全位置自动焊接机的制作方法
1.本实用新型涉及矿用立井管道安装技术领域,具体为全位置自动焊接机。
背景技术:
2.井筒是指在井工采矿或地下工程建设,从地面向矿体开凿的垂直或倾斜一类工程,垂直的工程称为立井,倾斜的工程称为斜井。
3.井筒是矿井通达地面的主要进出口,是矿井生产期间提升运输煤炭(或矸石)、运送人员、材料和设备以及通风和排水的咽喉工程。
4.立井井筒装备包括:罐道、罐道梁、梯子间、管路、电缆、井口和井底金属支撑结构,以及托管梁、电缆支架、过卷装置等(一般通称井筒装备)。其中罐道、罐道梁是立井井筒装备的主要组成部分,是保证提升容器高速、安全运行的导向设施。
5.目前,立式井筒在管路安装时,通常采用钢管拼接后,人工将钢管焊接到一起,费时费力,易造成人员伤亡,且无法保证焊接的质量,造成更大的事故的发生,因此,亟需一种可以降低施工风险,减少焊工工作量,大幅提高焊接质量和效率的立井钢管全自动焊接机,用于解决上述问题。
技术实现要素:
6.为实现上述目的,本实用新型提供如下技术方案:
7.全位置自动焊接机,包括铺设在焊接钢管外部的导轨、机壳、焊盘安装机构、焊接机构、姿态调整机构以及行驶机构;
8.所述焊盘安装机构安装在机壳上并与焊接机构对应,用于焊丝的连接;
9.所述焊接机构安装在机壳侧面,以对待焊接钢管进行焊接处理;
10.所述焊接机构的焊枪与姿态调整机构连接,用于驱动焊枪靠近焊接点;
11.所述行驶机构安装在机壳上并与外部导轨连接,用于自动焊接机整机的移动。
12.优选的,所述姿态调整机构包括竖向驱动电机,所述竖向驱动电机安装在机壳的上表面,且竖向驱动电机的输出轴贯穿机壳与竖向丝杆固定连接,所述竖向丝杆的外部与竖向推板螺旋连接,且竖向推板与两个导杆固定连接,所述导杆的另一端贯穿机壳与横向调节壳体连接,所述横向调节壳体与横向驱动电机固定连接,且横向驱动电机的输出轴贯穿横向调节壳体与横向丝杆固定连接,所述横向丝杆的外部与横向推板螺旋连接,且横向推板贯穿横向调节壳体与l形连接板连接,所述l形连接板的外表面与转动壳体连接,且转动壳体的内部安装有转动电机,所述转动电机的输出轴与焊接机构的焊枪连接。
13.优选的,所述行驶机构包括驱动机构和调节机构;
14.优选的,所述驱动机构包括:行驶电机、行驶齿轮以及与铺设在钢管外部的导轨对应连接的两个驱动轮和两个调节轮;
15.优选的,所述行驶电机安装在机壳上,所述行驶齿轮安装在行驶电机的输出端,用于自动焊接机的行走,且驱动轮通过栓接的方式与机壳连接,且驱动轮开设有腰型槽。
16.优选的,所述调节机构包括:至少两个安装在所述行驶机构内部的滑块,所述滑块的内部与滑杆固定连接,且滑杆与机壳滑动连接,所述滑杆接近调节轮的一端贯穿机壳与滑板连接,且滑板与调节轮连接;
17.优选的,所述滑块的内部开设有异形槽,通过设置的异形槽使滑块与转动块接触,且转动块贯穿壳体与转动杆固定连接,所述滑块靠近滑板的侧面与弹簧连接,且弹簧的另一端与机壳固定连接。
18.优选的,所述横向调节机壳后侧横向推板的贯穿面开设有横向滑槽,通过设置的横向推板与横向调节机壳滑动连接。
19.与现有技术相比,本实用新型的有益效果是:
20.本实用新型中,通过设计的全位置自动焊接机在立井管道外部的铺设,可以实现降低施工风险,减少焊工工作量,大幅提高焊接质量和效率的功能,同时利用焊接机设置的行驶机构,可以根据现场环境铺设导轨,根据导轨的铺设路径实现全位置自动焊接。
附图说明
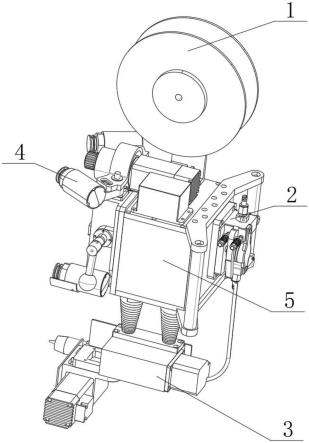
