一种多功能型材管件冲孔设备及冲孔截断方法与流程
1.本技术涉及管材加工设备的技术领域,尤其是涉及一种多功能型材管件冲孔设备及冲孔截断方法。
背景技术:
2.管材是一种具有中空截面、用于制作不同管件的材料,管材按截面形状可以分为矩形管、圆形管、以及异型管等,管材的截面精度直接管材之间的配合精度,进而直接影响到管件加工品的质量。
3.想要获得特定长度的冲孔管件,在管材的生产工艺中,需要将管材在切割机上切割为预定长度后,再将其转移到冲孔机上进行冲孔,工作人员需要对管材进行多次搬运和多次测量定位,大大增大了工作人员的劳动强度,导致生产效率低,而且,得到的管件的截断面形状单一,不能满足生产的需求。
技术实现要素:
4.为了提高管件的生产效率,本技术提供一种多功能型材管件冲孔设备及冲孔截断方法,能够降低工作人员的劳动强度,以及冲孔模具对管材同时进行冲孔和截断。
5.第一方面,本技术提供的一种管材冲孔截断方法,采用如下的技术方案:一种管材冲孔截断方法,包括以下步骤:s1:管材输送:把管材放置在送料机架的顶面,管材靠近送料平台的一端放置在送料组件上,所述送料机架的一侧设置有冲裁机座,所述冲裁机座的顶面安装有冲孔模具,所述送料组件将管材运输、并穿过冲孔模具,拉料夹具夹持住管材的头部。
6.s2:切除管材尾料:通过拉料组件驱动所述拉料夹具向背离冲孔模具的方向运动,位移传感器监测管材的预定长度,通过裁切机构对管材的尾端进行切除。
7.s4:管材冲孔截断:所述冲孔模具对管材同时进行冲孔和截断。
8.s3:管材反向输送:所述拉料组件推动所述拉料夹具向靠近所述冲孔模具的方向运动,重复所述冲孔模具的冲孔、截断步骤,得到第一管件。
9.s5:管件出料:所述拉料组件推动第一管件,完成管件的出料。
10.通过采用上述技术方案,管材通过送料组件进行输送,使管材穿过冲孔模具、拉料夹具夹持住管材的头部,接着,拉料组件驱动拉料夹具向背离冲孔模具的方向运动,裁切机构把管材的尾端进行切除,以保证管件的质量,冲孔模具对管材同时进行冲孔和截断,能够有效提高了管件的加工效率,并且,管件的冲孔、截断工序在同一模具、同一时间完成,有利于提高管件的加工精度,减少了工作人员的转运、定位工作,降低了工作人员的劳动强度,进而提高了生产效率,在拉料组件的作用下,重复冲孔模具的冲孔、截断步骤,可以得到第一管件,第一管件可以便捷地出料,工作人员根据调整冲孔模具与裁切机构的先后顺序能够加工出多样的管件,提高了冲孔设备的多功能性,符合生产效率。
11.优选的,在所述管材冲孔截断的加工步骤中,所述冲孔模具先对管材进行冲孔,所
述裁切机构再对管材进行截断,得到第二管件。
12.通过采用上述技术方案,工作人员通过调整冲孔模具和裁切机构的加工顺序,可以得到第二管件,使冲孔设备的适应性更强,提高了管件的多样性,符合生产需求。
13.优选的,在所述管材冲孔截断的加工步骤中,所述冲孔模具对管材进行冲孔和截断,同时所述裁切机构对管材进行截断,得到第三管件。
14.通过采用上述技术方案,工作人员通过调整冲孔模具和裁切机构的加工顺序,可以得到第二管件,使冲孔设备的适应性更强,提高了管件的多样性,符合生产需求。
15.优选的,在所述管材输送的加工步骤中,所述送料机架上设置有压紧组件,所述裁切机构对管材的头部废料进行切除时,所述压紧组件压紧管材的尾端。
16.通过采用上述技术方案,压紧组件具有良好的定位、加固的作用,当裁切机构对管材的头部废料进行切除时,压紧组件能够对管材的尾端进行压实,以减少因管材过长而翘起的现象,提高了加工稳定性和裁切精度。
