一种电机后端盖组装机的制作方法
1.本实用新型涉及机械自动化技术领域,尤其是指一种电机后端盖组装机。
背景技术:
2.电机后端盖主要是用来固定和支撑电机转轴,在装配时,需将电机后端盖、电机刷、轴承盖板、球形轴承、后端盖支架等部件组装在一起。现有采用人工装配的方式很难有效将上述部件进行装配,易出现错装漏装,且存在操作者劳动强度大、安全隐患大和生产耗时较长的问题。
技术实现要素:
3.为解决上述技术问题,本实用新型提供一种电机后端盖组装机,包括:旋转总装台以及设于旋转总装台周向侧的第一机械手、第二机械手、第三机械手、第四机械手、第五机械手、第六机械手,所述旋转总装台通过回转支承驱动并可360度进行旋转;
4.所述第一机械手一侧设有电机刷握支架振动盘,所述第二机械手一侧设有轴承盖板振动盘,所述第三机械手一侧设有球形轴承振动盘,所述第四机械手一侧设有后端盖支架振动盘,所述第五机械手一侧设有后端盖刷握振动盘,所述第六机械手一侧设有送料盒;
5.通过第一机械手取料并在旋转总装台上的电机后盖模具安装电机刷握支架后,由旋转总装台依次转动至第二机械手、第三机械手、第四机械手、第五机械手、第六机械手各自的位置处,依次取料并安装轴承盖板、球形轴承、后端盖支架、后端盖刷握后送料至送料盒。
6.在本实用新型的一种实施方式中,所述第一机械手包括:第一气动滑台、第一升降气缸、第一夹具气缸、第一夹爪、第一安装架、第一安装板、第一升降板,所述第一气动滑台安装于第一安装架上,所述第一升降气缸通过第一安装板安装于第一气动滑台,所述第一夹具气缸通过第一升降板安装于第一升降气缸,所述第一夹爪通过第一夹具气缸驱动而开闭。
7.在本实用新型的一种实施方式中,所述第二机械手包括:第二气动滑台、第二升降气缸、第二夹具气缸、第二夹爪、第二安装架、第二安装板、第二升降板,所述第二气动滑台安装于第二安装架上,所述第二升降气缸通过第二安装板安装于第二气动滑台,所述第二夹具气缸通过第二升降板安装于第二升降气缸,所述第二夹爪通过第二夹具气缸驱动而开闭。
8.在本实用新型的一种实施方式中,所述第三机械手包括:第三气动滑台、第三升降气缸、第三夹具气缸、第三夹爪、第三安装架、第三安装板、第三升降板,所述第三气动滑台安装于第三安装架上,所述第三升降气缸通过第三安装板安装于第三气动滑台,所述第三夹具气缸通过第三升降板安装于第三升降气缸,所述第三夹爪通过第三夹具气缸驱动而开闭。
9.在本实用新型的一种实施方式中,所述第四机械手包括:第四气动滑台、第四升降
气缸、第四夹具气缸、第四夹爪、第四安装架、第四安装板、第四升降板,所述第四气动滑台安装于第四安装架上,所述第四升降气缸通过第四安装板安装于第四气动滑台,所述第四夹具气缸通过第四升降板安装于第四升降气缸,所述第四夹爪通过第四夹具气缸驱动而开闭。
10.在本实用新型的一种实施方式中,所述第五机械手包括取料机构和安装机构,所述取料机构包括接驳组件、第五气动滑台、通过第五气动滑台驱动而水平移动的第五升降气缸、通过第五升降气缸驱动而升降的第五夹具气缸以及通过第五夹具气缸驱动而开闭的第五夹爪,所述接驳组件位于第五夹爪下方,所述接驳组件包括用于承载后端盖刷握的承载台;所述安装机构包括固定支架、安装支架、滑动支架、旋转气缸、安装气缸,所述固定支架包括横梁以及连接于横梁两端的竖梁,两个竖梁分别位于旋转总装台两侧,所述安装支架连接于横梁,所述滑动支架沿竖直方向滑动连接于安装支架,所述旋转气缸转动连接于滑动支架的一端,所述安装气缸通过旋转气缸旋转,所述旋转气缸驱动连接有安装夹爪。
11.在本实用新型的一种实施方式中,所述接驳组件还包括接驳架、水平驱动气缸、第一滑轨、第一滑块,所述接驳架与水平驱动气缸的驱动端相连,所述接驳架通过第一滑块滑动连接于第一滑轨,所述承载台连接于接驳架,所述承载台设有限位凸台。