21.图1为本实用新型整体结构示意图;
22.图2为本实用新型行驶机构的安装结构示意图;
23.图3为本实用新型行驶机构的内部结构示意图;
24.图4为本实用新型姿态调整机构的内部结构示意图;
25.图5为本实用新型焊接机构的整体展示示意图。
26.图中:1-焊盘安装机构、2-焊接机构、3-姿态调整机构、301-竖向调节壳体、302-竖向驱动电机、303-竖向丝杆、304-竖向推板、305-导杆、306
‑ꢀ
横向调节壳体、307-横向丝杆、308-横向驱动电机、309-横向推板、310-l型连接板、311-转动壳体、312-转动电机、4-行驶机构、401-行驶电机、402
‑ꢀ
行驶齿轮、403-驱动轮、404-转动杆、405-调节轮、406-滑板、408-腰型槽、 409-弹簧、410-滑块、411-转动块、412-滑杆、5-机壳。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
29.请参阅图1、图2和图5中,本实用新型提供一种实施例:
30.全位置自动焊接机,包括铺设在焊接钢管外部的导轨、机壳5、焊盘安装机构1、焊接机构2、姿态调整机构3以及行驶机构4,焊盘安装机构1安装在机壳5上并与焊接机构2对应,用于焊丝的连接,焊接机构2安装在机壳5 侧面,以对待焊接钢管进行焊接处理,焊接机构2的焊枪与姿态调整机构3 连接,用于驱动焊枪靠近焊接点,行驶机构4安装在机壳5上并与外部导轨连接,用于自动焊接机整机的移动。
31.图4中,为了便于焊枪快速的移动至焊接点,姿态调整机构3包括竖向驱动电机302,竖向驱动电机302安装在机壳5的上表面,且竖向驱动电机 302的输出轴贯穿机壳5与竖向丝杆303固定连接,竖向丝杆303的外部与竖向推板304螺旋连接,且竖向推板304与两个导杆305固定连接,导杆305 的另一端贯穿机壳5与横向调节壳体306连接,横向调节壳体306与横向驱动电机308固定连接,且横向驱动电机308的输出轴贯穿横向调节壳体306 与横向丝杆307固定连接,横向丝杆307的外部与横向推板309螺旋连接,且横向推板309贯穿横向调节壳体306与l形连接板310连接,横向调节机壳306后侧横向推板309的贯穿面开设有横向滑槽,通过设置的横向推板309 与横向调节机壳306滑动连接。l形连接板310的外表面与转动壳体311连接,且转动壳体311的内部安装有转动电机312,转动电机312的输出轴与焊接机构2的焊枪连接。
32.通过竖向驱动电机302、横向驱动电机308分别带动竖向丝杆303和横向丝杆307的旋转,进而实现焊枪208的竖向及横向调节,使焊枪208接近焊接目标,实现焊接,同时利用转动电机312带动焊枪208的往复运动时,实现焊枪208呈月牙形焊接,使焊接更加牢固快速。
33.可以理解的是:上述所述的驱动电机可以由伺服电机作为驱动源,并可由伺服控制系统等进行控制,以使其上的焊接机构2的焊枪可沿多个方向移动。
34.本技术人员可以联想到的是:本方案中,转动电机312在带动焊枪208 呈月牙形焊接时,为防止出现咬边的现象,需要在接缝两侧停留一端时间,停留时间为0.5-1s,属于本技术人员惯用的手段,故不再赘述。