17.第二方面,本技术提供的一种多功能管材冲孔设备,应用一种管材冲孔截断方法对管材进行冲孔、截断,包括冲孔模具,所述冲孔模具包括:可拆卸式安装在所述冲裁机座顶面的定模;设置在所述定模顶部的动模;安装在所述冲裁机座上的动模驱动件;开设在所述定模中部的型腔;固定在所述动模底面的定位冲头;固定在所述动模底面、靠近所述定位冲头一侧的剪切刀;以及设置在所述动模与所述定模之间的导向组件,其中,所述动模驱动件的输出端与所述动模的顶面相装配,所述动模与所述定模正对布设,管材放置在所述型腔的中部。
18.通过采用上述技术方案,工作人员把管材穿过型腔,动模驱动件作为动力源驱动动模带动定位冲头和剪切刀同时向下运动,能够达到管材的冲孔、截断的效果,减少了工作人员的转运、定位工作,降低了工作人员的劳动强度,进而提高了生产效率,在导向组件的作用下,使动模能够始终保持在同一直线上运动,提高了定位冲头和剪切刀的定位精度,有利于保证第一管件的加工质量。
19.优选的,所述冲裁机座靠近所述冲孔模具的一侧设置有模具感应开关,所述模具感应开关用于控制所述冲孔模具的启闭。
20.通过采用上述技术方案,模具感应开关能够控制冲孔模具的启动与关闭,使冲孔模具能够自动对管材进行冲孔、截断,提高了生产效率,一定程度上提高了作业安全性。
21.优选的,所述导向组件包括:对称安装在所述定模上的导向柱;安装在两所述导向柱中部的导向芯;以及转动连接在所述定模靠近型腔两侧处的导向轮,其中,所述动模与所述导向柱之间、所述动模与所述导向芯之间滑动连接,所述剪切刀、所述定位冲头布设在所述导向芯的中部,所述导向轮的侧壁与管材的侧壁相抵接。
22.通过采用上述技术方案,动模与导向柱之间、动模与导向芯之间滑动连接,使动模能够始终保持在同一直线上运动,提高了动模运动过程中的稳定性,进而能够提高定位冲头和剪切刀的定位精度,导向轮的设置可以为管材移动的过程中提供导向的作用,使管材可以更加轻松、平稳地运动,有利于提高生产效率。
23.优选的,所述冲裁机座的顶面设置有固定冲头安装架,所述固定冲头安装架贯穿开设有若干个固定冲头安装孔,所述固定冲头安装孔的中部可拆卸式安装有固定冲头,所述固定冲头的头部对准管材的外壁。
24.通过采用上述技术方案,固定冲头与固定冲头安装架之间可拆卸式相装配,提高了固定冲头的拆装便捷性,并且,工作人员通过把固定冲头安装在不同角度的固定冲头安装孔上,实现管材不同位置的冲孔,提高了管件的多样性。
25.优选的,包括拉料平台和拉料夹具,所述拉料夹具包括:可拆卸固定在所述拉料平台顶面的延伸安装座;固定在所述延伸安装座靠近所述冲孔模具一侧的夹持配合部;铰接在所述延伸安装座一端的夹手;固定在所述延伸安装座顶面的拉料驱动件,其中,所述拉料驱动件的输出端与所述夹手相装配。
26.通过采用上述技术方案,拉料驱动件作为动力源驱使夹手向夹持配合部方向转动,能够将管材稳定地夹持住,有利于管材后续的冲孔和截断工序。
27.优选的,所述夹手包括夹手连接杆,所述夹手连接杆的顶端固定有球体连接部,所述球体连接部的外部活动连接有拉料杆,所述拉料杆远离所述球体连接部的一端与所述拉料驱动件相装配。
28.通过采用上述技术方案,球体连接部与拉料杆相装配,再把拉料杆的另一端与拉料驱动件相装配,可以使夹手连接杆转动得更加灵活可靠,有利于延长夹手的使用寿命。
29.综上所述,本技术包括以下至少一种有益技术效果:1、管材通过送料组件进行输送,使管材穿过冲孔模具、拉料夹具夹持住管材的头部,拉料组件驱动拉料夹具向背离冲孔模具的方向运动,裁切机构把管材的尾端进行切除,有利于保证管件的质量,冲孔模具对管材同时进行冲孔和截断,提高了管件的加工效率;2、管件的冲孔、截断工序在同一模具、同一时间完成,有利于提高管件的加工精度,减少了工作人员的转运、定位工作,降低了工作人员的劳动强度,进而提高了生产效率,在拉料组件的作用下,重复冲孔模具的冲孔、截断步骤,可以得到第一管件,第一管件可以便捷地出料,工作人员根据调整冲孔模具与裁切机构的先后顺序能够加工出多样的管件,提高了冲孔设备的多功能性,符合生产效率;3、动模与导向柱之间、动模与导向芯之间滑动连接,使动模能够始终保持在同一直线上运动,提高了动模运动过程中的稳定性,进而能够提高定位冲头和剪切刀的定位精度,导向轮的设置可以为管材移动的过程中提供导向的作用,使管材可以更加轻松、平稳地运动,有利于提高生产效率。
