一种冷拔钢管自动化预加工装置及加工方法与流程
1.本发明涉及冷拔钢管加工技术领域,具体为一种冷拔钢管自动化预加工装置及加工方法。
背景技术:
2.冷拔钢管的加工流程中,毛管表面在拔制时因摩擦较大而产生划道。因此,为了降低划道的产生,毛管进行冷拔拔制前,需要对毛管进行润滑。常用的润滑方式是对酸洗后的毛管进行磷化和皂化。磷化能够在毛管表面形成磷化膜,然后以这层磷化膜为载体,涂上工业肥皂或者金属润滑剂,完成皂化。
3.其中,用金属润滑剂进行皂化时,是将毛管置入皂化缸中进行浸润。例如中国专利公开号为cn102182906b所公开的冷拔钢管润滑液残渣分离系统与中国专利公开号为cn207828411u所公开的磷化、皂化缸用保温装置,便是将毛管置入皂化缸,并由金属润滑剂对毛管进行浸润。对于直径较大且管身较长的毛管而言,这种利用皂化缸对毛管进行皂化处理的方式,存在以下缺点:一、将毛管置入皂化缸以及从皂化缸中取出毛管,均需要耗费人力与时间对毛管进行搬抬。
4.二、皂化缸需要浸没毛管,因此皂化缸的长度超过毛管的管长,使得皂化缸占用场地较大。
技术实现要素:
5.本发明的目的在于提供一种冷拔钢管自动化预加工装置及加工方法,以解决上述背景技术中提出的对于直径较大且管身较长的毛管而言,利用皂化缸对毛管进行皂化处理,需要耗费人力与时间对毛管进行搬抬的问题以及皂化缸占用场地较大的问题。
6.为实现上述目的,本发明提供如下技术方案:一种冷拔钢管自动化预加工装置,包括在冷拔机拔制毛管期间对正在被拔制的毛管进行皂化的皂化筒以及驱动皂化筒对毛管表面进行上油的动力组件。
7.所述皂化筒设于冷拔机的拔管模具前方并在毛管进入冷拔机的拔管模具之前对毛管进行皂化。皂化筒包括处于毛管拔制路径上的油筒、油盖、上油组件和齿环组件。
8.所述油筒包括用于容纳油液并控制油液液面高度的外筒以及设于外筒筒腔内并对外筒容纳的油液进行往复舀取的内筒。所述油盖分别安装在外筒两端的筒口处,用于防止内筒脱离外筒的筒腔。所述上油组件安装在内筒的筒腔内,用于对毛管表面进行均匀上油。所述齿环组件安装在内筒后端的筒口处内腔并延伸至近旁的油盖后方,用于带动内筒绕着外筒的轴心线进行自转。
9.所述动力组件设于皂化筒后方,毛管依次穿过皂化筒与动力组件并驱使动力组件驱动齿环组件转动。
10.优选的,所述外筒包括呈圆直管状的外筒筒体,且外筒筒体两端的筒口均带有向
内翻的呈圆环状的环形槽。
11.优选的,所述外筒筒体的顶部筒壁设置有向外筒筒腔注入油液的注液口。外筒筒体的底部筒壁设置有对外筒筒腔所容纳的油液进行排放的排液口。外筒筒体侧方筒壁设置有通口。
12.优选的,所述外筒还包括监测外筒筒腔所容纳的油液液面高度的液位传感器,且液位传感器安装于外筒筒体所设置的通口中。
13.优选的,所述环形槽的槽口安装有呈圆周阵列分布并与内筒滚动接触的滚杆。
14.优选的,所述内筒包括两个呈圆环状并对称设置的端环,两个所述端环的轴心线处于同一直线上。
15.优选的,两个所述端环的环体之间相连有呈圆周阵列分布的用于舀取外筒筒腔所容纳油液的拨油片,且其中一个邻靠拨油片的端环环口带有向内翻的呈圆环状的定位环。注液口、排液口与液位传感器配合防止外筒筒腔所容纳的油液从定位环的环口溢出。
16.优选的,所述油盖包括盖在外筒的筒口处的油盖盖体。油盖盖体呈圆直管状,油盖盖体一端的管口带有向内翻的呈圆环状的管檐,且管檐将内筒限制在外筒的筒腔中。
17.优选的,所述上油组件包括呈线性阵列状分布的套在毛管管体上并在内筒的筒腔中沿着毛管管体转动的浸油环。浸油环转动过程中被拨油片浇淋油液并将油液涂抹至毛管表面。
18.优选的,每个所述浸油环的两侧各设有一个能够让相邻的两个浸油环进行油液交换的夹环。上油组件中的一个最外侧的夹环外侧设有压环。上油组件中的另一个最外侧的夹环与定位环相互抵接。
19.优选的,所述上油组件还包括将压环、夹环和浸油环串接在一起并将其固定在定位环上的长螺栓一。
20.优选的,所述齿环组件包括置于油盖外侧的齿环。
21.优选的,所述齿环组件还包括将齿环与定位环连接在一起的定位杆与长螺栓二。
22.优选的,所述动力组件包括置于齿环近旁的能够被毛管穿过的撑架。撑架包括呈圆环状的主架体与安装在主架体上的副架体。主架体上安装有驱动齿环组件的齿轮组件一,副架体上装有与齿轮组件一传动配合的齿轮组件二。
23.优选的,所述齿轮组件一包括一根在主架体上转动的转轴一、一个与齿环啮合的齿轮以及一个锥齿轮一,且齿轮与锥齿轮一分别安装在转轴一的两端。
24.优选的,所述齿轮组件二包括一个在副架体上转动的转轴二、一个与锥齿轮一啮合的锥齿轮二以及一个在毛管表面上滚动的滚轮,且锥齿轮二与滚轮分别安装在转轴二的两端。
25.基于上述技术方案,本发明还提供一种预加工方法,包括以下步骤:s1、装置的安装。
26.将皂化筒与动力组件分别安装在位于冷拔机的拔管模具前方的拔制路径上,动力组件处于拔管模具与皂化筒之间。
27.注液口接入配置了电控阀的向注液口注入油液的供油管道,排液口接入配置了电控阀的用于排放外筒筒腔内油液的排油管道。
28.s2、皂化。
29.毛管在皂化筒中穿行时,浸油环将油液涂抹在毛管的表面。
30.s3、油液补充。
31.毛管经过动力组件时,通过毛管的管身、齿轮组件二、齿轮组件一、齿环组件、内筒和上油组件之间的传动配合,使得上油组件跟随内筒在外筒中进行自转,拨油片舀取外筒所容纳的油液并将油液浇淋到浸油环上,补充浸油环的蓄油量,同时使浸油环沿着毛管的管身进行旋转上油。