12.在本实用新型的一种实施方式中,所述安装机构还包括竖直驱动气缸、第二滑轨、第二滑块,所述竖直驱动气缸、第二滑块连接于安装支架,所述滑动支架与竖直驱动气缸的驱动端相连,所述滑动支架通过第二滑块滑动连接于第二滑轨。
13.在本实用新型的一种实施方式中,所述安装机构还包括旋转驱动气缸、连杆、转轴、翻转板,所述旋转驱动气缸连接于滑动支架,旋转驱动气缸的驱动端与连杆一端相连,所述连杆另一端与转轴相连,所述翻转板通过转轴连接于滑动支架的一端,所述旋转气缸连接于翻转板。
14.在本实用新型的一种实施方式中,所述第六机械手包括:第六气动滑台、第六升降气缸、第六夹具气缸、第六夹爪、第六安装架、第六安装板、第六升降板,所述第六气动滑台安装于第六安装架上,所述第六升降气缸通过第六安装板安装于第六气动滑台,所述第六夹具气缸通过第六升降板安装于第六升降气缸,所述第六夹爪通过第六夹具气缸驱动而开闭。
15.本实用新型的上述技术方案相比现有技术具有以下优点:
16.本实用新型所述的一种电机后端盖组装机,通过第一机械手取料并在旋转总装台上的电机后盖模具安装电机刷握支架后,由旋转总装台依次转动至第二机械手、第三机械手、第四机械手、第五机械手、第六机械手各自的位置处,依次取料并安装轴承盖板、球形轴承、后端盖支架、后端盖刷握后送料至送料盒。操作工人只需要定时补充零件和移动零件即可,减小了工人的劳动强度,减小错装漏装率同时提高了装配效率。
附图说明
17.为了使本实用新型的内容更容易被清楚的理解,下面根据本实用新型的具体实施例并结合附图,对本实用新型作进一步详细的说明,其中
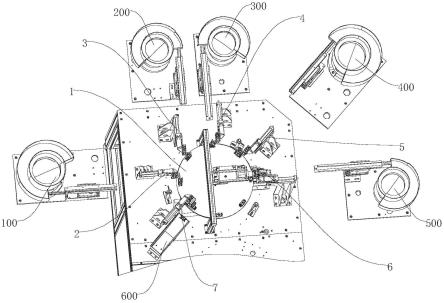
18.图1是本实用新型电机后端盖组装机的整体结构示意图。
19.图2是本实用新型第一机械手的结构示意图。
20.图3是本实用新型第二机械手的结构示意图。
21.图4是本实用新型第三机械手的结构示意图。
22.图5是本实用新型第四机械手的结构示意图。
23.图6是本实用新型第五机械手的结构示意图。
24.图7是本实用新型第六机械手的结构示意图。
25.说明书附图标记说明:1、旋转总装台;2、第一机械手;21、第一气动滑台;22、第一升降气缸;23、第一夹具气缸;24、第一夹爪;25;第一安装架;26、第一安装板;27、第一升降板;3、第二机械手;31、第二气动滑台;32、第二升降气缸;33、第二夹具气缸;34、第二夹爪;35、第二安装架;36、第二安装板;37、第二升降板;4、第三机械手;41、第三气动滑台;42、第三升降气缸;43、第三夹具气缸;44、第三夹爪;45、第三安装架;46、第三安装板;47、第三升降板;5、第四机械手;51、第四气动滑台;52、第四升降气缸;53、第四夹具气缸;54、第四夹爪;55、第四安装架;56、第四安装板;57、第四升降板;6、第五机械手;61、取料机构;611、第五气动滑台;612、第五升降气缸;613、第五夹具气缸;614、第五夹爪;62、安装机构;621、固定支架;622、安装支架;623、滑动支架;624、旋转气缸;625、安装气缸;626、安装夹爪;627、竖直驱动气缸;628、第二滑轨;629、第二滑块;630、旋转驱动气缸;631、连杆;632、转轴;633、翻转板;64、接驳组件;641、承载台;642、接驳架;643、水平驱动气缸;644、第一滑轨;645、第一滑块;646、限位凸台;7、第六机械手;71、第六气动滑台;72、第六升降气缸;73、第六夹具气缸;74、第六夹爪;75、第六安装架;76、第六安装板;77、第六升降板;100、电机刷握支架振动盘;200、轴承盖板振动盘;300、球形轴承振动盘;400、后端盖支架振动盘;500、后端盖刷握振动盘;600、送料盒;710、电机刷握支架;720、轴承盖板;730、球形轴承;740、后端盖支架;750、后端盖刷握;760、成品电机后端盖。
具体实施方式
