一种钛合金毛坯管生产用成型装置的制作方法
1.本实用新型涉及钛合金毛坯管生产技术领域,具体涉及一种钛合金毛坯管生产用成型装置。
背景技术:
2.钛合金毛坯管是利用钛合金制作的管子,其具有较高的力学性能、优良的冲压性能,并可进行各种形式的焊接,焊接接头强度可达基体金属强度的 90%,且切削加工性能良好,钛合金毛坯管对氯化物、硫化物和氨具有较高的耐蚀性能。钛合金毛坯管在海水中的耐蚀性比铝合金、不锈钢、镍基合金还高。钛合金毛坯管耐水冲击性能也较强。
3.现有技术存在以下不足:钛合金毛坯管生产工序生产工序连续化程度低,导致钛合金毛坯管生产效率较低。
技术实现要素:
4.为此,本实用新型提供一种钛合金毛坯管生产用成型装置,以解决现有技术中钛合金毛坯管生产工序生产工序连续化程度低,导致钛合金毛坯管生产效率较低的问题。
5.为了实现上述目的,本实用新型实施例提供如下技术方案:一种钛合金毛坯管生产用成型装置,包括箱体,所述箱体的内部设有输送机构、冷却成型机构、切割机构以及下料机构,所述输送机构设在冷却成型机构的一侧,所述切割机构设在冷却成型机构另一侧,所述下料机构设在切割机构的一侧;
6.所述输送机构包括电机和混料箱,所述电机设在箱体的一侧,所述混料箱固定设在箱体的一侧内壁,所述混料箱的内部设有三个前后分布的螺旋输送杆且二者通过轴承连接,三个所述螺旋输送杆的一端贯穿混料箱的一侧并延伸出箱体的一侧,中间所述螺旋输送杆的一端与电机的输出端固定连接,中间的所述螺旋输送杆的外端固定设有双槽从动皮带轮,前侧的所述螺旋输送杆和后侧的螺旋输送杆的外端分别固定设有从动皮带轮和主动皮带轮,所述主动皮带轮、双槽从动皮带轮以及从动皮带轮均设在箱体的一侧,所述主动皮带轮与双槽从动皮带轮通过第一皮带连接,所述双槽从动皮带轮与从动皮带轮通过第二皮带连接,所述螺旋输送杆的另一端延伸出混料箱的另一侧,所述箱体的顶端固定设有第一管道,所述第一管道上固定设有单向阀,所述第一管道的底端延伸至混料箱的内部。
7.进一步的,所述冷却成型机构包括三个前后分布的第三管道和一个立板,所述立板设在箱体的内部且与箱体的内部固定连接,三个所述第三管道的一端与混料箱的另一侧固定连接,所述第三管道的内部设有芯棒且二者不接触,所述螺旋输送杆的另一端延伸进芯棒的一端内部且二者固定连接,远离所述螺旋输送杆的第三管道的一端与芯棒的另一端平齐,所述第三管道的另一端贯穿立板且二者固定连接,所述立板的另一侧与箱体的内壁围成的空间内部灌注有冷水。
8.进一步的,所述电机的底端固定设有支撑底座,所述支撑底座的一侧与箱体的一侧固定连接,对电机进行支撑。
9.进一步的,三个所述螺旋输送杆的一端与箱体的一侧通过轴承连接,对螺旋输送杆进行支撑。
10.进一步的,所述切割机构包括切刀,所述切刀设在立板的一侧且二者滑动接触,所述切刀设在第三管道的下方,切刀的设置用于对成型的钛合金毛坯管进行切断。
11.进一步的,所述第三管道的内部顶端固定设有支撑杆,所述支撑杆设在芯棒的外侧,所述螺旋输送杆的外端通过轴承与支撑杆的底端固定连接,支撑杆对螺旋输送杆进行支撑。
12.进一步的,所述切刀的底端固定设有电动推杆,所述电动推杆的底端固定设有固定座,所述固定座的一侧与立板的一侧固定连接。
13.进一步的,所述下料机构包括横板,所述横板设在立板的一侧与箱体的另一侧内壁之间且接触,所述立板的一侧和箱体的另一侧内壁分别与横板的两侧转动连接,所述横板的底端的四个拐角处分别固定设有一个第一电动推杆和三个伸缩杆,所述第一电动推杆和伸缩杆的底端均与箱体的内部底端固定连接,所述横板设在固定座的下方,下料机构的设置使得本装置的下料便捷。
14.进一步的,所述箱体的两侧均固定设有第二管道,左侧的所述第二管道设在混料箱的下方,右侧的所述第二管道设在横板的下方,所述第二管道上固定设有阀门,所述箱体的后侧通过铰链铰接有箱门,所述箱门设在立板的一侧,第二管道的设置用于向箱体的内部注入冷水。
