一种内螺纹加工机床、内螺纹及内螺纹刀具加工方法与流程
1.本技术涉及机加工领域,尤其涉及一种内螺纹刀具加工方法。
背景技术:
2.螺纹加工一般采用车削、铣削、磨削、挤压等方式,例如采用车刀车削螺纹、采用盘状铣刀02铣削螺纹等等。
3.在工件01内加工内螺纹时,受部分内螺纹的参数限制,若采用盘状铣刀02加工,极易出现盘状铣刀02的刀柄与工件01的内孔干涉的现象,此时就需要采用成型立铣刀进行加工。然而,利用成型立铣刀在工件01内加工内螺纹时,普遍存在螺纹过切问题,尤其是当内螺纹的螺纹导程大且螺旋升角大时,换言之,常规的成型立铣刀无法实现具有大螺纹导程、大螺旋升角的内螺纹的加工作业。
技术实现要素:
4.本技术的目的是提供一种内螺纹刀具加工方法,按照该内螺纹刀具加工方法可以加工得到一种适用于内螺纹加工作业的成型立铣刀,此成型立铣刀能够满足具有大螺纹导程、大螺旋升角的内螺纹的加工作业要求。本技术的另一目的是提供一种内螺纹加工机床,包括按照前述内螺纹刀具加工方法加工得到的内螺纹刀具。本技术的再一目的是提供一种内螺纹加工方法,可应用于前述内螺纹加工机床。
5.为实现上述目的,本技术提供一种内螺纹刀具加工方法,包括:
6.根据目标内螺纹的特征参数选定用于加工目标内螺纹的标准牙型;
7.将标准牙型转换为目标内螺纹在法向平面的法向平面牙型;
8.加工具有法向平面牙型的成型立铣刀。
9.在一些实施例中,根据目标内螺纹的特征参数选定可用于加工目标内螺纹的标准牙型的步骤具体包括:
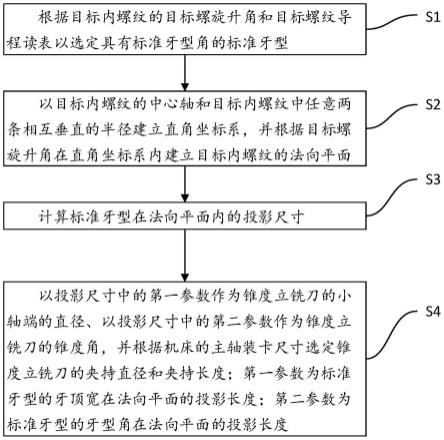
10.根据目标内螺纹的目标螺旋升角和目标螺纹导程读表以选定具有标准牙型角的标准牙型。
11.在一些实施例中,将标准牙型转为目标内螺纹在法向平面的法向平面牙型的步骤包括:
12.以目标内螺纹的中心轴和目标内螺纹中任意两条相互垂直的半径建立直角坐标系,并根据目标螺旋升角在直角坐标系内建立目标内螺纹的法向平面;
13.计算标准牙型在法向平面内的投影尺寸;
14.根据投影尺寸中的特征参数设计成型立铣刀。
15.在一些实施例中,标准牙型为梯形牙型;成型立铣刀为锥度立铣刀。
16.在一些实施例中,根据投影尺寸中的特征参数设计成型立铣刀的步骤具体包括:
17.以投影尺寸中的第一参数作为锥度立铣刀的小轴端的直径、以投影尺寸中的第二参数作为锥度立铣刀的锥度角,并根据机床的主轴装卡尺寸选定锥度立铣刀的夹持直径和
夹持长度;第一参数为标准牙型的牙顶宽在法向平面的投影长度;第二参数为标准牙型的牙型角在法向平面的投影长度。
18.本技术提供一种内螺纹加工机床,包括具有主轴头的机床本体和按照上述内螺纹刀具加工方法加工得到的内螺纹刀具;内螺纹刀具固定于主轴头;内螺纹刀具的轴向垂直于主轴头的轴向。
19.在一些实施例中,机床本体还包括用于装卡工件的轴头夹具;夹持于轴头夹具内的工件与主轴头同轴;主轴头带动内螺纹刀具沿主轴头的轴向和径向分别做直线运动,轴头夹具带动工件沿工件定轴旋转。
20.本技术提供一种内螺纹加工方法,应用于上述内螺纹加工机床,内螺纹加工机床具有用于驱动主轴头沿主轴头的轴向和径向分别进刀的动力机构,内螺纹加工方法包括:
21.内螺纹刀具加工方法包括:
22.将工件装卡至轴头夹具;