26.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
27.参照图1至图7所示,本实用新型的一种电机后端盖组装机,包括:旋转总装台1以及设于旋转总装台1周向侧的第一机械手2、第二机械手3、第三机械手4、第四机械手5、第五机械手6、第六机械手7,所述第一机械手2一侧设有电机刷握支架振动盘100,所述第二机械手3一侧设有轴承盖板振动盘200,所述第三机械手4一侧设有球形轴承振动盘300,所述第四机械手5一侧设有后端盖支架振动盘400,所述第五机械手6一侧设有后端盖刷握振动盘500,所述第六机械手7一侧设有送料盒600;
28.通过第一机械手2取料并在旋转总装台1上的电机后盖模具安装电机刷握支架710后,由旋转总装台1依次转动至第二机械手3、第三机械手4、第四机械手5、第五机械手6、第六机械手7各自的位置处,依次取料并安装轴承盖板720、球形轴承730、后端盖支架740、后端盖刷握750后送料至送料盒600。
29.在本实施例中,所述旋转总装台1通过回转电机、回转支承等进行驱动,可以360度进行旋转;所述电机刷握支架振动盘100、轴承盖板振动盘200、球形轴承振动盘300、后端盖支架振动盘400、后端盖刷握振动盘500均为现有技术中通过变频器、电机、料斗等实现自动输送作用的部件。
30.具体地,所述第一机械手2包括:第一气动滑台21、第一升降气缸22、第一夹具气缸23、第一夹爪24、第一安装架25、第一安装板26、第一升降板27,所述第一气动滑台21安装于第一安装架25上,所述第一升降气缸22通过第一安装板26安装于第一气动滑台21,所述第一夹具气缸23通过第一升降板27安装于第一升降气缸22,所述第一夹爪24通过第一夹具气缸23驱动而开闭。
31.具体地,所述第二机械手3包括:第二气动滑台31、第二升降气缸32、第二夹具气缸33、第二夹爪34、第二安装架35、第二安装板36、第二升降板37,所述第二气动滑台31安装于第二安装架35上,所述第二升降气缸32通过第二安装板36安装于第二气动滑台31,所述第二夹具气缸33通过第二升降板37安装于第二升降气缸32,所述第二夹爪34通过第二夹具气缸33驱动而开闭。
32.具体地,所述第三机械手4包括:第三气动滑台41、第三升降气缸42、第三夹具气缸43、第三夹爪44、第三安装架45、第三安装板46、第三升降板47,所述第三气动滑台41安装于第三安装架45上,所述第三升降气缸42通过第三安装板46安装于第三气动滑台41,所述第三夹具气缸43通过第三升降板47安装于第三升降气缸42,所述第三夹爪44通过第三夹具气缸43驱动而开闭。
33.具体地,所述第四机械手5包括:第四气动滑台51、第四升降气缸52、第四夹具气缸53、第四夹爪54、第四安装架55、第四安装板56、第四升降板57,所述第四气动滑台51安装于第四安装架55上,所述第四升降气缸52通过第四安装板56安装于第四气动滑台51,所述第四夹具气缸53通过第四升降板57安装于第四升降气缸52,所述第四夹爪54通过第四夹具气缸53驱动而开闭。
34.具体地,所述第五机械手6包括取料机构61和安装机构62,所述取料机构61包括接驳组件64、第五气动滑台611、通过第五气动滑台611驱动而水平移动的第五升降气缸612、通过第五升降气缸612驱动而升降的第五夹具气缸613以及通过第五夹具气缸613驱动而开闭的第五夹爪614,所述接驳组件64位于第五夹爪614下方,所述接驳组件64包括用于承载后端盖刷握的承载台641;所述安装机构62包括固定支架621、安装支架622、滑动支架623、旋转气缸624、安装气缸625,所述固定支架包括横梁以及连接于横梁两端的竖梁,两个竖梁分别位于旋转总装台1两侧,所述安装支架622连接于横梁,所述滑动支架623沿竖直方向滑动连接于安装支架622,所述旋转气缸624转动连接于滑动支架623的一端,所述安装气缸625通过旋转气缸624旋转,所述旋转气缸624驱动连接有安装夹爪626。通过上述设置能通过将第五夹爪614抓取的后端盖刷握转移至安装夹爪626,通过安装夹爪626完成后端盖刷握的安装。