32.优选的,在s1步骤中,拔管路径为直线路径,毛管能够平稳地依次穿过皂化筒、动力组件和冷拔机的拔管模具。
33.优选的,在s2步骤中,毛管的表面与浸油环的内圈面挤压接触。
34.优选的,在s3步骤中,相邻的两个浸油环之间夹住一个夹环,且相邻的两个浸油环所蓄积的油液能够通过夹环进行交换。
35.优选的,在s1至s3步骤中,注液口连通的供油管道所配置的电控阀、排液口连通的排油管道所配置的电控阀以及液位传感器均通过plc控制器进行控制,控制外筒筒腔所容纳的油液液面高度,避免油液从外筒的筒腔溢出。
36.优选的,在s1至s3步骤中,所用到的毛管是经过磷化后的毛管,毛管表面附着有磷化膜。
37.优选的,在s1至s3步骤中,用于涂抹毛管表面的油液是金属润滑油,并且涂抹在毛管的磷化膜上。
38.优选的,在s1至s3步骤中,所用到的浸油环的材质为多孔弹性材料,既能蓄积油液,又能通过挤压将蓄积的油液挤出。
39.与现有技术相比,本发明的有益效果是:一、对磷化后的毛管进行皂化的皂化筒前置于拔管模具的前方,使毛管在被拔制过程中,先通过皂化筒进行皂化,然后再通过拔管模具进行冷拔塑形。不在使用皂化缸,从而节省了将毛管置入皂化缸以及从皂化缸中取出毛管时所耗费的人力与时间。
40.二、皂化筒能够让毛管沿着内筒中的上油组件的内腔穿行即可,因此,皂化筒的两端筒口的间距长度可以小于毛管的管体长度,从而减少对场地面积的占用。
41.三、毛管经过动力组件时,带动与毛管管身滚动接触的滚轮,从而通过齿轮组件一与齿轮组件二带动齿环组件转动,进而驱使浸油环沿着毛管的表面进行转动,浸油环转动过程中对毛管表面进行均匀上油,并且利用转动的拨油片舀取外筒筒腔所容纳的油液浇淋到浸油环上,为浸油环补充油液。
42.当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
43.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
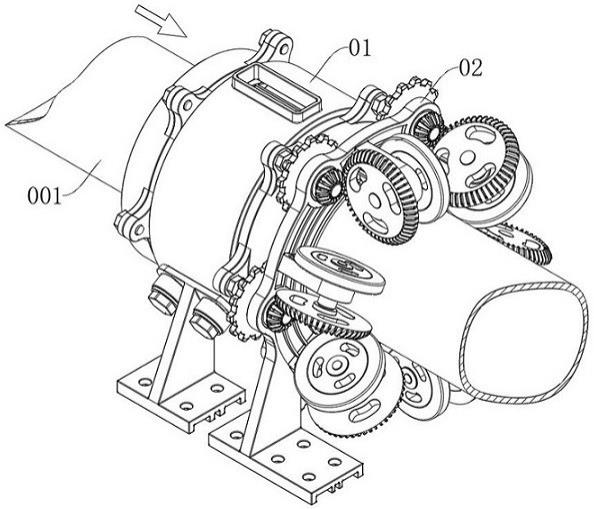
44.图1为本发明对毛管进行皂化的示意图;图2为本发明皂化筒的结构示意图一;
图3为本发明皂化筒的结构示意图二;图4为本发明动力组件与齿环的配合示意图一;图5为本发明动力组件与齿环的配合示意图二;图6为本发明动力组件、齿环与毛管的配合示意图;图7为本发明油筒的结构示意图;图8为本发明外筒的结构示意图;图9为本发明内筒的结构示意图;图10为本发明内筒的侧视图一;图11为本发明内筒的侧视图二;图12为本发明油盖的结构示意图一;图13为本发明油盖的结构示意图二;图14为本发明上油组件的结构示意图一;图15为本发明上油组件的结构示意图二;图16为本发明浸油环的结构示意图;图17为本发明夹环的结构示意图;图18为本发明压环的结构示意图;图19为本发明齿环组件的结构示意图;图20为本发明齿环的结构示意图;图21为本发明筒座的结构示意图;图22为本发明皂化筒内部的结构示意图一;图23为本发明图22的a处放大图;图24为本发明图22的b处放大图;图25为本发明皂化筒内部的结构示意图二;图26为本发明撑架的结构示意图;图27为本发明齿轮组件一的结构示意图;图28为本发明齿轮组件二的结构示意图。
45.附图中,各标号所代表的部件列表如下:001-毛管;01-皂化筒;100-油筒;110-外筒,111-外筒筒体,101-注液口,102-排液口,112-液位传感器,113-滚杆,114-脚筒;120-内筒,121-端环,122-拨油片,123-定位环,103-定位筒一,104-定位筒二,105-定位筒三;200-油盖;210-油盖盖体,220-滚珠,230-密封圈;300-上油组件;310-浸油环,301-通孔一;320-夹环,302-通孔二,303-通孔三;
330-压环,304-通孔四;340-长螺栓一;400-齿环组件;410-齿环,401-通孔五,402-盲孔;420-定位杆,430-长螺栓二;500-筒座;510-套筒,520-紧固螺栓;02-动力组件;600-撑架;610-主架体,620-副架体,630-撑脚;700-齿轮组件一;710-转轴一,720-齿轮,730-锥齿轮一;800-齿轮组件二;810-转轴二,820-锥齿轮二,830-滚轮。
具体实施方式
46.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
47.实施例一请参阅图1-图6,本发明提供一种冷拔钢管自动化预加工装置,包括配合冷拔机对毛管001进行预加工的皂化筒01以及驱动皂化筒01对毛管001表面进行上油的动力组件02。
48.皂化筒01包括一个油筒100、两个油盖200、一组上油组件300、一组齿环组件400与两个筒座500。
49.油筒100以卧放的方式进行放置,并且油筒100的底部筒腔内用于蓄积金属润滑油。油筒100的中部构成一个供毛管001穿行的通道。
50.两个油盖200呈前后对称状设置,并且分别安装于油筒100两端的筒口处。每个油盖200的中部各构成一个供毛管001穿行的通口。
51.上油组件300安装于油筒100所构成的通道内,并且吸取油筒100筒腔所容纳的金属润滑油。上油组件300的中部构成一个供毛管001穿行的通道,并且上油组件300所构成的通道内壁与毛管001的表面挤压接触,以便将上油组件300所蓄的金属润滑油涂抹在毛管001的表面上。