15.本实用新型实施例具有如下优点:
16.1、本实用新型通过螺旋输送杆对混料箱内部的液态钛合金进行输送,并将其输送至第三管道内部并被挤压进第三管道的内壁与芯棒的外壁围成的第一空间,电机停止工作,同时通过第二管道将冷水放入箱体的内壁与立板的另一侧形成的第二空间内部,使得水位高于第三管道的顶端对第一空间内部的液态钛合金进行冷却成型,冷却完成后,继续启动电机,此时成型的钛合金毛坯管被推出第一空间,与现有技术相比,本装置结构紧凑且机械化程度高,生产工序连续化,使得钛合金毛坯管生产效率得到较大的提升;
17.2、本实用新型通过钛合金毛坯管被推出第一空间后,电动推杆伸长带动切刀升高,将成型的钛合金毛坯管切断,切断的钛合金毛坯管掉落在横板上,启动第一电动推杆,第一电动推杆伸长,使得横板以转轴为中心向后转动,打开箱门,即可取出成型的钛合金毛坯管,与现有技术相比,本装置便于下料,节约工作时间,使得钛合金毛坯管生产工序生产工序连续化程度得到进一步提高。
附图说明
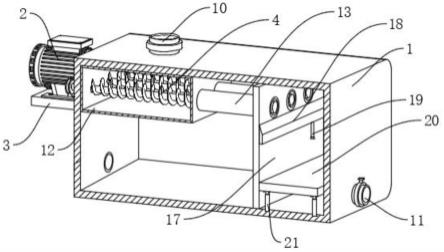
18.图1为本实用新型提供的整体主视结构示意图;
19.图2为本实用新型提供的整体后视结构示意图;
20.图3为本实用新型提供的主视剖视结构示意图;
21.图4为本实用新型提供的第二管道内部结构示意图;
22.图5为本实用新型提供的图4侧视结构示意图;
23.图6为本实用新型提供的横板仰视结构示意图;
24.图中:1、箱体;2、电机;3、支撑底座;4、螺旋输送杆;5、主动皮带轮;6、双槽从动皮
带轮;7、从动皮带轮;8、第一皮带;9、第二皮带;10、第一管道;11、第二管道;12、混料箱;13、第三管道;14、芯棒;15、支撑杆;16、箱门;17、立板;18、切刀;19、电动推杆;20、横板;21、第一电动推杆;22、伸缩杆。
具体实施方式
25.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.参照说明书附图1-5,该实施例的一种钛合金毛坯管生产用成型装置,包括箱体1,所述箱体1的内部设有输送机构、冷却成型机构、切割机构以及下料机构,所述输送机构设在冷却成型机构的一侧,所述切割机构设在冷却成型机构另一侧,所述下料机构设在切割机构的一侧;
27.所述输送机构包括电机2和混料箱12,所述电机2设在箱体1的一侧,所述电机2的底端固定设有支撑底座3,所述支撑底座3的一侧与箱体1的一侧固定连接,对电机2进行支撑,所述混料箱12固定设在箱体1的一侧内壁,所述混料箱12的内部设有三个前后分布的螺旋输送杆4且二者通过轴承连接,三个所述螺旋输送杆4的一端与箱体1的一侧通过轴承连接,对螺旋输送杆4 进行支撑,三个所述螺旋输送杆4的一端贯穿混料箱12的一侧并延伸出箱体 1的一侧,中间所述螺旋输送杆4的一端与电机2的输出端固定连接,中间的所述螺旋输送杆4的外端固定设有双槽从动皮带轮6,前侧的所述螺旋输送杆 4和后侧的螺旋输送杆4的外端分别固定设有从动皮带轮7和主动皮带轮5,所述主动皮带轮5、双槽从动皮带轮6以及从动皮带轮7均设在箱体1的一侧,所述主动皮带轮5与双槽从动皮带轮6通过第一皮带8连接,所述双槽从动皮带轮6与从动皮带轮7通过第二皮带9连接,所述螺旋输送杆4的另一端延伸出混料箱12的另一侧,所述箱体1的顶端固定设有第一管道10,所述第一管道10上固定设有单向阀,所述第一管道10的底端延伸至混料箱12的内部。