23.将内螺纹刀具伸入且对准工件的内筒壁,同时设定主轴头和轴头夹具二者的进给参数;
24.开启主轴头和轴头夹具。
25.相对于上述背景技术,本技术所提供的内螺纹刀具加工方法包括:
26.根据目标内螺纹的特征参数选定用于加工目标内螺纹的标准牙型;
27.将标准牙型转换为目标内螺纹在法向平面的法向平面牙型;
28.加工具有法向平面牙型的成型立铣刀。
29.按照本技术提供的内螺纹刀具加工方法可以加工适用于螺纹加工作业的刀具,利用该刀具可以在工件内实现螺纹加工作业。
30.按照本技术提供的内螺纹刀具加工方法加工得到的刀具具有法向平面牙型,此法向平面牙型由标准牙型转换得到,同样能够在工件内加工得到目标内螺纹,此法向平面牙型具有标准牙型的最小牙型截面,即法向平面牙型较之于标准牙型更窄,因此有利于避免出现螺纹过切现象,安全可靠地在工件内完成目标内螺纹的加工作业。
31.由此可见,本技术所提供的内螺纹刀具加工方法以目标内螺纹所对应的标准牙型为基础,将前述标准牙型转换为法向截面的法向平面牙型,从而以该法向平面牙型加工成型立铣刀。根据该内螺纹刀具加工方法得到的成型立铣刀可以突破螺纹导程及螺旋升角的限制,能够安全、可靠地在工件中加工目标内螺纹,不会出现螺纹过切问题,可以解决大螺纹导程、大螺旋升角的螺纹无法加工的难题。
32.本技术提供的内螺纹加工机床包括内螺纹刀具,该内螺纹刀具采用上述内螺纹刀具加工方法加工得到,利用具备该内螺纹刀具的内螺纹加工机床可以在工件内安全可靠地加工内螺纹。
33.本技术提供的内螺纹加工方法应用于上述内螺纹加工机床,即可以按照该内螺纹加工方法操纵上述内螺纹加工机床,从而进行内螺纹加工作业。
附图说明
34.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本
申请的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
35.图1为本技术实施例所提供的第一种内螺纹刀具加工方法的流程示意图;
36.图2本技术实施例所提供的第二种内螺纹刀具加工方法的流程示意图;
37.图3为工件及其目标内螺纹的结构示意图;
38.图4为现有技术中工件和盘状铣刀的装配示意图;
39.图5为基于图4所示方位建立的坐标系的参考图;
40.图6为现有技术中标准牙型在图4所示的坐标系中的投影图;
41.图7为本技术实施例所提供的法向平面牙型在图4所示的坐标系中的投影图;
42.图8为本技术实施例所提供的锥度立铣刀的结构示意图;
43.图9为本技术实施例所提供的工件和锥度立铣刀的装配示意图;
44.图10为图9的左视图。
45.其中,01-工件、011-目标内螺纹、02-盘状铣刀、1-锥度立铣刀、21-主轴头、22-轴头夹具。
具体实施方式
46.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
47.为了使本技术领域的技术人员更好地理解本技术方案,下面结合附图和具体实施方式对本技术作进一步的详细说明。