52.齿环组件400安装于油筒100后端的筒口处内腔,并且从近旁的油盖200的通口伸出。齿环组件400的中部构成一个供毛管001穿行的通道。
53.两个筒座500呈左右对称状设置,并且分别位于油筒100的左下方和右下方。筒座500的顶部用于固定并支撑油筒100;筒座500的底部固定装配在冷拔机拔制作业时用于通行毛管001的路径上,并且筒座500设置在冷拔机的拔管模具的前方。如此,使得皂化筒01被置于冷拔机的拔管模具的前方。其中,冷拔机拔制作业时用于通行毛管001的路径,是指冷
拔机的拔管机牵引毛管001移动的路线,也就是拔制路径。
54.在皂化筒01中,油筒100所构成的通道、油盖200所构成的通口、上油组件300所构成的通道与齿环组件400所构成的通道共同组成一个完整的皂化通道,以供毛管001从中穿行。其中,油筒100所构成的通道的轴心线、油盖200所构成的通口的轴心线、上油组件300所构成的通道的轴心线与齿环组件400所构成的通道的轴心线处于同一直线上。
55.在本实施例中,将皂化筒01安装在拔制路径上时,需让皂化筒01所构成的皂化通道的轴心线与拔管模具的模腔的轴心线处于同一直线上。如此,冷拔机的拔管机牵引毛管001沿着拔制路径移动时,使得毛管001能够平稳地穿过皂化通道与拔管模具的模腔。其中,毛管001在皂化通道中平稳地穿行时,上油组件300所蓄的金属润滑油会涂抹在毛管001表面,对毛管001进行皂化。
56.动力组件02包括一副撑架600、六组齿轮组件一700与六组齿轮组件二800。
57.撑架600架设在皂化筒01的后方,撑架600的中部构成一个供毛管001穿行的通口。撑架600的底部固定装配在拔制路径上,并且撑架600设置在冷拔机的拔管模具的前方。如此,使得动力组件02被置于冷拔机的拔管模具的前方。
58.齿轮组件一700安装于撑架600上,六组齿轮组件一700以圆周阵列的方式分布在撑架600所构成的通口的周围,并且齿轮组件一700能够与齿环组件400啮合传动。
59.齿轮组件二800安装于撑架600上,六组齿轮组件二800以圆周阵列的方式分布在撑架600所构成的通口的周围,并且齿轮组件二800能够与齿轮组件一700啮合传动。此外,齿轮组件二800还能与毛管001的表面滚动接触。
60.在动力组件02中,齿轮组件一700的数量与齿轮组件二800的数量均不限于六组,但齿轮组件一700的数量与齿轮组件二800的数量相同并一一适配。齿轮组件一700与齿轮组件二800可根据实际需求进行数量上的增减,但齿轮组件一700的数量与齿轮组件二800的数量均不低于一组。
61.在本实施例中,将动力组件02安装在拔制路径上时,需让撑架600所构成的通口的轴心线与拔管模具的模腔的轴心线处于同一直线上。如此,冷拔机的拔管机牵引毛管001沿着拔制路径移动时,使得毛管001能够平稳地穿过撑架600所构成的通口与拔管模具的模腔。其中,毛管001从撑架600所构成的通口中平稳地穿出时,该毛管001的管身驱动齿轮组件二800运转,运转中的齿轮组件二800再驱动与其适配的齿轮组件一700运转,并且由运转中的齿轮组件一700驱使齿环组件400带动上油组件300在油筒100的筒腔内转动。
62.在本发明中,本装置所适配的冷拔机为能够在水平方向上对毛管001进行直线拉拔的液压冷拔机或链式冷拔机,即拔制路径为水平方向的直线路径。
63.在本发明中,所说的预加工是指毛管001在被拔管模具挤压之前,由皂化筒01先对毛管001进行皂化,使毛管001表面被润滑,以此降低毛管001在拔管模具的模腔内穿行时导致毛管001表面出现划道的情况。
64.在本发明中,用于被冷拔机拔制的毛管001为经过磷化地呈圆管状的直管,毛管001的表面形成有一层疏松多孔且附着力较强的磷化膜,以便附着金属润滑油,完成皂化。因此,向毛管001的表面涂抹金属润滑油,是指将金属润滑油涂抹在毛管001所形成的磷化膜上。
65.冷拔机拔制毛管001的过程中,冷拔机的拔管机牵引毛管001沿着拔制路径移动。
毛管001的一端首先进入皂化筒01所构成的皂化通道内,由上油组件300将金属润滑油涂抹至该毛管001的表面,完成皂化作业。毛管001的管身从皂化通道中穿出后,平稳地进入撑架600所构成的通口内。
66.冷拔机对毛管001进行拔制的过程中,冷拔机的拔管机牵引毛管001沿着拔制路径移动。毛管001从撑架600所构成的通口中穿出时,通过该毛管001的管身、齿轮组件二800、齿轮组件一700和齿环组件400之间的传动配合,使得上油组件300绕着皂化通道的轴心线进行自转。转动中的上油组件300将金属润滑油均匀地涂抹于正在上油组件300所构成的通道中穿行的毛管001表面。此外,上油组件300在转动过程中还能够均匀地蘸取油筒100底部筒腔所容纳的金属润滑油,并将金属润滑油蓄入上油组件300内,以此补充上油组件300向毛管001表面涂抹金属润滑油所产生的消耗。
67.冷拔机对毛管001进行拔制的过程中,冷拔机的拔管机牵引毛管001沿着拔制路径移动。皂化后的毛管001管身在驱动齿轮组件二800运转之后,平稳地进入到拔管模具的模腔内,由拔管模具对该毛管001的管身进行物理挤压塑形。
68.本发明还提供一种适用于上述装置的预加工方法,具体步骤如下:s1、装置的安装。
