一种具有自动冲孔和铆钉双重功能的冲铆装置的制作方法
1.本发明涉及冲铆加工领域,具体是一种具有自动冲孔和铆钉双重功能的冲铆装置。
背景技术:
2.现有的零件冲孔和铆钉工序大都分开执行,需要耗费较大的人力物力,而且在冲孔和铆钉加工时,占用空间较大,效率低。因此,本领域技术人员提供了一种具有自动冲孔和铆钉双重功能的冲铆装置,以解决上述背景技术中提出的问题。
技术实现要素:
3.本发明的目的在于提供一种具有自动冲孔和铆钉双重功能的冲铆装置,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:
5.一种具有自动冲孔和铆钉双重功能的冲铆装置,包括固定基板,所述固定基板上方中部通过螺钉安装有定位安装工装,所述定位安装工装上方固定设置有铆钉零件,所述定位安装工装外围圆周均布设置有三个冲孔铆钉模具,所述冲孔铆钉模具远离所述定位安装工装一侧均设置有动力执行部件,所述动力执行部件与所述固定基板均通过螺钉安装,所述冲孔铆钉模具与所述固定基板升降滑动连接,所述冲孔铆钉模具底端固定连接有冲模连接件,所述冲模连接件外围设置有气缸等高安装件,所述气缸等高安装件下方设置有气缸安装板,所述气缸安装板下方中部固定安装有调节气缸。
6.作为本发明进一步的方案:所述调节气缸的伸缩端与所述冲模连接件通过螺钉安装,所述气缸等高安装件有四根,且四根所述气缸等高安装件与所述气缸安装板和所述固定基板均通过螺钉安装。
7.作为本发明进一步的方案:所述动力执行部件包括油缸、设置在所述油缸伸缩端的浮动接头、设置在所述浮动接头一端部的铆压头、设置在所述油缸伸缩端外围的铆压顶杆、设置在所述油缸伸缩端上方的装饰钣金和设置在所述铆压顶杆另一端部的油缸部分安装法兰。
8.作为本发明进一步的方案:所述铆压头与所述油缸的伸缩端通过所述浮动接头连接,所述装饰钣金与所述油缸以及所述油缸部分安装法兰均通过螺钉连接,所述铆压顶杆与所述油缸以及所述油缸部分安装法兰均过盈安装。
9.作为本发明进一步的方案:所述定位安装工装内侧通过螺钉安装有铆压挡板,所述铆压挡板下方设置有平面凸轮,所述平面凸轮一侧设置有铆钉进料器推杆,所述铆钉进料器推杆一侧设置有铆钉进料管。
10.作为本发明进一步的方案:所述铆钉进料管与外部的铆钉振动送料盘连接,所述铆钉进料器推杆底端设置有铆钉进料器推杆连接件,所述铆钉进料器推杆连接件与所述铆钉进料器推杆通过螺钉安装。
11.作为本发明进一步的方案:所述铆钉进料器推杆与所述平面凸轮一侧滑动连接,所述平面凸轮另一侧设置有斜顶,所述斜顶底端设置有斜顶气缸,所述斜顶气缸与所述斜顶通过螺钉连接。
12.作为本发明进一步的方案:所述铆钉进料器推杆连接件下方设置有进料器气缸,所述进料器气缸与所述铆钉进料器推杆通过所述铆钉进料器推杆连接件固定连接。
13.作为本发明进一步的方案:所述气缸安装板与所述进料气缸以及所述斜顶气缸均通过螺钉连接,所述气缸安装板上位于所述调节气缸和所述进料器气缸之间通过螺纹连接有铆钉进料口位置调节螺钉。
14.作为本发明进一步的方案:所述冲孔铆钉模具包括冲针压块盖板、铆压顶板、冲针安装件和冲针压块,所述冲针压块设置在所述冲针安装件一侧,且两者通过螺钉固定,所述冲针压块盖板通过螺钉固定在所述冲针安装件的上方。
15.与现有技术相比,本发明的有益效果是:
16.本发明可以通过将零件固定在定位安装工装上,然后通过三个冲孔铆钉模具实现对零件进行冲孔铆钉加工,可以一次性的完成对零件的冲孔和铆钉加工,效率极高,解决了现有的零件冲孔铆钉工序分开,加工效率低的问题。
附图说明
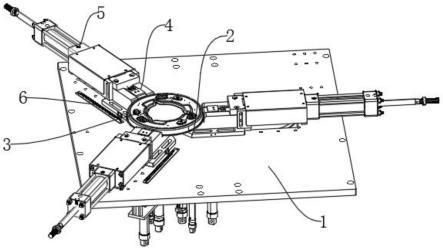
17.图1为本发明的结构示意图;
18.图2为本发明的剖视图;
19.图3为本发明图2中a处的局部放大图。