35.具体地,所述接驳组件64还包括接驳架642、水平驱动气缸643、第一滑轨644、第一滑块645,所述接驳架642与水平驱动气缸643的驱动端相连,所述接驳架642通过第一滑块645滑动连接于第一滑轨644,所述承载台641连接于接驳架642,所述承载台641设有限位凸台646,以进行后端盖支架的水平限位。
36.具体地,所述安装机构62还包括竖直驱动气缸627、第二滑轨628、第二滑块629,所述竖直驱动气缸627、第二滑块629连接于安装支架622,所述滑动支架623与竖直驱动气缸627的驱动端相连,所述滑动支架623通过第二滑块629滑动连接于第二滑轨628。
37.具体地,所述安装机构62还包括旋转驱动气缸630、连杆631、转轴632、翻转板633,
所述旋转驱动气缸630连接于滑动支架623,旋转驱动气缸630的驱动端与连杆631一端相连,所述连杆631另一端与转轴632相连,所述翻转板633通过转轴632连接于滑动支架623的一端,所述旋转气缸624连接于翻转板633。
38.具体地,所述第六机械手7包括:第六气动滑台71、第六升降气缸72、第六夹具气缸73、第六夹爪74、第六安装架75、第六安装板76、第六升降板77,所述第六气动滑台71安装于第六安装架75上,所述第六升降气缸72通过第六安装板76安装于第六气动滑台71,所述第六夹具气缸73通过第六升降板77安装于第六升降气缸72,所述第六夹爪74通过第六夹具气缸73驱动而开闭。
39.本实用新型工作流程:
40.电机刷握支架振动盘100侧的第一夹爪24由第一气动滑台21控制水平移动,由第一升降气缸22控制上下移动,第一夹具气缸23控制第一夹爪24开合,待电机刷握支架振动盘100将排序后的电机刷握支架710送至第一机械手2处,并由第一机械手2抓取抓取至旋转总装台1进行电机刷握支架710安装,安装完成后旋转总装台1旋转进入下一步骤;
41.电机轴承盖板振动盘200将排序后的轴承盖板720送至第二机械手3处,并由第二机械手3抓取至旋转总装台1进行电机轴承盖板720安装,安装完成后旋转总装台1旋转进入下一步骤;
42.球形轴承振动盘300将排序后的球形轴承730送至第三机械手4处,并由第三机械手4抓取至旋转总装台1进行球形轴承730安装,安装完成后旋转总装台1旋转进入下一步骤;
43.后端盖支架振动盘400将排序后的后端盖支架740由第五夹爪614抓取至承载台641,下方处,并由第四机械手5抓取至总装台进行后端盖支架740安装,安装完成后旋转总装台1旋转进入下一步骤;
44.第五机械手6将后端盖刷握振动盘500送出的后端盖刷握750抓取并将其放置在接驳架642上的承载台641上,水平驱动气缸643驱动接驳架642移动至安装夹爪626处,安装气缸625驱动安装夹爪626将后端盖刷握750进行抓取后,旋转气缸624使得安装夹爪626逆时针旋转90
°
,旋转驱动气缸630驱动连杆631,使得翻转板633翻转90
°
,此时竖直驱动气缸627驱动滑动支架623下降将后端盖刷握750进行安装,安装完成后旋转总装台1旋转进入下一步骤;
45.通过旋转总装台1将上步骤装好的成品电机后端盖760送至送第六机械手7处,第六机械手7夹取物料后放入送料盒600,完成装配。
46.最后所应说明的是,以上具体实施方式仅用以说明本实用新型的技术方案而非限制,尽管参照实例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的精神和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1