69.将皂化筒01与动力组件02分别固定装配在冷拔机拔制作业时用于通行毛管001的路径上,并且使皂化筒01与动力组件02在冷拔机的拔管模具前方,而动力组件02处于拔管模具与皂化筒01之间。
70.安装时,皂化筒01所构成的皂化通道的轴心线、撑架600所构成的通口的轴心线与拔管模具的轴心线处于同一直线上,使得皂化筒01、动力组件02和拔管模具形成一条笔直的加工线。
71.拔制时,冷拔机的拔管机在水平方向上对毛管001进行直线拉拔,使毛管001能够平稳地依次穿过皂化筒01所构成的皂化通道、撑架600所构成的通口与拔管模具的模腔。
72.s2、皂化。
73.拔制时,毛管001经过上油组件300所构成的通道时,毛管001表面的磷化膜被上油组件300涂抹上金属润滑油,完成对毛管001的皂化作业。
74.s3、油液补充。
75.拔制时,皂化后的毛管001管身从撑架600所构成的通口中穿出并驱动齿轮组件二800运转,进而使齿轮组件一700运转,再由齿轮组件一700驱使齿轮组件400带动上油组件300在油筒100的筒腔中转动。
76.上油组件300转动时,将其所蓄的金属润滑油均匀地涂抹在正在其通道内的毛管001表面。
77.上油组件300转动时,上油组件300能够均匀地蘸取油筒100底部筒腔所容纳的金属润滑油,并将金属润滑油蓄到上油组件300内,补充上油组件300在毛管001表面涂抹金属润滑油时产生的油液消耗。
78.实施例二基于实施例一的技术方案,本实施例给出皂化筒01的一个具体方案。
79.请参阅图7,皂化筒01的油筒100包括一个外筒110和内筒120。
80.请参阅图8,外筒110包括一个外筒筒体111、一个液位传感器112、若干个滚杆113
与四个脚筒114。
81.外筒筒体111呈圆直管状,并且以卧放的方式进行放置,而外筒筒体111两端的筒口分别朝向前、后两个方向。
82.外筒筒体111的顶部筒壁设置有注液口101。
83.在本实施例中,注液口101接入外界的配置了电控阀的供油管道,并且供油管道所配置的电控阀邻近注液口101。开启供油管道所配置的电控阀,供油管道中的金属润滑油向注液口101内注入,并落入外筒筒体111的筒腔内。关闭供油管道所配置的电控阀,供油管道中的金属润滑油停止向注液口101内注入。
84.外筒筒体111的底部筒壁设置有排液口102。
85.在本实施例中,排液口102接入外界的配置了电控阀的排油管道,并且排油管道所配置的电控阀邻近排液口102。开启排油管道所配置的电控阀,外筒筒体111底部筒腔所容纳的金属润滑油通过排液口102排入排油管道。关闭排油管道所配置的电控阀,外筒筒体111底部筒腔所容纳的金属润滑油不再通过排液口102排入排油管道。
86.在本实施例中,为了能够对排液口102排放的金属润滑油进行循环利用,可寻找外界的容器接取被排油管道排出的金属润滑油,然后对接取的金属润滑油进行过滤处理,以便对金属润滑油进行循环利用。
87.外筒筒体111的侧方筒壁设置有插口,并且该插口位于排液口102的右上方。
88.液位传感器112固定安装于外筒筒体111的插口内,并且液位传感器112的顶部从该插口处伸入外筒筒体111的筒腔,用于感知外筒筒体111底部筒腔所容纳的金属润滑油液面高度。
89.在本实施例中,液位传感器112的外壳与外筒筒体111的插口的内腔壁面通过密封胶进行密封连接,防止外筒筒体111底部筒腔所容纳的金属润滑油从外筒筒体111的插口处渗出。
90.在本实施例中,注液口101连通的供油管道所配置的电控阀、排液口102连通的排油管道所配置的电控阀以及液位传感器112均通过plc控制器进行启闭控制,而plc控制器为可编程逻辑控制器,并且plc控制器连接有用于进行控制操作的控制开关。
91.在本实施例中,使用皂化筒01时,首先通过plc控制器所连接的控制开关开启液位传感器112,以便液位传感器112对外筒筒体111底部筒腔所容纳的金属润滑油液面进行监测。然后通过plc控制器所连接的控制开关将排液口102连通的排油管道所配置的电控阀调至关闭状态,以免外筒筒体111底部筒腔所容纳的金属润滑油从排液口102排放出去。最后通过plc控制器所连接的控制开关将注液口101连通的供油管道所配置的电控阀调至开启状态,以便供油管道通过注液口101向外筒筒体111的筒腔注入金属润滑油。
92.外筒筒体111两端的筒口内各设置有一个呈圆环状的环形槽,并且环形槽的轴心线与外筒筒体111的轴心线处于同一直线上。每个环形槽各包括前后对称设置的两个呈环形板体状的翼板,翼板的外圈壁面无缝焊接在外筒筒体111的筒口内侧环形壁面上,翼板的内圈壁面开设有以环形槽的轴心线为转轴呈圆周阵列状分布的嵌槽,并且同一个环形槽的两个翼板所开设的嵌槽一一对齐。
93.滚杆113以环形槽的轴心线为转轴呈圆周阵列状分布在环形槽的槽口处。在同一个环形槽内,相互对齐的两个嵌槽分别嵌入同一个滚杆113的两端,并且该滚杆113的两端
能够在嵌槽内转动,而滚杆113中部杆体的局部从环形槽口处露出。
94.在本实施例中,环形槽能够对外筒筒体111筒腔所容纳的金属润滑油进行阻拦,使得金属润滑油能够积在外筒筒体111的底部筒腔内。此外,外筒筒体111筒腔内的金属润滑油接触到滚杆113之后,能够对滚杆113进行润滑,降低嵌槽与滚杆113之间的摩擦力,有利于滚杆113的滚动。