28.所述冷却成型机构包括三个前后分布的第三管道13和一个立板17,所述立板17设在箱体1的内部且与箱体1的内部固定连接,三个所述第三管道13 的一端与混料箱12的另一侧固定连接,所述第三管道13的内部设有芯棒14 且二者不接触,所述螺旋输送杆4的另一端延伸进芯棒14的一端内部且二者固定连接,远离所述螺旋输送杆4的第三管道13的一端与芯棒14的另一端平齐,所述第三管道13的另一端贯穿立板17且二者固定连接,所述立板17的另一侧与箱体1的内壁围成的空间内部灌注有冷水,所述第三管道13的内部顶端固定设有支撑杆15,所述支撑杆15设在芯棒14的外侧,所述螺旋输送杆 4的外端通过轴承与支撑杆15的底端固定连接,支撑杆15对螺旋输送杆4进行支撑,所述箱体1的两侧均固定设有第二管道11,左侧的所述第二管道11 设在混料箱12的下方,所述第二管道11上固定设有阀门,所述箱体1的后侧通过铰链铰接有箱门16,所述箱门16设在立板17的一侧,第二管道11的设置用于向箱体1的内部注入冷水。
29.实施场景具体为:通过加压将液态钛合金沿着第一管道10注入混料箱12 中,启动电机2,电机2工作驱动中间的螺旋输送杆4转动,该螺旋输送杆4 转动带动其上的双槽从动
皮带轮6转动,双槽从动皮带轮6转动通过第一皮带 8和第二皮带9分别带动主动皮带轮5和从动皮带轮7转动,此时三个螺旋输送杆4全部转动,螺旋输送杆4对混料箱12内部的液态钛合金进行输送,并将其输送至第三管道13内部并被挤压进第三管道13的内壁与芯棒14的外壁围成的第一空间,电机2停止工作,同时通过第二管道11将冷水放入箱体1 的内壁与立板17的另一侧形成的第二空间内部,使得水位高于第三管道13的顶端对第一空间内部的液态钛合金进行冷却成型,冷却完成后,继续启动电机2,此时成型的钛合金毛坯管被推出第一空间,本装置结构紧凑且机械化程度高,生产工序连续化,使得钛合金毛坯管生产效率得到较大的提升,该实施方式具体解决了现有技术中钛合金毛坯管生产工序生产工序连续化程度低,导致钛合金毛坯管生产效率较低的问题。
30.参照说明书附图1-6,该实施例的一种钛合金毛坯管生产用成型装置,所述切割机构包括切刀18,所述切刀18设在立板17的一侧且二者滑动接触,所述切刀18设在第三管道13的下方,切刀18的设置用于对成型的钛合金毛坯管进行切断,所述切刀18的底端固定设有电动推杆19,所述电动推杆19的底端固定设有固定座,所述固定座的一侧与立板17的一侧固定连接。
31.所述下料机构包括横板20,右侧的所述第二管道11设在横板20的下方,所述横板20设在立板17的一侧与箱体1的另一侧内壁之间且接触,所述立板 17的一侧和箱体1的另一侧内壁分别与横板20的两侧转动连接,所述横板20 的底端的四个拐角处分别固定设有一个第一电动推杆21和三个伸缩杆22,所述第一电动推杆21和伸缩杆22的底端均与箱体1的内部底端固定连接,所述横板20设在固定座的下方,下料机构的设置使得本装置的下料便捷。
32.实施场景具体为:钛合金毛坯管被推出第一空间后,启动电动推杆19,电动推杆19伸长带动切刀18升高,将成型的钛合金毛坯管切断,切断的钛合金毛坯管掉落在横板20上,启动第一电动推杆21,第一电动推杆21伸长,横板 20以转轴为中心向后转动,打开箱门16,即可取出成型的钛合金毛坯管,本装置便于下料,节约工作时间,使得钛合金毛坯管生产工序生产工序连续化程度得到进一步提高,该实施方式具体解决了现有技术中成型的钛合金毛坯管下料较为费时的问题。
33.虽然,上文中已经用一般性说明及具体实施例对本实用新型作了详尽的描述,但在本实用新型基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本实用新型精神的基础上所做的这些修改或改进,均属于本实用新型要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1