一个环形件焊接装置的制作方法
1.本发明涉及焊接加工领域,具体涉及一个环形件焊接装置。
背景技术:
2.环形件的焊接要比普通标准件的焊接麻烦很多,例如两个管道焊接在一起,需要对连接处进行360
°
焊接,并确保密封。
3.但是焊接时,有些角度工人很难操作,例如管道下方。工人在管道下方焊接时火花会落在身上,甚至有可能会有融化的金属液滴滴落,既麻烦又危险。
4.而且管道焊接时,往往只能对外侧进行焊接,对其内侧很难进行焊接操作。而只焊接外侧,容易导致内侧存在缝隙,再运输物质时,杂质容易卡在这些缝隙处,造成堵塞。而且内侧缝隙的存在也会导致连接不够牢靠。
技术实现要素:
5.本发明的目的在于提供一个环形件焊接装置,通过从内侧和外侧同时进行焊接,确保环形件焊接更牢靠,密封性更好,且内侧不会有缝隙。并对焊接好的环形件进行清根打磨操作,使得内壁(包括外壁)光滑,方便物质流通,避免堵塞。环形件是通过水囊进行定位的,避免了一般夹具在出现抱死时容易在环形件侧壁上留下压痕或划痕的问题。
6.一个环形件焊接装置,包括加工工装机构、内清根机构、内焊机构和给水机构,所述加工工装机构包括加工基台、焊接筒、左定位筒和右定位筒;
7.所述左定位筒和右定位筒转动连接在加工基台上,且分别位于焊接筒的左右两侧,所述焊接筒固定连接在加工基台的中心处,且焊接筒的外侧设有外焊设备,焊接筒的底部设有外打磨轮;
8.所述内清根机构设于加工工装机构的右侧,所述内焊机构设于加工工装机构的左侧,所述给水机构包括水泵和主管道,所述主管道通过水泵与水源连通,且主管道还通过洒水管道与焊接筒连通,主管道还通过两根水囊进水管道与左定位筒和右定位筒连通。
9.优选的,所述焊接筒通过焊接筒固定座与加工基台固定连接,且焊接筒上设有焊接操作口和清根打磨操作口,所述加工基台底部固定设有外清根打磨电机,所述外清根打磨电机的输出轴与外打磨轮连接,所述外打磨轮位于清根打磨操作口处,所述加工基台侧壁上固定设有外焊设备,所述外焊设备的外焊头位于焊接操作口处。
10.优选的,所述左定位筒和右定位筒的结构相同,所述左定位筒的外侧固定连接有外齿圈,且左定位筒转动连接在左定位筒固定座上,所述加工基台底部固定设有左旋转电机,所述左旋转电机通过皮带与旋转驱动齿轮连接,所述旋转驱动齿轮与外齿圈啮合。
11.优选的,所述左定位筒的内侧设有内固定水囊,所述左定位筒的侧壁上设有与内固定水囊连通的进水口,所述进水口的内外两侧设有滤板,且进水口内活动设有封口板,所述封口板与内侧滤板之间设有弹簧,所述左定位筒固定座内还设有与进水口相配合的输水道。
12.优选的,所述焊接筒顶部设有贯通的洒水口,所述洒水口与洒水管道连通。
13.优选的,所述内清根机构包括左推进气缸和内清根打磨电机,所述内清根打磨电机固定连接在左基台上,所述左基台通过左推板与左推进气缸的输出轴连接,所述内清根打磨电机的输出轴通过加长连杆与打磨驱动齿轮连接,所述打磨驱动齿轮与打磨轮齿轮啮合,所述打磨轮齿轮固定连接在内打磨轮的转轴上,所述内打磨轮转动连接在外套壳内,所述外套壳通过加长管与左基台固定连接。
14.优选的,所述内焊机构包括右推进气缸和内焊设备,所述内焊设备固定连接在右基台上,所述右基台通过右推板与右推进气缸的输出轴连接,所述内焊设备上设有加长臂,所述加长臂的顶部设有内焊头。
15.本发明的优点在于:1、通过从内侧和外侧同时进行焊接,确保环形件焊接更牢靠,密封性更好,且内侧不会有缝隙。
16.2、并对焊接好的环形件进行清根打磨操作,使得内壁(包括外壁)光滑,方便物质流通,避免堵塞。
17.3、环形件是通过水囊进行定位的,避免了一般夹具在出现抱死时容易在环形件侧壁上留下压痕或划痕的问题。
附图说明