95.脚筒114呈圆直管状,并且脚筒114的筒腔腔壁设有内螺纹。四个脚筒114按照左右对称的方式分成两组,并且每组中包含两个脚筒114。左方一组中的两个脚筒114呈前后对称状设置,并且焊接在外筒筒体111的左下方外壁面上,而这两个脚筒114的筒口朝向左下方。右方一组中的两个脚筒114呈前后对称状设置,并且焊接在外筒筒体111的右下方外壁面上,而这两个脚筒114的筒口朝向右下方。
96.外筒筒体111两端的筒口外侧环形壁面皆固定连接有呈圆周阵列状分布的耳块,并且这些耳块的块体上开设有螺纹通孔。
97.请参阅图9-图11,内筒120包括两个端环121与若干根拨油片122。
98.端环121呈圆直管状,并且端环121两端的环口分别朝向前、后两个方向。两个端环121呈前后对称状设置,并且端环121的轴心线与外筒筒体111的轴心线处于同一直线上。
99.拨油片122为倾斜设置的直叶片。各根拨油片122以端环121的轴心线为转轴呈圆周阵列状分布在两个端环121之间,并且拨油片122的前壁面与前方端环121的后壁面一体连接,拨油片122的后壁面与后方端环121的前壁面一体连接。
100.在本实施例中,各个拨油片122共同构成的一圈围栏。围栏的内直径与端环121的内直径相同,围栏的外直径与端环121的外直径相同。端环121最低处所在的水平面为液位传感器112的低液位报警线,当外筒筒体111底部筒腔所容纳的金属润滑油液面到达该水平面时,触发液位传感器112低液位的警报。此时,液位传感器112立即将信息反馈给plc控制器,再由plc控制器及时将供油管道所配置的电控阀开启,由供油管道向外筒筒体111的筒腔注入金属润滑油,提升外筒筒体111底部筒腔所容纳的金属润滑油液面高度。
101.后方端环121的前端环口内设置有一个呈圆环形板体状的定位环123,并且定位环123的轴心线与该端环121的轴心线处于同一直线上。定位环123的外圈壁面与该端环121的前端环口内侧环形壁面一体连接。
102.在本实施例中,定位环123内圈壁面最低处所在的水平面为液位传感器112的高液位报警线,当外筒筒体111底部筒腔所容纳的金属润滑油液面到达该水平面时,触发液位传感器112高液位的报警。此时,液位传感器112立即将信息反馈给plc控制器,再由plc控制器及时将供油管道所配置的电控阀关闭,供油管道停止向外筒筒体111的筒腔注入金属润滑油,避免外筒筒体111底部筒腔所容纳的金属润滑油从定位环123的环口处溢出。
103.定位环123的后壁面焊接有以定位环123的轴心线为转轴呈圆周阵列状分布的定位筒一103、定位筒二104与定位筒三105,定位筒一103、定位筒二104和定位筒三105均呈圆直管状,并且定位筒一103的轴心线、定位筒二104的轴心线与定位筒三105的轴心线均垂直于定位环123的后壁面。
104.每个定位筒一103的旁边均有一个定位筒二104与一个定位筒三105,并且该定位筒二104与该定位筒三105分别在该定位筒一103的两侧方,而相邻的两个定位筒一103之间隔有一个定位筒二104或者一个定位筒三105。
105.定位筒一103的筒腔腔壁为光滑壁面,并且定位筒一103的筒腔不贯穿定位环123的环体。定位筒二104的筒腔腔壁与设有内螺纹,并且定位筒二104的筒腔贯穿定位环123的环体。定位筒三105的筒腔腔壁设有内螺纹,并且定位筒三105的筒腔不贯穿定位环123的环体。
106.请参阅图12和图13,皂化筒01的油盖200包括一个油盖盖体210、若干颗滚珠220和两个密封圈230。
107.油盖盖体210呈圆直管状,并且油盖盖体210两端的盖口分别朝向前、后两个方向,而油盖盖体210的轴心线与外筒筒体111的轴心线处于同一直线上。油盖盖体210一端的盖口外侧环形壁面固定连接有呈圆周阵列状分布的耳块,并且这些耳块的块体上开设有圆形通孔。油盖盖体210另一端的盖口内设置有一个呈圆环形板体状的管檐,并且管檐的轴心线与该油盖盖体210的轴心线处于同一直线上。
108.管檐的板体上开设有以该管檐的轴心线为转轴呈圆周阵列状分布的嵌孔,每个嵌孔嵌入一颗滚珠220,并且滚珠220的局部珠体从该嵌孔前后两端的孔口露出。
109.油盖盖体210的内侧环形壁面开设有两个呈圆环形槽腔状的卡槽腔,两个密封圈230分别填塞在这两个卡槽腔内。
110.请参阅图14和图15,皂化筒01的上油组件300包括呈线性阵列状分布的n个浸油环310、呈线性阵列状分布的n+1个夹环320、一个位于所有夹环320正前方的压环330与若干根安装在压环330上的长螺栓一340。
111.请参阅图16,浸油环310呈圆环形板体状,并且浸油环310的轴心线与外筒筒体111的轴心线处于同一直线上。浸油环310的材质为多孔弹性材料,如海绵、棉料,使得浸油环310既能蓄入金属润滑油,又能通过挤压将所蓄的金属润滑油挤出。浸油环310的环体上开设有以浸油环310的轴心线为转轴呈圆周阵列状分布的通孔一301,用于安插长螺栓一340。
112.在本实施例中,通孔一301的数量与定位筒二104的数量一致,并且浸油环310的各个通孔一301分别与定位环123上的各个定位筒二104一一对齐。
113.请参阅图17,夹环320呈圆环形板体状,并且夹环320的轴心线与外筒筒体111的轴心线处于同一直线上。夹环320的环体上开设有以该夹环320的轴心线为转轴呈圆周阵列状分布的通孔二302、通孔三303,相邻的两个通孔二302之间隔有一个通孔三303,相邻的两个通孔三303之间隔有一个通孔二302。通孔二302用于安插长螺栓一340;通孔三303呈弧形的长槽孔状,用于流通金属润滑油。
