一种装配手枪串联式双复进簧组件的方法与流程
1.本发明涉及枪械技术领域,特别是涉及一种装配手枪串联式双复进簧组件的方法。
背景技术:
2.手枪为了提高使用寿命和复进簧力的稳定性,采用了串联式双复进簧结构,其大复进簧、小复进簧通过复进簧套管、复进簧导杆、复进簧挡圈、复进簧堵头等零件进行串联,组成复进簧组件。
3.目前,针对串联式双复进簧的装配采用徒手装配的方法,需要先手工将大复进簧与复进簧挡圈装在复进簧套管上,小复进簧装在复进簧导杆上,将大小复进簧串联后同时压缩大、小复进簧。当复进簧导杆螺纹端露出小复进簧一段距离后装入复进簧堵头。当复进簧堵头装到规定的距离后停止拧入,松开大、小复进簧,使大复进簧两端分别接触复进簧挡圈和复进簧套管大端,小复进簧两端分别接触复进簧套管小端和复进簧堵头定位面,完成组件装配。在装配过程中需要克服较大的簧力,压簧的同时拧入复进簧堵头,并对复进簧堵头进行定位。该手工装配方法的操作难度大,劳动强度高,装配效率低下,质量控制不稳定。
技术实现要素:
4.本发明的目的在于克服现有技术的不足,提供一种装配手枪串联式双复进簧组件的方法,可以实现该型手枪串联式双复进簧组件的方便快捷、准确可靠地装配。
5.本发明的目的是这样实现的:
6.一种装配手枪串联式双复进簧组件的方法,本方法包括以下步骤:
7.s1、准备工具
8.工具包括定位装置、收口钳、检测工具;
9.所述定位装置具有定位台、压簧手柄,所述定位台上设有定位孔,所述压簧手柄上设有压簧孔;
10.s2、准备待装配零件
11.待装配零件包括复进簧导杆、复进簧挡圈、大复进簧、小复进簧、复进簧套管、复进簧堵头;
12.s3、装配复进簧组件
13.首先,将复进簧挡圈套在复进簧导杆上,复进簧挡圈轴向定位于复进簧导杆的大端止口;
14.然后,将大复进簧套在复进簧套管上,大复进簧轴向定位于复进簧套管的大端止口;
15.然后,将复进簧导杆的小端朝复进簧套管的小端穿过,使大复进簧的一端与复进簧挡圈接触,再将小复进簧套在复进簧导杆的小端,小复进簧的一端与复进簧套管的大端端面接触,形成串联组件;
16.继而,将串联组件大端朝下放入定位装置的定位孔内,再将压簧手柄的压簧孔套在复进簧导杆的小端上,小复进簧的一端与压簧手柄接触;
17.然后,手握压簧手柄向下压小复进簧,待复进簧导杆小端露出足够距离后,将复进簧堵头的螺杆部位拧入复进簧导杆小端的螺纹孔内,拧入复进簧堵头的过程中,用测量工具测量复进簧组件的初始长度,当初始长度合格后,停止拧入复进簧堵头;
18.最后,用收口钳夹持复进簧导杆的小端端部,复进簧导杆出现凹槽后完成收口,松开压簧手柄,取下复进簧组件,完成装配。
19.优选地,所述定位装置还包括立柱,所述立柱固定在定位台上,所述压簧手柄铰接于立柱,用于在立面转动。
20.优选地,所述压簧手柄包括左手柄,以及铰接于左手柄的右手柄,用于在平面开合,所述压簧孔分为两个半孔,两个半孔分别位于左手柄、右手柄上,用于张开后对复进簧堵头让位。
21.优选地,所述收口钳的钳嘴上设有用于收口的半圆孔,半圆孔部分的厚度小于复进簧堵头的环形槽宽度,用于将复进簧导杆的小端收口部分与复进簧堵头的环形槽配合。
22.优选地,所述检测工具包括底架、指示标杆,所述底架上设有让位口,用于对串联组件让位,所述指示标杆上设有上极限刻线、下极限刻线,上极限刻线、下极限刻线之间为复进簧组件的合格初始长度。
23.由于采用了上述技术方案,本发明具有如下有益效果:
24.由定位台、立柱、压簧手柄组成的定位装置能够将复进簧套管、复进簧导杆、大复进簧、小复进簧等准确定位在定位台上,定位后使用压簧手柄下压小复进簧,使复进簧导杆螺纹端露出小复进簧,便于拧入复进簧堵头。在拧入复进簧堵头时使用专用检测工具可以快速准确地对复进簧堵头位置进行检测以确定双复进簧的初始长度(h0)。复进簧堵头准确定位后,使用钳口有专用缺口的收口钳对复进簧堵头螺纹端进行准确收口,确保双复进簧组件在使用过程中出现螺纹松动的问题。本方法避免了压簧过程中由于定位不牢靠导致的相关装配零件滑脱,弹簧弹出的问题,同时可以对双复进簧的初始长度(h0)进行准确定位和检测。本方法操作简单方面,劳动强度低,装配效率高,质量稳定。
附图说明
25.图1是定位装置整体结构的三维示意图;
26.图2是定位装置中定位台整体结构的三维示意图;
27.图3是定位装置中立柱整体结构的三维示意图;
28.图4是定位装置中压簧手柄整体结构的三维示意图;
