一种新型铸造模具水口折弯机的制作方法
1.本实用新型属于铸造模具加工技术领域,具体涉及到一种新型铸造模具水口折弯机。
背景技术:
2.目前对于新东造型线的铸造设备,所使用的外型模具的特点是一箱多型,需要较多的横浇口连接多个模组,浇口也称为水口,限制了铸造工艺出品率的提高,而目前的横浇口的规格已经压缩到最小的满足使用规格,所以只能在内浇口的规格上做文章,老版本的内浇口制作是采用木板和铝板等易加工材料手工制作,原子灰修补与模型的缝隙,体型肥大,铁水用量多,影响铸造工艺出品率,制作消耗工时较多,使用寿命较低,维修频次高,且由于原材料的合金污染影响,造成铸造成品率波动幅度增大。而随着客户对产品质量要求的提升,铸造车间加大了改造模具浇注系统的频次,老版本的内浇口制作工艺已经不适应模具改造需求,需要研发一种能快速成型内浇口的设备,来快速制作满足铸造工艺要求的耐磨损内浇口。
3.专利cn 215314895 u公开了一种高精度机密管件折弯模具,所述第二折弯机构包括限位盘、第二立杆、第二连接板、第二限位轮及限位件;所述限位件安装于所述限位盘的底面前侧,所述限位件上设有一限位孔,所述限位孔设置于所述限位盘底部的右侧,且所述限位孔设置于所述底板的前侧外部;将折弯处插入到第二折弯机构的限位孔内进行定位,利用第二折弯机构进行折弯,但是仅适用于管件弯折,占用空间大。
技术实现要素:
4.为了解决现有的技术问题,本实用新型提供了一种新型铸造模具水口折弯机,通过底座、卡座、旋钮和手柄的相互配合,通过旋转手柄实现水口的折弯快速成型,且装置占用空间小,操作简单。
5.本实用新型的技术方案是:一种新型铸造模具水口折弯机,包括底座、卡座、旋钮和手柄;所述底座上侧设置手柄,手柄的上侧设置卡座,卡座下端穿过手柄后固定在底座上,卡座上部设置卡槽;手柄和卡座可旋转的连接,旋钮设置在卡座的一侧,旋钮的下端和手柄固定连接,所述底座固定在工作台上。
6.进一步地,所述手柄沿着卡座和旋钮的中心连线方向延伸,手柄与卡座和旋钮对应的位置分别设置通孔,底座与卡座对应的位置设置通孔,卡座下端穿过手柄的通孔后插入底座的通孔中进行固定,旋钮的下端插入手柄的通孔中进行固定。
7.进一步地,所述卡座下端卡紧在底座的通孔中固定,所述旋钮的下端卡紧在手柄的通孔中固定。
8.进一步地,所述旋钮为上下连接的两个圆柱形结构,上侧的圆柱形结构的半径小,上侧的圆柱形结构和下侧的圆柱形结构在距离卡座最近的位置内切设置。
9.进一步地,所述手柄的一端与卡座和旋钮的底面积相对应,另一端为圆柱形结构。
10.进一步地,所述卡槽为相互垂直分布的两条槽,其中一条槽沿旋钮的径向延伸,另一条槽与旋钮的径向平行。
11.进一步地,所述卡槽与内浇口条材相对应,卡座和旋钮之间的距离与内浇口条材相对应。
12.进一步地,所述底座上设置固定螺栓孔,螺栓安装在固定螺栓孔中,通过螺栓将底座固定在工作台上。
13.本实用新型的一种新型铸造模具水口折弯机使用时,先通过螺栓安装在固定螺栓孔中,将底座固定到工作台上,再将内浇口条材上画好分段线,将预制的内浇口条材放到卡槽中,调整内浇口条材的位置,使内浇口条材上的分段线对齐卡座的外缘;最后旋转手柄,带动旋钮旋转,旋钮挤压卡座外侧的内浇口条材发生弯曲至要求角度,得到成型的水口。
14.采用上述技术方案,本实用新型实现的有益效果如下:
15.(1)通过底座、卡座、旋钮和手柄的相互配合,使得操作人员可以通过旋转手柄将水口进行折弯快速成型,且通过卡座的卡槽进行内浇口条材的固定,操作简单,固定效果好,效率高,且装置占用空间小。
16.(2)结构简单,操作便利,水口成型速度快,尺寸准确,材料适用范围广,可以采用铁质、铝质、铜质等金属材料,且成型的水口比老版本的内浇口体积缩小2/3,减少浇冒口的铁水使用量,铸造工艺出品率平均提高5个百分点。