114.在本实施例中,通孔二302的数量与通孔一301的数量一致,并且夹环320上的各个通孔二302分别与浸油环310上的各个通孔一301一一对齐。
115.请参阅图18,压环330呈圆环形板体状,并且压环330的轴心线与外筒筒体111的轴心线处于同一直线上。压环330的环体上开设有以该压环330的轴心线为转轴呈圆周阵列分布的通孔四304,用于安插长螺栓一340。
116.在本实施例中,通孔四304的数量与通孔二302的数量一致,并且压环330上的各个通孔四304分别与夹环320上的各个通孔二302一一对齐。此外,长螺栓一340的数量与通孔四304的数量一致。
117.请参阅图19,皂化筒01的齿环组件包括一个齿环410、若干根定位杆420与若干根长螺栓二430。
118.请参阅图20,齿环410呈圆环状,并且齿环410的轴心线与外筒筒体111的轴心线处于同一直线上,而齿环410的外侧环形壁面设有以该齿环410的轴心线为转轴呈圆周阵列状分布的齿牙。齿环410的前壁面开设有以该齿环410的轴心线为转轴呈圆周阵列状分布的通孔五401,通孔五401的孔腔壁面为光滑面,用于安插长螺栓二430。每个通孔五401的两侧方各设有一个盲孔402,盲孔402的孔腔壁面为光滑面,用于安插定位杆420。
119.在本实施例中,定位杆420呈圆直杆状,并且各根定位杆420以齿环410的轴心线为转轴呈圆周阵列状分布。定位杆420的数量、盲孔402的数量与定位筒一103的数量一致,而齿环410上的各个盲孔402分别与定位环123上的各个定位筒一103一一对齐。
120.在本实施例中,长螺栓二430的数量、通孔五401的数量与定位筒三105的数量一致,而齿环410上的各个通孔五401分别与定位环123上的各个定位筒三105一一对齐。
121.请参阅图21,皂化筒01的筒座500有两个,并且两个筒座500呈左右对称状设置。筒座500的顶部用来搭放外筒筒体111,筒座500的顶部还设置有用来安插脚筒114的套筒510以及用来丝接脚筒114的紧固螺栓520。
122.在本实施例中,套筒510的内腔壁面能够与脚筒114的外侧环形壁面贴合,并且套筒510内腔的深度能够完全容纳脚筒114。
123.请参阅图22-图25,给出了本实施例皂化筒01装配后的内部构造方案。
124.浸油环310的外直径、夹环320的外直径与压环330的外直径相同,而夹环320的内直径、压环330的内直径与定位环123的内直径相同。
125.装配皂化筒01时,首先组装上油组件300,其组装方式是:先将各根长螺栓一340分别从压环330的前方插入压环330的各个通孔四304,然后按照“a-b-a-b-...-a”的排列方式使各个夹环320、浸油环310依次被长螺栓一340串起来。其中,夹环320被长螺栓一340串起来的方式是让各根长螺栓一340分别从夹环320的前方插入该夹环320的各个通孔二302,浸油环310被长螺栓一340串起来的方式是让各根长螺栓一340分别从浸油环310的前方插入该夹环320的各个通孔一301。
126.上油组件300完成组装后,其压环330位于所有夹环320的正前方,并且相邻的两个夹环320共同夹持一个浸油环310,相邻的两个浸油环310共同夹持一个夹环320。
127.装配皂化筒01时,完成上油组件300的组装后,再将上油组件300从内筒120的前方插入内筒120中,使上油组件300中的最后一个夹环320的后壁面与定位环123的前壁面抵接,并且将各根长螺栓一340调整至分别与各个定位筒二104互相对齐,然后将长螺栓一340拧入定位筒二104中,使得上油组件300被固定安装在内筒120中。
128.上油组件300固定安装在内筒120中之后,所有的浸油环310、夹环320共同构成一个呈圆管状的管筒,该管筒的外侧环形壁面与各个拨油片122所构成的围栏的内圈壁面抵接。
129.装配皂化筒01时,上油组件300固定安装在内筒120中之后,再将内筒120从外筒筒体111任意一端的筒口插入外筒筒体111的筒腔内,使内筒120居中放置在外筒筒体111的筒腔。
130.内筒120居中放置在外筒筒体111的筒腔之后,前方端环121插接在外筒筒体111前端的筒口内,并且该端环121前部的环体从外筒筒体111前端的筒口伸出,而该端环121后部的环体外侧环形壁面与外筒筒体111前端的筒口内所安装的滚杆113中部的杆体滚动接触。
后方端环121插接在外筒筒体111后端的筒口内,并且该端环121后部的环体从外筒筒体111后端的筒口伸出,而该端环121前部的环体外侧环形壁面与外筒筒体111后端的筒口内所安装的滚杆113中部的杆体滚动接触。
131.装配皂化筒01时,内筒120居中放置在外筒筒体111的筒腔之后,再将两个油盖200分别安装在外筒筒体111两端的筒口处,其安装方式是:先将油盖盖体210中设有耳块的盖口与外筒筒体111的筒口抵接并连通,并且使油盖盖体210的耳块分别与外筒筒体111的耳块抵接并对齐,从而使得油盖盖体210耳块的圆形通孔与外筒筒体111耳块的螺纹通孔互相对齐;然后将螺栓从油盖盖体210耳块的圆形通孔插入,并将螺栓拧入外筒筒体111耳块的螺纹通孔内,拧紧螺栓,使得油盖盖体210被固定安装在外筒筒体111的筒口处。如此,可使两个油盖200分别固定安装在外筒筒体111两端的筒口处。