20.图中:1、固定基板;2、定位安装工装;3、铆钉零件;4、冲孔铆钉模具;5、动力执行部件;501、油缸;502、浮动接头;503、装饰钣金;504、铆压顶杆;505、铆压头;506、油缸部分安装法兰;6、标尺;7、铆钉进料管;8、斜顶;9、平面凸轮;10、铆压挡板;11、铆钉进料器推杆;12、铆钉进料器推杆连接件;13、进料器气缸;14、斜顶气缸;15、气缸安装板;16、气缸等高安装件;17、冲模连接件;18、铆压顶板;19、调节气缸;20、冲针安装件;21、冲针压块盖板;22、冲针压块。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.请参阅图1~3,本发明实施例中,一种具有自动冲孔和铆钉双重功能的冲铆装置,包括固定基板1,固定基板1上方中部通过螺钉安装有定位安装工装2,定位安装工装2上方固定设置有铆钉零件3,定位安装工装2外围圆周均布设置有三个冲孔铆钉模具4,冲孔铆钉模具4远离定位安装工装2一侧均设置有动力执行部件5,动力执行部件5与固定基板1均通过螺钉安装,冲孔铆钉模具4与固定基板1升降滑动连接,冲孔铆钉模具4底端固定连接有冲模连接件17,冲模连接件17外围设置有气缸等高安装件16,气缸等高安装件16下方设置有气缸安装板15,气缸安装板15下方中部固定安装有调节气缸19。
23.通过采用上述技术方案,可以通过将零件固定在定位安装工装2上,然后通过三个冲孔铆钉模具4实现对零件进行冲孔铆钉加工,可以一次性的完成对零件的冲孔和铆钉加工,效率极高,解决了现有的零件冲孔铆钉工序分开,加工效率低的问题。
24.其中,调节气缸19的伸缩端与冲模连接件17通过螺钉安装,气缸等高安装件16有四根,且四根气缸等高安装件16与气缸安装板15和固定基板1均通过螺钉安装,可以通过气缸等高安装件16实现对气缸安装板15的固定。
25.其中,动力执行部件5包括油缸501、设置在油缸501伸缩端的浮动接头502、设置在浮动接头502一端部的铆压头505、设置在油缸501伸缩端外围的铆压顶杆504、设置在油缸501伸缩端上方的装饰钣金503和设置在铆压顶杆504另一端部的油缸部分安装法兰506,铆压头505与油缸501的伸缩端通过浮动接头502连接,装饰钣金503与油缸501以及油缸部分安装法兰506均通过螺钉连接,铆压顶杆504与油缸501以及油缸部分安装法兰506均过盈安装。
26.通过采用上述技术方案,可以通过油缸501动作,推动浮动接头502运动,浮动接头502推动铆压头505运动,可以实现对零件的冲孔和铆压作业,为零件的冲孔和铆压作业提供动力。
27.其中,定位安装工装2内侧通过螺钉安装有铆压挡板10,铆压挡板10下方设置有平面凸轮9,平面凸轮9一侧设置有铆钉进料器推杆11,铆钉进料器推杆11一侧设置有铆钉进料管7,铆钉进料管7与外部的铆钉振动送料盘连接,铆钉进料器推杆11底端设置有铆钉进料器推杆11连接件,铆钉进料器推杆11连接件与铆钉进料器推杆11通过螺钉安装,铆钉进料器推杆11与平面凸轮9一侧滑动连接,平面凸轮9另一侧设置有斜顶8,斜顶8底端设置有斜顶8气缸,斜顶8气缸与斜顶8通过螺钉连接。
28.通过采用上述及时方案,可以通过铆钉进料管7实现对铆钉的定向输送,然后通过进料气缸推动铆钉进料器推杆11动作,将铆钉推倒铆压挡板10处,通过斜顶8气缸动作,可以推动斜顶8向上运动,推动平面凸轮9运动,平面凸轮9推动铆钉,可以将铆钉推到冲压的孔中,然后可以通过动力执行部件5动作,推动铆压头505动作,是按对铆钉的铆压操作,
29.其中,铆钉进料器推杆11连接件下方设置有进料器气缸13,进料器气缸13与铆钉进料器推杆11通过铆钉进料器推杆11连接件固定连接,气缸安装板15与进料气缸以及斜顶8气缸均通过螺钉连接,气缸安装板15上位于调节气缸19和进料器气缸13之间通过螺纹连接有铆钉进料口位置调节螺钉,可以通过所调节螺钉调节铆钉进料管7的高度。
30.其中,冲孔铆钉模具4包括冲针压块盖板21、铆压顶板18、冲针安装件20和冲针压块22,冲针压块22设置在冲针安装件20一侧,且两者通过螺钉固定,冲针压块盖板21通过螺钉固定在冲针安装件20的上方。
31.通过采用上述技术方案,可以通过动力执行部件5动作,推动铆压头505运动时,铆压头505推动冲针压块22动作,可以推动冲针运动,实现对零件的冲孔作业。
32.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1