附图说明
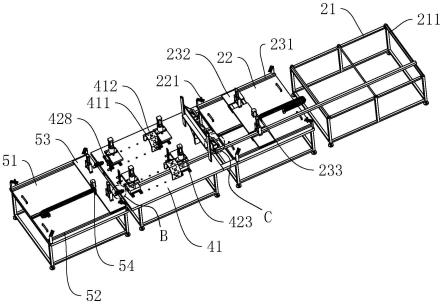
30.图1是本技术实施例的整体结构示意图。
31.图2是本技术实施例中冲裁机座的整体结构示意图。
32.图3是本技术实施例中第一管件的结构示意图。
33.图4是图1中a的放大图。
34.图5是图2中b的放大图。
35.图6是图2中c的放大图。
36.图7是本技术实施例中冲孔模具的结构示意图。
37.附图标记说明:1、管材;21、送料机架;211、送料辊筒;22、送料平台;221、位移传感器;231、送料导轨;232、送料滑座;233、送料驱动电机;234、送料驱动齿轮;235、送料导齿条;24、坦克链线槽支架;241、坦克链线槽;25、压紧组件;251、压头安装架;252、压头导向
柱;253、压紧驱动气缸;254、压头;255、压头缓冲垫;31、裁切安装座;311、切刀座;312、切刀;313、切刀驱动电机;314、加强板;315、弧形通槽;316、紧固螺栓;32、裁切机架;321、安装座导轨;41、冲裁机座;411、固定冲头安装架;412、固定冲头安装孔;42、冲孔模具;421、位置调节架;422、动模;423、动模驱动气缸;4241、导向轮;4242、导向柱;4243、导向芯;425、定模;4251、型腔;4252、剪切刀插槽;4253、定位冲头插孔;426、定位冲头;427、剪切刀;428、模具感应开关;51、拉料平台;52、拉料导轨;53、拉料滑座;54、拉料驱动电机;55、拉料夹具;551、拉料杆;552、夹手;553、夹手连接杆;5531、球体连接部;554、延伸安装座;5541、夹持配合部;555、拉料驱动气缸;6、第一管件。
具体实施方式
38.以下结合附图1-7对本技术作进一步详细说明。
39.本技术实施例公开一种管材冲孔截断方法。
40.参照图1和图2,一种管材冲孔截断方法,包括以下步骤:管材输送:把管材1放置在送料机架21的顶面,管材1靠近送料平台22的一端放置在送料组件上,为了提高管件的质量,通过裁切机构切除管材1的头部废料,同时,管材1尾料被设置在送料机架21上的压紧组件25压实,以提高裁切过程中的稳定性,也能够保证管件的质量,并且,送料机架21的一侧设置有冲裁机座41,冲裁机座41的顶面安装有冲孔模具42,送料组件将管材1运输、并穿过冲孔模具42,拉料夹具55夹持住管材1的头部。
41.切除管材尾料:通过拉料组件驱动拉料夹具55向背离冲孔模具42的方向运动,位移传感器221监测管材1的预定长度,再通过裁切机构对管材1的尾端进行切除。
42.管材冲孔截断:冲孔模具42对管材1同时进行冲孔和截断。
43.管材反向输送:拉料组件推动拉料夹具55向靠近冲孔模具42的方向运动,重复冲孔模具42的冲孔、截断步骤,得到第一管件6(参照图3)。
44.管件出料:拉料组件继续推动第一管件6,完成管件的出料。
45.此外,在管材冲孔截断的加工步骤中,冲孔模具42先对管材1进行冲孔,裁切机构再对管材1进行截断,得到第二管件。
46.在管材冲孔截断的加工步骤中,冲孔模具42对管材1进行冲孔和截断,同时裁切机构对管材1进行截断,得到第三管件。
47.在本技术实施例中,第一管件6的俯视图为平行四边形,第二管件的俯视图为矩形,第三管件的俯视图为梯形。
48.参照图1和图2,一种多功能管材冲孔设备,应用一种管材冲孔截断方法对管材1进行冲孔、截断,包括送料机构、裁切机构、冲裁机构、以及拉料机构,送料机构、裁切机构、冲裁机构、以及拉料机构依次安装在工作地面上。