132.两个油盖200分别固定安装在外筒筒体111两端的筒口处之后,端环121从外筒筒体111筒口伸出的环体被油盖盖体210所遮罩。其中,前方油盖200中的滚珠220与前方端环121的前壁面滚动接触,后方油盖200中的滚珠220与后方端环121的后壁面滚动接触。两个油盖200中的滚珠220将内筒120限制在外筒筒体111的筒腔中,防止内筒120脱离外筒筒体111的筒腔。如此,油盖200对内筒120进行限位的同时,又能避免油盖200妨碍内筒120在外筒筒体111的筒腔内转动。
133.两个油盖200分别固定安装在外筒筒体111两端的筒口处之后,端环121从外筒筒体111筒口伸出的环体被密封圈230所箍套。密封圈230的内环壁面与端环121的外环壁面挤压接触,而不固定连接,以便端环121能够在油盖盖体210的盖腔转动,并且利用密封圈230阻碍外筒筒体111筒腔内的金属润滑油从端环121的外侧环形壁面与油盖盖体210之间的夹缝中溢出,使得金属润滑油能够积在外筒筒体111底部的筒腔内。
134.装配皂化筒01时,两个油盖200分别固定安装在外筒筒体111两端的筒口处之后,再将各根定位杆420前端的杆体分别插入各个定位筒一103中,然后将各个盲孔402分别套在各根定位杆420后端的杆体上,使各个通孔五401分别与各个定位筒三105互相对齐,最后将长螺栓二430从通孔五401的后方穿过通孔五401,并且拧入定位筒三105的筒腔内,拧紧长螺栓二430,使得齿环组件400被固定安装在定位环123的后壁面上。
135.齿环组件400固定安装在定位环123的后壁面上之后,齿环410处于后方油盖200的正后方,并且齿环410不用该油盖200接触。
136.装配皂化筒01时,齿环组件400固定安装在定位环123的后壁面上之后,再将脚筒114插入套筒510的内腔,然后将紧固螺栓520从套筒510侧下方的筒口处拧入脚筒114的筒腔中,最后将紧固螺栓520拧紧,紧固螺栓520的沉头被阻挡在套筒510侧下方的筒口处,紧固螺栓520将外筒筒体111与筒座500固定安装在一起,完成了皂化筒01的装配。
137.在本实施例中,齿环410被动力组件02驱动后,会通过定位杆420与长螺栓二430带动定位环123跟随齿环410进行同步运动,使得内筒120在外筒筒体111的筒腔中转动作业。
138.相邻的两个拨油片122之间构成有一个用来临时容纳金属润滑油的舀腔。
139.在内筒120的转动过程中,当外筒筒体111底部筒腔所容纳的金属润滑油液面高于液位传感器112的低液位报警线时,倾斜设置的各根拨油片122从外筒筒体111底部筒腔向上转移的过程,会将外筒筒体111底部筒腔所容纳的金属润滑油舀取到舀腔中,并且将舀腔中的金属润滑油浇淋在由浸油环310与夹环320共同构成的管筒的外侧环形壁面上。
140.其中,浸油环310被浇淋金属润滑油后,若浸油环310处于非饱和状态,浸油环310对这些金属润滑油进行吸收;若浸油环310处于饱和状态,这些金属润滑油则暂时留在舀腔中,当该舀腔向下转移时,再将该舀腔容纳的金属润滑油倒入外筒筒体111的底部筒腔。
141.在内筒120的转动过程中,当外筒筒体111底部筒腔所容纳的金属润滑油液面低于液位传感器112的低液位报警线时,倾斜设置的各根拨油片122从外筒筒体111底部筒腔向上转移的过程,碰不到外筒筒体111底部筒腔所容纳的金属润滑油,无法外筒筒体111底部筒腔所容纳的金属润滑油将舀取到舀腔中。
142.在内筒120的转动过程中,滚杆113中部的杆体与端环121的外侧环形壁面滚动接触,方便内筒120在外筒筒体111的筒腔内转动。
143.其中,外筒筒体111筒腔的金属润滑油会随着端环121的转动浸到各个滚杆113的表面,降低了滚杆113与端环121之间的摩擦力,有利于内筒120在外筒筒体111的筒腔内转动。
144.浸油环310的内直径不大于毛管001的外直径,并且浸油环310的内直径与毛管001的外直径相差3mm~5mm。浸油环310的内直径小于定位环123的内直径,并且浸油环310的内直径与定位环123的内直径的差值大于浸油环310的内直径与毛管001的外直径的差值,这两个差值之间相差3mm~5mm。
145.如此,当毛管001在由浸油环310与夹环320共同构成的管筒内穿行时,浸油环310的内侧环形壁面与毛管001的表面挤压接触,浸油环310环体所蓄的金属润滑油被挤出,并且涂抹在毛管001的表面,完成对毛管001的皂化。
146.其中,当毛管001在由浸油环310与夹环320共同构成的管筒内穿行时,毛管001的表面不与定位环123的内侧环形壁面、压环330的内侧环形壁面、夹环320的内侧环形壁面接触,避免定位环123、压环330与夹环320划伤毛管001的表面。
147.此外,浸油环310所挤出的金属润滑油渗在定位环123与压环330的环体上,并沿着定位环123与压环330渗到端环121的内侧环形壁面上,最后沿着端环121的内侧环形壁面渗到滚珠220的表面,降低了滚珠220与端环121之间的摩擦,有利于端环121在油盖盖体210内进行转动。
148.在内筒120的转动过程中,当毛管001在由浸油环310与夹环320共同构成的管筒内穿行时,浸油环310沿着毛管001的管身进行旋转,并且将浸油环310将所蓄的金属润滑油均匀地涂抹在毛管001的表面。