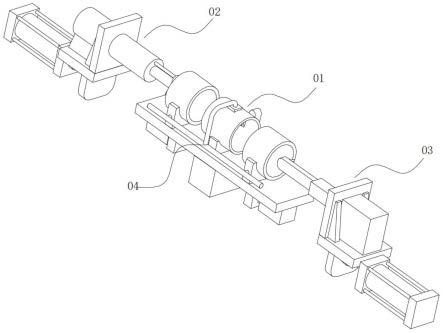
18.图1为本发明装置的整体结构示意图;
19.图2为本发明装置的正视图
20.图3为本发明装置中加工工装机构部分结构示意图;
21.图4为本发明装置中内清根机构的结构示意图;
22.图5为本发明装置中内焊机构的结构示意图;
23.图6为本发明装置中内打磨轮部分的结构示意图;
24.图7为本发明装置中焊接筒部分的结构示意图;
25.图8为本发明装置中左定位筒和右定位筒的驱动连接示意图;
26.图9为本发明装置中内固定水囊的连接示意图;
27.图10为图9中a部分的放大图;
28.其中,01、加工工装机构,02、内清根机构,03、内焊机构,04、给水机构,101、加工基台,102、焊接筒,103、左定位筒,104、右定位筒,105、外清根打磨电机,106、外焊设备,107、左旋转电机,108、右旋转电机,109、外焊头,110、焊接筒固定座,111、左定位筒固定座,112、右定位筒固定座,113、外齿圈,114、内固定水囊,116、焊接操作口,117、清根打磨操作口,118、洒水口,119、外打磨轮,120、旋转驱动齿轮,121、皮带,122、输水道,123、进水口,124、滤板,125、封口板,126、弹簧,201、左推进气缸,202、内清根打磨电机,203、左基台,204、左推板,205、加长管,206、内打磨轮,207、外套壳,208、加长连杆,209、打磨驱动齿轮,210、打磨轮齿轮,301、右推进气缸,302、内焊设备,303、右基台,304、右推板,305、加长臂,306、内焊头,401、水泵,402、主管道,403、洒水管道,404、水囊进水管道。。
具体实施方式
29.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合
具体实施方式,进一步阐述本发明。
30.如图1至图10所示,本发明包括加工工装机构01、内清根机构02、内焊机构03和给水机构04,所述加工工装机构01包括加工基台101、焊接筒102、左定位筒103和右定位筒104;
31.所述左定位筒103和右定位筒104转动连接在加工基台101上,且分别位于焊接筒102的左右两侧,所述焊接筒102固定连接在加工基台101的中心处,且焊接筒102的外侧设有外焊设备106,焊接筒102的底部设有外打磨轮119;
32.所述内清根机构02设于加工工装机构01的右侧,所述内焊机构03设于加工工装机构01的左侧,所述给水机构04包括水泵401和主管道402,所述主管道402通过水泵401与水源连通,且主管道402还通过洒水管道403与焊接筒102连通,主管道402还通过两根水囊进水管道404与左定位筒103和右定位筒104连通。
33.所述焊接筒102通过焊接筒固定座110与加工基台101固定连接,且焊接筒102上设有焊接操作口116和清根打磨操作口117,所述加工基台101底部固定设有外清根打磨电机105,所述外清根打磨电机105的输出轴与外打磨轮119连接,所述外打磨轮119位于清根打磨操作口117处,所述加工基台101侧壁上固定设有外焊设备106,所述外焊设备106的外焊头109位于焊接操作口116处。
34.所述左定位筒103和右定位筒104的结构相同,所述左定位筒103的外侧固定连接有外齿圈113,且左定位筒103转动连接在左定位筒固定座111上,所述加工基台101底部固定设有左旋转电机107,所述左旋转电机107通过皮带121与旋转驱动齿轮120连接,所述旋转驱动齿轮120与外齿圈113啮合。