49.送料机构包括送料机架21和送料平台22,送料机架21的顶面设置有若干个送料辊筒211,若干个送料辊筒211等距设置,送料平台22的顶面设置有送料组件,通过送料组件可以把放置在送料辊筒211上的管材1向前运输,其中,送料组件包括送料导轨231和送料滑座232,送料导轨231对称安装在送料平台22的顶面两侧,送料导轨231的延伸方向与送料平台22的长度方向相一致,送料滑座232与送料导轨231之间滑动连接,在本技术实施例中,两个送料导轨231之间固定有送料导齿条235,送料导齿条235与送料导轨231平行设置,送料滑
座232的顶面安装有送料驱动电机233,送料驱动电机233的输出端装配有送料驱动齿轮234,使送料驱动齿轮234与送料导齿条235之间相啮合。
50.工作人员把管材1放置在送料辊筒211上,使管材1靠近送料滑座232的一端搭接在送料滑座232的顶面,启动送料驱动电机233,送料驱动齿轮234能够进行转动,进而带动送料滑座232沿着送料导轨231向前移动,即,驱使管材1向前运动。
51.为了能够实时监控管材1运输的情况,在送料平台22的顶面设置有位移传感器221,位移传感器221能够记录管材1通过的长度尺寸,而且,在送料滑座232的顶面焊接有坦克链线槽支架24,坦克链线槽支架24的顶端固定有坦克链线槽241,使坦克链线槽241远离坦克链线槽支架24的一端固定在送料平台22的顶面,工作人员可以把线路收纳进坦克链线槽241的内部,以起到保护线路的作用,使线路可以被收纳整齐,一定程度上提高了作业安全。
52.参照图2和图5,冲裁机构包括冲裁机座41,裁切机构可拆卸式安装在冲裁机座41靠近送料平台22的一侧,具体地,裁切机构包括裁切机架32和裁切安装座31,在本技术实施例中,裁切机架32通过螺栓连接的方式固定在冲裁机座41的顶面,裁切机架32的侧面竖直固定有两条安装座导轨321,裁切安装座31滑动连接在两条安装座导轨321上,裁切安装座31的侧壁焊接有若干加强板314,以起到增强裁切安装座31结构稳定性的作用,在裁切机架32的顶面固定有裁切驱动气缸(图中未示出),使裁切驱动气缸的输出端与裁切安装座31相装配,在裁切驱动气缸的作用下,裁切安装座31能够沿着安装座导轨321进行竖直方向上的运动。
53.此外,裁切安装座31的底部安装有切刀座311,具体地,裁切安装座31上贯穿开设有弧形通槽315,弧形通槽315的中部安装有紧固螺栓316,切刀座311通过紧固螺栓316而与裁切安装座31固定在一起,工作人员可以根据实际情况来调整切刀座311与裁切安装座31之间的角度,更具体地,切刀座311上转动连接有切刀312,切刀座311上固定有切刀驱动电机313,使切刀驱动电机313的输出端与切刀312相装配,在切刀驱动电机313的作用下,切刀312能够在切刀座311上转动。
54.送料滑座232带动管材1向冲裁机构的方向靠近,当管材1的头部置于切刀312的底部时,启动裁切驱动气缸和切刀驱动电机313,裁切安装座31沿着安装座导轨321向下运动、切刀312将管材1头部废料切除,以保证管件的质量。
55.参照图2和图4,送料滑座232上安装有压紧组件25,压紧组件25包括压头安装架251、压头导向柱252、压紧驱动气缸253、以及压头254,其中,压头安装架251固定在送料滑座232的顶面,使管材1穿过压头安装架251的中部,压紧驱动气缸253固定在压头安装架251的顶面,压紧驱动气缸253的输出端与压头254的顶面相装配,使压头254与送料滑座232相平行设置,压头254的底面粘接有压头缓冲垫255,压头缓冲垫255为橡胶垫,能够起到保护管材1的作用,压头导向柱252有两个,两个压头导向柱252对称固定在压头254的顶面,使压头导向柱252与压头安装架251之间滑动连接。