29.图5是具体实施方式中所用的收口钳整体结构的三维示意图;
30.图6是具体实施方式中所用的检测工具整体结构的三维示意图;
31.图7是串联式双复进簧整体结构的三维示意图;
32.图8是复进簧挡圈装入复进簧导杆的示意图;
33.图9是大复进簧装入复进簧套管的示意图;
34.图10是复进簧导杆等装入复进簧套管的示意图;
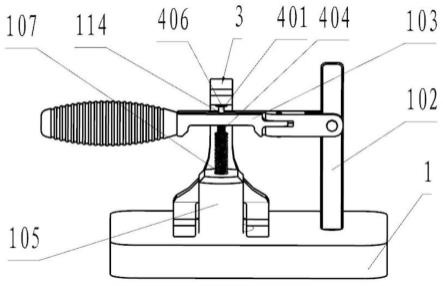
35.图11是定位装置中复进簧相关零件定位及压簧的示意图;
36.图12是将复进簧堵头装入复进簧导杆的示意图;
37.图13是使用检测工具对复进簧初始长度测量的示意图;
38.图14是使用收口钳对复进簧导杆进行收口的示意图。
具体实施方式
39.参加说明书附图,一种装配手枪串联式双复进簧组件的方法,本方法包括以下步骤:
40.s1、准备工具
41.取定位装置1、收口钳2、检测工具3。
42.如图1,所述定位装置包括了定位台101、立柱102、压簧手柄103。如图2,所述定位台具有底座104和定位部105两个部位,所述底座104为具有一定厚度的长方形钢质件,底座上有安装立柱102用的螺纹孔106,所述定位部105位于底座中间位置,为长方体形状,中间具有定位孔107。如图3,所述立柱102为圆柱形状,下端与底座通过螺纹杆108连接,上端具有连接接口109,用于安装压簧手柄103。如图4,所述压簧手柄103一端具有连接孔113,与立柱接口连接,另一端为左手柄110和右手柄111,两个手柄通过连接孔112实现连接,中间部位有压簧孔114。
43.如图5,所述收口钳2为包括了手柄201、钳腮202、钳嘴203三个部分,所述手柄201为便于握持的弯形式样。所述钳腮202为单剪式绞接结构,由中心旋转轴连接,所述钳嘴203为收口专用钳嘴,其收口部位的半圆孔204直径小于复进簧导杆小端直径,厚度小于复进簧堵头环形槽宽度。
44.如图6,所述检测工具3为满足复进簧组件初始长度(h0)测量要求的专用非标量块,其下部为底架301,上部有复进簧组件初始长度(h0)上下极限尺寸的指示标杆302。
45.s2、准备待装配零件
46.如图7,串联式双复进簧组件4(复进簧导杆401、复进簧挡圈402、大复进簧403、小复进簧404、复进簧套管405、复进簧堵头406)。
47.所述待装配零件为组成复进簧组件4的相应零件,一件复进簧组件4包括复进簧导杆401、复进簧挡圈402、大复进簧403、小复进簧404、复进簧套管405、复进簧堵头406各一个。
48.s3、装配复进簧组件
49.首先,如图8,将复进簧挡圈402装入复进簧导杆401大端上;
50.然后,如图9,将大复进簧403依次套入复进簧套管405上,使大复进簧403与复进簧套管405端面接触;
51.然后,如图10,将装有复进簧挡圈402及复进簧导杆401整体装入装有大复进簧403的复进簧套管405内,使大复进簧403端面与复进簧挡圈402接触,再将小复进簧404装入复进簧套管405与复进簧导杆401之间的间隙内,小复进簧404端面与复进簧套管405内孔端面接触;
52.继而,如图11,将上述装好的复进簧导杆401、复进簧挡圈402、大复进簧403、复进簧套管405、小复进簧404放入定位装置1中间的定位孔107内,使复进簧导杆401大端朝下,再将压簧手柄103中间部位的压簧孔114套在复进簧导杆401上,小复进簧404端面与压簧手
柄103接触;
53.然后,如图12,手握压簧手柄103向下压小复进簧404,待复进簧导杆401小端露出一定距离后将复进簧堵头406的螺杆部位拧入复进簧导杆401螺纹孔内;
54.如图13拧入复进簧堵头406过程中用测量工具3测量复进簧组件初始长度(h0),当长度位于极限刻线之间时,停止拧入;
55.最后,如图14,用收口钳2收口部位的半圆孔204夹持复进簧导杆401小端部位,用力适中,复进簧导杆401出现较明显凹槽后完成收口,松开压簧手柄103,从复进簧组件定位装置上取下复进簧组件4,完成装配。
56.最后说明的是,以上优选实施例仅用以说明本发明的技术方案而非限制,尽管通过上述优选实施例已经对本发明进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离本发明权利要求书所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1