48.请参考图1至图10,图1为本技术实施例所提供的第一种内螺纹刀具加工方法的流程示意图;图2本技术实施例所提供的第二种内螺纹刀具加工方法的流程示意图;图3为工件及其目标内螺纹的结构示意图;图4为现有技术中工件和盘状铣刀的装配示意图;图5为基于图4所示方位建立的坐标系的参考图;图6为现有技术中标准牙型在图4所示的坐标系中的投影图;图7为本技术实施例所提供的法向平面牙型在图4所示的坐标系中的投影图;图8为本技术实施例所提供的锥度立铣刀的结构示意图;图9为本技术实施例所提供的工件和锥度立铣刀的装配示意图;图10为图9的左视图。
49.请参考图1、图3至图5,本技术提供一种内螺纹刀具加工方法,可用于加工内螺纹刀具,此内螺纹刀具指的是用于内螺纹加工作业的成型立铣刀;该内螺纹刀具加工方法包括:
50.步骤1:根据目标内螺纹011的特征参数选定用于加工目标内螺纹011的标准牙型;
51.步骤2:将标准牙型转换为目标内螺纹011在法向平面的法向平面牙型;
52.步骤3:加工具有法向平面牙型的成型立铣刀。
53.采用该内螺纹刀具加工方法成型立铣刀时,首先选定适用于该工件的标准牙型,该标准牙型理论上可以在工件内加工得到目标内螺纹011。其中,选定标准牙型时需要结合工件的目标内螺纹011考虑,换言之,工件的目标内螺纹011的特征参数决定适用于该工件的标准牙型。
54.虽然理论上具有标准牙型的刀具可以在工件内加工得到目标内螺纹011,然而,在实际生产作业中,如采用标准牙型加工工件时,往往会出现螺纹过切这一现象。为此,本技术所提供的内螺纹刀具加工方法将前述标准牙型转换为目标内螺纹011在法向平面的法向平面牙型,然后依据转换得到的法向平面牙型加工刀具,从而得到具有法向平面牙型的成型立铣刀。
55.对于标准牙型而言,法向平面指的是目标内螺纹011的副法线所在平面,因此,将目标内螺纹011所对应的标准牙型转换为法向平面牙型的过程可以理解为将处于轴向平面内的标准牙型投影到法向平面内。其中,目标内螺纹011的轴向平面和法向平面之间的夹角即为该目标内螺纹011的螺旋升角。
56.采用上述成型立铣刀加工工件时,一方面法向平面牙型由标准牙型转化得到,同样能够在工件内加工得到目标内螺纹011,另一方面法向平面牙型具有标准牙型的最小牙型截面,简单来说,在仍然能够用于加工目标内螺纹011的前提下,法向平面牙型较之于标准牙型更窄,因此有利于避免出现螺纹过切现象,安全可靠地在工件内完成目标内螺纹011的加工作业。
57.由此可见,该内螺纹刀具加工方法将目标内螺纹011以及相对刀具在轴向截面内的标准牙型转换至法向截面的法向平面牙型,并以法向平面牙型设计加工成型立铣刀,从而以该成型立铣刀作为铣削工件的螺纹加工刀具。根据该内螺纹刀具加工方法得到的成型立铣刀可以突破螺纹导程及螺旋升角的限制,能够安全、可靠地在工件中加工目标内螺纹011,且不会出现螺纹过切问题,因此解决了大螺纹导程、大螺旋升角的螺纹无法加工的难题。
58.下面结合附图和实施方式,对本技术所提供的内螺纹刀具加工方法做更进一步的说明。
59.可参考图2至图8,本技术所提供的内螺纹刀具加工方法可以通过读表的方式选定标准牙型及其标准牙型角,也就是说,上述实施例中,根据目标内螺纹011的特征参数选定可用于加工目标内螺纹011的标准牙型这一步骤具体包括:
60.根据目标内螺纹011的目标螺旋升角和目标螺纹导程读表以选定具有标准牙型角的标准牙型。
61.上文所提及的表指的是行业内通用的螺纹加工规范表,例如gb/t5796.1-2005。读表时,以目标内螺纹011的目标螺旋升角、目标螺纹导程为已知参数,寻找具有标准牙型角的标准牙型。例如,当目标内螺纹011的目标螺旋升角为26.634