56.当切刀312将管材1头部废料切除时,启动压紧驱动气缸253,压头254能够将管材1的尾端压紧,压头导向柱252沿着压头安装架251向下滑动,以减少因管材1过长而翘起的现象,提高了切除管材1头部废料切除时的稳定性,有利于提高裁切精度。
57.参照图2和图6,冲裁机座41的输出端安装有拉料平台51,拉料机构包括拉料夹具
55和拉料组件,在本技术实施例中,拉料组件与送料组件内的各部件的结构相一致、运输原理相一致,拉料组件包括有拉料滑座53和拉料导轨52,拉料导轨52固定在拉料平台51的顶面,拉料滑座53与拉料导轨52滑动连接,拉料夹具55固定在拉料滑座53靠近冲孔模具42的一侧。
58.具体地,拉料夹具55包括夹具固定架(图中未示出)、延伸安装座554、夹持配合部5541、夹手552、以及拉料驱动气缸555,参照图6,夹具固定架通过螺栓连接的方式固定在拉料滑座53的顶面,延伸安装座554焊接在夹具固定架的一侧,使延伸安装座554伸出拉料滑座53外,夹持配合部5541焊接在延伸安装座554远离夹具固定架的一端,夹手552铰接在延伸安装座554的端部,拉料驱动气缸555的输出端与夹手552相装配,使夹手552向夹持配合部5541的方向转动。
59.更具体地,夹手552包括夹手连接杆553、球体连接部5531、以及拉料杆551,参照图6,球体连接部5531固定在夹手连接杆553的顶端,夹手连接杆553远离球体连接部5531的一端与延伸安装座554相铰接,拉料杆551的中部贯穿开设有圆形孔,使球体连接部5531活动穿设在圆形孔内,拉料杆551远离夹手552的一端与拉料驱动气缸555相装配。
60.参照图1和图7,冲裁机构包括冲孔模具42,完成头部废料切除后的管材1通过冲孔模具42的中部,在拉料组件的作用下,夹持配合部5541伸入管材1内,启动拉料驱动气缸555,使夹手552向夹持配合部5541的方向转动,进而将管材1的头部夹紧,接着,拉料组件作为动力源带动拉料滑座53背离冲孔模具42的方向运动,位移传感器221监测管材1的预定长度,管材1的尾端停留在冲孔模具42的中间,拉料滑座53停止移动,裁切机构对管材1的尾端进行切除,以保证管件的质量。
61.为了实现管材1的冲孔和截断,工作人员根据管材1的实际生产情况来设定冲孔模具42的数量,在本技术实施例中,冲孔模具42包括动模422、定模425和位置调节架421,位置调节架421固定在定模425的两侧,位置调节架421的中部设置有调节螺栓,定模425通过调节螺栓而固定在冲裁机座41上,动模422设置在定模425的顶部,并使动模422与定模425正对布设,并且,冲裁机座41靠近动模422的顶面固定有动模驱动气缸423,动模驱动气缸423的输出端与动模422相装配,启动动模驱动气缸423,可以驱使动模422进行竖直方向的运动。
62.参照图7,定模425的中部开设有型腔4251,型腔4251的形状视管材1的横截面的形状情况而定,在本技术实施例中,管材1为矩形管或“冂”型管,管材1与型腔4251之间相识配滑动连接,定模425与动模422之间设置有导向组件,导向组件包括有导向柱4242、导向芯4243以及导向轮4241,其中,导向柱4242对称安装在定模425的两侧,导向芯4243安装在两个导向柱4242的中部,使导向柱4242与导向芯4243相平行设置,导向芯4243、导向柱4242远离定模425的一端均穿过定模425,并且,动模422与导向柱4242之间、动模422与导向芯4243之间滑动连接,有效地提高了动模422竖直方向运动时地稳定性,以保证动模422在运动过程中能够保持在同一条直线上运动,导向轮4241转动连接在定模425靠近型腔4251的两侧,使导向轮4241的侧壁与管材1的侧壁相抵接,能够为管材1在型腔4251内移动过程中提供导向的作用。