35.所述左定位筒103的内侧设有内固定水囊114,所述左定位筒103的侧壁上设有与内固定水囊114连通的进水口123,所述进水口123的内外两侧设有滤板124,且进水口123内活动设有封口板125,所述封口板125与内侧滤板124之间设有弹簧126,所述左定位筒固定座111内还设有与进水口123相配合的输水道112。
36.所述焊接筒102顶部设有贯通的洒水口118,所述洒水口118与洒水管道403连通。
37.所述内清根机构02包括左推进气缸201和内清根打磨电机202,所述内清根打磨电机202固定连接在左基台203上,所述左基台203通过左推板204与左推进气缸201的输出轴连接,所述内清根打磨电机202的输出轴通过加长连杆208与打磨驱动齿轮209连接,所述打磨驱动齿轮209与打磨轮齿轮210啮合,所述打磨轮齿轮210固定连接在内打磨轮206的转轴上,所述内打磨轮206转动连接在外套壳207内,所述外套壳207通过加长管205与左基台203固定连接。
38.所述内焊机构03包括右推进气缸301和内焊设备302,所述内焊设备302固定连接在右基台303上,所述右基台303通过右推板304与右推进气缸301的输出轴连接,所述内焊设备302上设有加长臂305,所述加长臂305的顶部设有内焊头306。
39.具体实施方式及原理:
40.在焊接环形工件时,首先将两个待焊接的环形工件放入到左定位筒103和右定位筒104中,然后将两个环形工件靠拢贴近。然后水泵401向水囊进水管道404给水,水囊进水管道404中的水会进入到输水道112中(需要确保进水口123的原始位置是与输水道112对准的),输水道112中水压会将进水口123中的封口板125顶开,使得内固定水囊114中进水,内
固定水囊114中进水膨胀将环形工件牢牢固定住。
41.需要注意的是,两个待焊接环形工件固定好后,需要确保他们的连接处正好位于焊接操作口116和清根打磨操作口117处。
42.准备工作做好后,左推进气缸201和右推进气缸301同时工作,使得内焊头306和内打磨轮206伸入到两个待焊接环形工件中,直至内焊头306位于焊接操作口116处,以及内打磨轮206位于清根打磨操作口117处。此时左推进气缸201和右推进气缸301伸出到位并停止。
43.然后启动外焊设备106和内焊设备302,内焊头306和外焊头109同时对两个待焊接环形工件的连接处进行焊接操作。与此同时,左旋转电机107和右旋转电机108启动,左定位筒103和右定位筒104同步旋转,使得两个待焊接环形工件缓慢转动,最终实现对环形工件的360
°
焊接。
44.在焊接操作开始后内清根打磨电机202和外清根打磨电机10也随后启动,同步驱动外打磨轮119和内打磨轮206、转动,对焊接好的环形工件进行内外同时打磨清根。
45.再然后启动水泵401随后向洒水管道403给水,洒水管道403给水通过洒水口118淋下,对焊接并打磨好的环形工件进行水冷降温处理。
46.焊接加工结束后,左推进气缸201和右推进气缸301驱动内清根机构02和内焊机构03复位,然后通过顶针顶开封口板125放水,使得内固定水囊114收缩松开环形工件,最后取下环形工件即可。需要注意的是,环形工件取下后,进水口123需要复位到原始位置。
47.基于上述,本发明
48.通过从内侧和外侧同时进行焊接,确保环形件焊接更牢靠,密封性更好,且内侧不会有缝隙。并对焊接好的环形件进行清根打磨操作,使得内壁(包括外壁)光滑,方便物质流通,避免堵塞。环形件是通过水囊进行定位的,避免了一般夹具在出现抱死时容易在环形件侧壁上留下压痕或划痕的问题。
49.由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1