附图说明
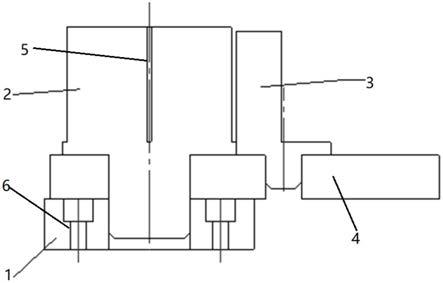
17.图1为本实用新型的结构示意图;
18.图2为本实用新型的俯视图。
19.图中,底座1、卡座2、旋钮3、手柄4、卡槽5、固定螺栓孔6。
具体实施方式
20.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
21.实施例1
22.参照图1-2中,一种新型铸造模具水口折弯机,包括底座1、卡座2、旋钮3和手柄4;所述底座1上侧设置手柄4,手柄4的上侧设置卡座2,卡座2下端穿过手柄4后固定在底座1上,卡座2上部设置卡槽5;手柄4和卡座2可旋转的连接,旋钮3设置在卡座2的一侧,旋钮3的下端和手柄4固定连接,所述底座1固定在工作台上。
23.通过卡座2下端固定在底座1上,旋钮3下端和手柄4固定连接,且手柄4和卡座2可旋转的连接,使得旋转手柄4时,可将带动旋钮3旋转,而卡座2固定,从而改变旋钮3和卡座2之间的距离,从而对防止在卡座2的卡槽5内的内浇口条材进行挤压,使得内浇口条材发生弯曲。
24.进一步地,所述手柄4沿着卡座2和旋钮3的中心连线方向延伸,手柄4与卡座2和旋钮3对应的位置分别设置通孔,底座1与卡座2对应的位置设置通孔,卡座2下端穿过手柄4的通孔后插入底座1的通孔中进行固定,旋钮3的下端插入手柄4的通孔中进行固定。
25.手柄4和卡座2、旋钮3的中心位于一条直线上,便于手柄4旋转时带动旋钮3和卡座2之间位置变动,从而对卡座2外侧的内浇口条材进行挤压。
26.进一步地,所述卡座2下端卡紧在底座1的通孔中固定,所述旋钮3的下端卡紧在手柄4的通孔中固定。
27.卡座2和底座1卡紧,旋钮3和手柄4卡紧,既实现良好固定,又便于操作。
28.进一步地,所述旋钮3为上下连接的两个圆柱形结构,上侧的圆柱形结构的半径小,上侧的圆柱形结构和下侧的圆柱形结构在距离卡座2最近的位置内切设置。
29.通过内切的两个圆柱形结构,既便于和手柄4固定,也便于对内浇口条材进行挤压,且节省旋钮3用料。
30.进一步地,所述手柄4的一端与卡座2和旋钮3的底面积相对应,另一端为圆柱形结构。
31.手柄4的结构设置在保证卡座2和旋钮3的安装稳定的同时,便于抓握旋转,且节省用料。
32.进一步地,所述卡槽5为相互垂直分布的两条槽,其中一条槽沿旋钮3的径向延伸,另一条槽与旋钮3的径向平行。
33.卡槽5的结构有利于将内浇口条材放置在卡槽6中进行限位,从而便于被旋钮3挤压。
34.进一步地,所述卡槽5与内浇口条材相对应,卡座2和旋钮3之间的距离与内浇口条材相对应。便于将内浇口条材在卡槽5中进行稳定的限位,且旋钮3可以稳定且有效的对内浇口条材进行挤压。
35.进一步地,所述底座1上设置固定螺栓孔6,螺栓安装在固定螺栓孔6中,通过螺栓将底座1固定在工作台上。
36.本实用新型的一种新型铸造模具水口折弯机使用时,先通过螺栓安装在固定螺栓孔6中,将底座1固定到工作台上,再将内浇口条材上画好分段线,将预制的内浇口条材放到卡槽5中,调整内浇口条材的位置,使内浇口条材上的分段线对齐卡座2的外缘;最后旋转手柄4,带动旋钮3旋转,旋钮3挤压卡座2外侧的内浇口条材发生弯曲至要求角度,在挤压内浇口条材的过程中,使用角度尺进行校验,再重复将内浇口条材调整至卡槽中的适宜位置,旋转手柄4,带动旋钮3旋转,旋钮3挤压卡座2外侧的内浇口条材发生弯曲至要求角度,最终得到成型的水口。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1