63.更具体地,导向芯4243为中空结构的导向芯,参照图1和图7,在动模422的底面设置有定位冲头426和剪切刀427,剪切刀427和定位冲头426均有两个,剪切刀427靠近定模
425的一端设置为直角梯形结构,剪切刀427的斜腰开设有斜面刀刃,两个剪切刀427正对布设,两个剪切刀427之间留有置物空间,两个剪切刀427之间连成的斜线,剪切刀427与动模422之间通过螺钉进行连接,以便于剪切刀427的更换,对应地,定模425上开设有剪切刀插槽4252和定位冲头插孔4253,剪切刀427与剪切刀插槽4252相识配插接,定位冲头426与定位冲头插孔4253相识配插接。
64.定位冲头426设置在剪切刀427的一侧,定位冲头426与动模422之间同样通过螺钉进行连接,以便于定位冲头426的更换,剪切刀427、定位冲头426布设在导向芯4243的中部,能够起到保护的作用,为了能够提高管件的多样性,工作人员可以根据实际情况来调整两个剪切刀427的位置、调整剪切刀427上斜面刀刃的形状。
65.当管件置于冲孔模具42的型腔4251内时,启动动模驱动气缸423,动模422带动剪切刀427、定位冲头426向下运动,使定位冲头426对管材1进行冲孔,同时,两剪切刀427能够抵紧、并剪切管材1的两侧壁,由于管材1为脆性大的金属管材1,剪切刀427剪切管材1两侧壁时,管材1的中部会发生脆性断裂,以使得断面更加光滑,减少了剪切刀427冲裁管材1时的冲力,有利于延长剪切刀427的使用寿命,也提高了管材1的截断效率。
66.为了提高冲孔模具42的加工效率,参照图2和图7,冲裁机座41靠近冲孔模具42的一侧设置有模具感应开关428,模具感应开关428用于控制冲孔模具42的启动与关闭,以达到自动对管材1进行冲孔、截断的效果。
67.冲裁机座41的顶面设置有固定冲头安装架411,固定冲头安装架411贯穿开设有若干个固定冲头安装孔412,固定冲头安装孔412的中部可拆卸式安装有固定冲头(图中未示出),固定冲头的头部对准管材1的外壁,工作人员通过把固定冲头安装在不同角度的固定冲头安装孔412上,实现管材1不同位置冲孔,提高了管件的多样性。
68.本技术实施例一种多功能管材冲孔设备的实施原理为:工作人员把管材1放置在送料辊筒211上,使管材1靠近送料滑座232的一端搭接在送料滑座232的顶面,启动送料驱动电机233,送料驱动齿轮234能够进行转动,进而带动送料滑座232沿着送料导轨231向前移动。
69.当管材1的头部置于切刀312的底部时,启动压紧驱动气缸253,压头254能够将管材1的尾端压紧,接着,启动裁切驱动气缸和切刀驱动电机313,裁切安装座31沿着安装座导轨321向下运动、切刀312将管材1头部废料切除。
70.在拉料组件的作用下,夹持配合部5541伸入管材1内,启动拉料驱动气缸555,使夹手552向夹持配合部5541的方向转动,进而将管材1的头部夹紧,接着,拉料组件作为动力源带动拉料滑座53背离冲孔模具42的方向运动,位移传感器221监测管材1的预定长度,管材1的尾端停留在冲孔模具42的中间,拉料滑座53停止移动,裁切机构对管材1的尾端进行切除。
71.然后,启动动模驱动气缸423,动模422带动剪切刀427、定位冲头426向下运动,使定位冲头426对管材1进行冲孔,同时,两剪切刀427能够抵紧、并剪切管材1的两侧壁,管材1的中部会发生脆性断裂,完成管材1的冲孔和截断。
72.拉料组件推动拉料夹具55向靠近冲孔模具42的方向运动,重复冲孔模具42冲孔和截断的步骤,得到第一管件6,拉料组件继续推动第一管件6,完成管件的出料。
73.以上均为本技术的较佳实施例,本实施例仅是对本技术做出的解释,并非依此限
制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1