°
、目标螺旋导程为302.496mm时,查表可得标准牙型的牙型角为30
°
。
62.在本技术所提供的一些实施例中,将标准牙型转为目标内螺纹011在法向平面的法向平面牙型这一步骤可包括:
63.步骤21:以目标内螺纹011的中心轴和目标内螺纹011中任意两条相互垂直的半径建立直角坐标系,并根据目标螺旋升角在直角坐标系内建立目标内螺纹011的法向平面;
64.步骤22:计算标准牙型在法向平面内的投影尺寸;
65.步骤22:根据投影尺寸中的特征参数设计成型立铣刀。
66.在上述实施例中,为了将标准牙型转换为法向平面牙型,需要针对标准牙型建立具有轴向平面和法向平面在内的直角坐标系,然后将标准牙型在轴向平面内的投影转换到
法向平面内,得到标准牙型的多个特征参数在法向平面内对应的多个投影,从而依据这些投影所对应的特征参数设计得到具有法向平面牙型的成型立铣刀。
67.本技术所提供的内螺纹刀具加工方法多用于具有梯形牙型的内螺纹刀具中,例如,上文所提及的实施例中,标准牙型具体分类为梯形牙型,相应的,具有该梯形牙型所对应的法向平面牙型的成型立铣刀具体为锥度立铣刀1。
68.将标准牙型在轴向平面内的投影转换到法向平面后,为了根据法向平面内的投影尺寸设计得到成型立铣刀,可以:
69.以投影尺寸中的第一参数作为锥度立铣刀1的小轴端的直径、以投影尺寸中的第二参数作为锥度立铣刀1的锥度角,并根据机床的主轴装卡尺寸选定锥度立铣刀1的夹持直径和夹持长度。其中,前述第一参数指的是标准牙型的牙顶宽在法向平面的投影长度;前述第二参数指的是标准牙型的牙型角在法向平面的投影长度。
70.举例来说,工件的目标内螺纹011为多头螺纹,例如24头螺纹,其螺旋升角为26.634
°
、螺纹长度220.5mm、螺距为12.604mm、螺纹导程为302.496mm。常规的成型立铣刀具有与工件的目标内螺纹011相对应的标准牙型,然而,此标准牙型在实际加工过程中容易造成螺纹过切现象,为此,可采用本技术所提供的内螺纹刀具加工方法加工专用于该工件及其目标内螺纹011的内螺纹刀具,即按照目标内螺纹011所对应的标准牙型转换得到法向平面牙型,并依据这一法向平面牙型加工成型立铣刀。
71.可参考图4至图8,基于图4可建立图5所示的坐标系,在图5中,λ指代标准牙型的螺旋升角;图6为标准牙型在图5所示的轴向平面的投影图,标准牙型的标准牙型角为α;图7为标准牙型在图5所示的法向平面的投影图。
72.根据图6可知,
[0073][0074]
根据图5至图7可知,
[0075][0076]
由此可得:
[0077][0078]
已知:
[0079]
[0080][0081]
通过查表可得,
[0082][0083]
进而可求得:
[0084]
β=26.94
°
[0085][0086][0087]
上述多个等式中,各个线段的长度单位为mm。
[0088]
其中,b
′c′
为标准牙型的牙顶宽投影至法向平面得到法向牙顶宽,β为标准牙型的牙型角投影至法向平面得到的法向牙型角,因此,根据b
′c′
、β以及机床的主轴装卡尺寸可以设计得到如图8所示的锥度立铣刀1,该锥度立铣刀1能够安全可靠地在工件内加工得到图3所示的工件及其目标内螺纹011。