149.在内筒120的转动过程中,浸油环310的底部浸入外筒筒体111底部筒腔所容纳的金属润滑油中时,浸油环310能够蘸取金属润滑油,若浸油环310处于非饱和状态,浸油环310会对金属润滑油进行吸收,以补充浸油环310对金属润滑油的消耗。
150.在内筒120的转动过程中,浸油环310在夹环320的夹持下,饱和的浸油环会将所蓄的金属润滑油溢入通孔三303中。浸油环310对毛管001进行涂抹过程中对金属润滑油进行消耗,此时,通孔三303中的金属润滑油被浸油环310所吸收,以补充浸油环310的消耗。
151.相邻的两个夹环320对同一个浸油环310进行夹持时,会使该被夹持的浸油环310的局部环体挤入这两个夹环320的通孔三303中,使得通孔三303能够对该浸油环310进行阻拦。
152.在内筒120的转动过程中,浸油环310沿着毛管001表面转动时,通过通孔三303对
浸油环310的阻拦,使通孔三303的孔口与该孔口所接触的浸油环310的环体之间产生挤压力,以便饱和状态下的浸油环310将所蓄的金属润滑油溢入通孔三303中。
153.此外,当通孔三303一侧的浸油环310处于饱和状态,并且向该通孔三303溢入金属润滑油,而该通孔三303另一侧的浸油环310处于非饱和状态时,该通孔三303中的金属润滑油会被该非饱和状态的浸油环310所吸收。如此,金属润滑油通过在各个通口三303之间流动,能够对调节各个浸油环310所蓄的金属润滑油含量,使各个浸油环310所蓄的金属润滑油含量趋于均衡。
154.在供油管道向外筒筒体111的筒腔注入金属润滑油时,金属润滑油直接浇淋在浸油环310上,若浸油环310处于非饱和状态,浸油环310会对其进行吸收。
155.在内筒120的转动过程中,当毛管001在由浸油环310与夹环320共同构成的管筒内穿行时,浸油环310的内侧环形壁面与毛管001的表面挤压接触,浸油环310所蓄的金属润滑油被挤出,并且涂抹在毛管001的表面,完成对毛管001的皂化。
156.在本实施例中,皂化筒01能够在毛管001被拔制的过程中预先对毛管001进行皂化,省去了使用皂化缸对毛管001进行皂化的不便。
157.实施例三基于实施例二的技术方案,本实施例给出动力组件02的一个具体方案。
158.请参阅图26,撑架600包括一副呈圆环状的主架体610,该主架体610的板体开设有以该主架体610的轴心线为转轴呈圆周阵列状分布的通孔,并且该通孔内嵌有轴承。此外,该通孔的数量与齿轮组件一700的数量一致。
159.主架体610的后壁焊接有以该主架体610的轴心线为转轴呈圆周阵列状分布的副架体620,副架体620的前端开设有通孔,并且该通孔内嵌有轴承。此外,该通孔的数量与齿轮组件二800的数量一致。
160.主架体610的左下方与主架体610的右下方各焊接有一个用来支撑主架体的撑脚630。两个撑脚630呈左右对称状设置,并且撑脚630的底部固定装配在冷拔机拔制作业时用于通行毛管001的路径上。
161.在本实施例中,主架体610的轴心线与外筒筒体111的轴心线处于同一直线上,毛管001在主架体610的中间穿行。
162.请参阅图27,齿轮组件一700包括一根转轴一710。转轴一710中部的轴体固定安装在主架体610所嵌的轴承内圈中,转轴一710前端的轴体固定套接有一个与齿环410啮合的齿轮720,转轴一710后端的轴体固定套接有一个锥齿轮一730。
163.请参阅图28,齿轮组件二800包括一根转轴二810。转轴二810中部的轴体固定安装在副架体620所嵌的轴承内圈中,转轴二810一端的轴体固定套接有一个与锥齿轮一730啮合的锥齿轮二820,转轴二810另一端的轴体固定套接有一个在毛管001表面上滚动的滚轮830。
164.在本实施例中,毛管001从主架体610的中间穿出时,带动滚轮830滚动,滚轮830带动转轴二810同步转动,使得锥齿轮二820驱动锥齿轮一730转动。转动中的锥齿轮一730带动转轴一710同步转动,转轴一710带动齿轮720转动,并由转动的齿轮720驱动齿环410转动,进而使内筒120在外筒筒体111的筒腔内转动。
165.在本实施例中,动力组件02能够利用毛管001被拔制时与滚轮830产生的摩擦力驱
使动力组件02运行。
166.实施例四基于实施例三,为了使内筒120的旋转速度可以调节,本实施例给出动力组件02的另一种替换方案。
167.在本实施例中,动力组件02中的撑架600、齿轮组件一700与齿轮组件二800可替换为有电机、变速箱和齿轮720。其中电机的输出端通过联轴器与变速箱的输入端机械连接,齿轮720则固定套接在变速箱的输出端,并且齿轮720与齿环410啮合。如此,启动电机后,电机驱动变速箱运行,变速箱带动齿轮720转动,并由转动的齿轮720驱动齿环410转动,进而使内筒120在外筒筒体111的筒腔内转动。此外,通过调节控制箱的转速,能够改变内筒120的旋转速度。
168.在上述内容中,参照优选的实施例详细描述了本发明所提出的方案的示范性实施方式,然而本领域技术人员可理解的是,在不背离本发明理念的前提下,可以对上述具体实施例做出多种变型和改型,且可以对本发明提出的各种技术特征、结构进行多种组合,而不超出本发明的保护范围,本发明的保护范围由所附的权利要求确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1