35.图3中,为了便于自动焊接机在钢管外部的行走,行驶机构4包括驱动机构和调节机构,驱动机构包括:行驶电机401、行驶齿轮402以及与铺设在钢管外部的导轨对应连接的两个驱动轮403和两个调节轮405,行驶电机401 安装在机壳5上,行驶齿轮402安装在行驶电机401的输出端,利用行走齿轮402与导轨的摩擦力,实现自动焊接机的行走,驱动轮403通过栓接的方式与机壳5连接,且驱动轮403开设有腰型槽408,通过设置的腰型槽408可实现驱动轮403的角度调节,进而调节驱动轮403与导轨的配合角度,如此,的钢管外部的行走,也可以根据导轨铺设的路径自动调节行驶方向,实现全位置自动焊接。
36.图3中,为了实现对自动焊接机与不同宽度的导轨的连接,调节机构包括:至少两个安装在行驶机构4内部的滑块410,滑块410的内部与滑杆412 固定连接,且滑杆412与机壳5滑动连接,滑杆412接近调节轮405的一端贯穿机壳5与滑板406连接,滑板406与调节轮405连接;
37.其中滑块410的内部开设有异形槽,通过设置的异形槽使滑块410与转动块411接触,转动块411贯穿壳体与转动杆404固定连接,滑块410靠近滑板406的侧面与弹簧409连接,弹簧409的另一端与机壳5固定连接。
38.通过设置的行驶电机401带动行驶齿轮402在导轨表面的旋转,进而实现自动焊接机在钢管外部的移动,同时通过设置的腰型槽408,实现驱动轮 403的角度调节,保证驱动轮403与导轨的配合角度,且利用转动杆404带动转动块411的旋转,进而带动滑块410和滑杆412的上下移动,进一步实现调节轮405的移动,实现对不同宽度的导轨配合使用。
39.与上述实施例不同的是:行驶机构4的驱动机构可以为两个采用永磁磁铁制作而成的驱动轮403,且驱动轮403的驱动件为伺服电机,在使用时,只需将驱动轮403吸附在钢
管的外部,利用伺服电机带动驱动轮403旋转,即可实现自动焊接机的移动。
40.需要说明的是:当驱动轮403由永磁磁铁制作而成时,铺设在钢管外部的导轨以及行驶机构4内部的调节机构是不需要的。
41.对比例:
42.本实用新型在生产完成后,通过测算:在焊缝高度、饱满度满足焊接标准条件下(在竖向焊缝高度不低于11mm,焊缝横向宽度不低于到12mm),全位置自动焊机焊接ф273
×
12mm的管路可在11分钟内完成单周焊接、ф377
ꢀ×
12mm的管路应在13分钟内完成单周焊接、ф480
×
12mm的管路应在22分钟内完成单周焊接,大大提高的焊接质量,降低焊接工的工作量。
43.工作流程:准备工作:将套筒安装在相互拼接的钢管接缝处,同时将导轨铺设在钢管的外部,利用行驶机构4与导轨的配合,实现自动焊接机与钢管的配合,自动焊接机固定后,启动姿态调整机构3带动焊接机构2的焊枪的移动,使焊枪接近钢管与套管的焊接点,利用转动电机312带动焊枪呈月牙形移动,实现钢管和套管的焊接,同时启动行驶机构4的驱动件,使自动焊接装置沿钢管和套管的连接线焊接,进而实现自动焊接功能。
44.本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实例的说明只是用于帮助理解本实用新型的方法及其核心思想。以上所述仅是本实用新型的优选实施方式,应当指出,由于文字表达的有限性,而客观上存在无限的具体结构,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进、润饰或变化,也可以将上述技术特征以适当的方式进行组合;这些改进润饰、变化或组合,或未经改进将实用新型的构思和技术方案直接应用于其它场合的,均应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1