板1-7上,定位槽1-4成型在刀具固定板1-5上,刀具固定板1-5、刀柄固定板1-6分别对刀柄2的前后两端进行定位,保证刀柄2的安装精度。
59.刀柄固定板1-6上成型有刀柄限位槽1-8,刀柄限位槽1-8与定位槽1-4位于同一直线上,刀柄安装段2-3与刀柄限位槽1-8适配,刀柄安装段2-3的外侧壁呈锥形布设,同样的,刀柄限位槽1-8呈锥形槽,刀柄2放置过程中,由于刀柄限位槽1-8、刀柄安装段2-3均呈锥形,刀柄2受到重力作用可以发生相对滑动,使得刀柄定位段2-2抵设至刀具固定板1-5的端
面上,实现自动定位,提高刀柄2的位置精度。
60.刀柄定位段2-2的侧壁上成型有定位面2-4,刀具安装头2-1的侧面与定位面2-4位于同一平面上。
61.定位槽1-4呈开口设置,使得定位槽1-4的开口较大,便于将刀柄2放入和取出。
62.定位槽1-4包括竖直侧壁1-9、导向侧壁1-10和限位侧壁1-11,竖直侧壁1-9、限位侧壁1-11分别连接在导向侧壁1-10的两侧,竖直侧壁1-9、限位侧壁1-11呈开口设置,竖直侧壁1-9呈竖直设置,限位侧壁1-11相对竖直面倾斜设置,使得定位槽1-4具有较大的开口,便于刀柄2与定位槽1-4适配。
63.本实施例中,导向侧壁1-10的宽度与刀具安装头2-1的宽度一致,可以防止换刀座1-1移动过程中刀柄2发生晃动。
64.刀柄移动机构1-3包括刀柄移动底座1-12、安装板1-13、滑杆滑块件1-14和驱动组件,安装板1-13通过滑杆滑块件1-14安装在刀柄移动底座1-12上,驱动组件安装在刀柄移动底座1-12上,且与安装板1-13连接,驱动安装板1-13移动。
65.驱动组件包括驱动电机1-15、齿条1-16和驱动齿轮1-17,驱动电机1-15安装在刀柄移动底座1-12上,驱动齿轮1-17安装在驱动电机1-15上,齿条1-16与驱动齿轮1-17连接,且齿条1-16安装在安装板1-13的下端面上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1