[0089]
可见,根据图6所示的标准牙型可转换得到图7所示的法向平面牙型,从而得到法向平面牙型的牙顶宽和牙型角,继而依据法向平面牙型的牙顶宽和牙型角设计图8所示的锥度立铣刀1。
[0090]
设计锥度立铣刀1时,以图7所示的法向平面牙型的法向牙顶宽作为图8所示的锥度立铣刀1的小轴端的直径,同时以图7所示的法向平面牙型的法向牙型角作为图8所示的锥度立铣刀1的锥度角。至于锥度立铣刀1的夹持直径,可以依据机床的主轴装夹尺寸确定,例如,本实施例锥度立铣刀1的夹持直径为12mm。
[0091]
根据上文所提供的内螺纹刀具加工方法可以加工得到内螺纹刀具,在这一内螺纹刀具的基础上,本技术还提供一种内螺纹加工机床,除了按照前述内螺纹刀具加工方法加工得到内螺纹刀具,还包括机床本体。
[0092]
如图9和图10所示,在该内螺纹加工机床中,机床本体具有主轴头21,内螺纹刀具安装于主轴头21,例如,内螺纹刀具固定于主轴头21,与此同时,内螺纹刀具的轴向垂直于主轴头21的轴向。
[0093]
该机床本体的主轴头21可以沿自身轴向和径向分别做直线运动,开启机床本体时,主轴头21可以带动内螺纹刀具沿主轴头21的轴向和径向分别做直线运动;当然,为了利用该内螺纹加工机床在工件内加工内螺纹,还需要对工件进行装卡,并驱动工件运动以配合于内螺纹刀具在该内螺纹加工机床中的运动状态。例如,该内螺纹加工机床的机床本体既具有用于装卡内螺纹刀具的主轴头21,还具有用于装卡工件的轴头夹具22;主轴头21安装且带动内螺纹刀具沿主轴头21的轴向和径向分别做直线运动,轴头夹具22安装且带动工件例如套筒做定轴旋转运动。其中,安装于轴头夹具22的工件与主轴头21同轴。
[0094]
此外,主轴头21和卡爪的运动也可以相互调换,例如,主轴头21带动内螺纹刀具伸入套筒内并定轴旋转,卡爪带动套筒沿套筒的轴向和径向做直线运动。
[0095]
在上述内螺纹加工机床的基础上,本技术还提供一种内螺纹加工方法,包括:
[0096]
将工件装卡至轴头夹具22;
[0097]
将内螺纹刀具伸入且对准工件的内筒壁,同时设定主轴头21和轴头夹具22二者的进给参数;
[0098]
开启主轴头21和轴头夹具22。
[0099]
该内螺纹加工方法可应用于上述内螺纹加工机床,即操作人员可以按照内螺纹加工方法操纵内螺纹加工机床运行。
[0100]
工件装卡于内螺纹加工机床的轴头夹具22,内螺纹刀具安装于内螺纹加工机床的主轴头21,轴头夹具22的进给参数指的是轴头夹具22带动工件沿工件的轴向的位移速度及范围和沿工件的径向的位移速度及范围,主轴头21的进给参数指的是主轴头21带动内螺纹刀具定轴旋转的速度。
[0101]
按照该内螺纹加工方法操纵内螺纹加工机床时,内螺纹加工机床的主轴头21每旋转一周,内螺纹刀具相对于工件沿工件的轴向移动一个导程的距离,沿工件的径向切深1mm,直至第1条螺纹槽加工完毕。随后,主轴头21旋转γ并开始加工第二条螺纹。以此类推,直至将24头螺纹全部加工成品。其中,γ=2π/螺纹头数。
[0102]
以上对本技术所提供的内螺纹加工机床、内螺纹及内螺纹刀具加工方法进行了详细介绍。本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1