焊接变位机的制作方法
1.本技术涉及焊接变位机技术领域,尤其涉及一种焊接变位机。
背景技术:
2.在我国,焊接变位机已悄然成为制造业的一种不可缺少的设备,它是制造业焊接生产中实现半自动或全自动焊接的一种不可缺少的设备。近年来,焊接变位机在我国各个装备制造领域取得较大的发展,获得了广泛的应用,而且需求量与日俱增,尤其是在采用机器人进行自动焊接的生产场合,焊接变位机已经成为与机器人互相配合的一种必不可少的生产工具。
3.现有的焊接变位机为垂直方向变位机和水平方向变位机,这两种变位机都只能满足垂直或水平一个方向的旋转变位,如果要满足不同的角度和方位的焊接,就需要做几种对应的设备来满足上述要求,这样设备利用率交低,加工复杂,使得加工成本将大大提高。
技术实现要素:
4.本技术提供一种焊接变位机,实现了能够同时满足垂直和水平方向的变位,进而满足对待焊接工件进行不同的角度焊接,有效节省生产成本的目的,以解决背景技术中的问题。
5.本技术提供的焊接变位机,包括:安装架,所述安装架上方设有第一驱动装置,所述第一驱动装置的输出端连接有安装台,所述安装台内部设有第二驱动装置,所述第二驱动装置的输出端与工作台底面固定连接。
6.所述第一驱动装置用于驱动所述安装台进行垂直方向旋转变位,使得所述安装台带动所述工作台实现垂直方向旋转变位;
7.所述第二驱动装置用于驱动所述安装台进行水平方向旋转变位,使得所述安装台带动所述工作台实现水平方向旋转变位。
8.可选的,所述第一驱动装置包括:转轴,所述安装台两侧对称设有转轴,两个所述转轴均通过轴承座转动安装在所述安装架顶部,且其中一个转轴与第一电机的输出端固定连接,所述第一电机安装在所述安装架的顶部一侧,两个所述转轴之间连接有所述安装台,且两个所述转轴的输出端均与所述安装台连接。
9.可选的,所述第二驱动装置包括:第二电机,所述第二电机安装在所述安装台其中一面,所述第二电机的输出端贯穿所述安装台并设有主动齿轮,所述主动齿轮与从动齿轮啮合设置,所述从动齿轮转动安装在所述安装台远离所述第二电机的一面,且所述从动齿轮远离所述安装台的一面固定连接有工作台。
10.可选的,所述工作台通过螺栓与所述从动齿轮固定连接。
11.可选的,所述工作台远离所述安装台的一面间隔开设有多个安装槽,所述安装槽用于螺钉安装待焊接工件。
12.可选的,所述工作台远离所述安装台的一面设有卡盘。
13.可选的,所述安装架底部设有底板,所述底板内部均匀分布有多个压力检测警示装置,所述压力检测警示装置包括:海绵层,所述海绵层设置在所述底板内部,且所述海绵层上方设有触发片,所述触发片与接近开关配合设置,所述接近开关设置在所述海绵层下方,且所述接近开关与警示件电性连接,所述警示件安装在所述底板外侧。
14.可选的,所述警示件为警铃或警示灯。
15.本技术的有益效果如下:
16.本技术提供的焊接变位机,第一驱动装置用于驱动安装台进行垂直方向旋转变位,使得安装台带动工作台实现垂直方向旋转变位。第二驱动装置用于驱动安装台进行水平方向旋转变位,使得安装台带动工作台实现水平方向旋转变位,从而满足对工作台上的待焊接工件进行不同的角度焊接。本技术提供的焊接变位机,实现了能够同时满足垂直和水平方向的变位,进而满足对待焊接工件进行不同的角度焊接,有效节省了生产成本。
17.本技术的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本技术而了解。本技术的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
18.下面通过附图和实施例,对本技术的技术方案做进一步的详细描述。
附图说明
19.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
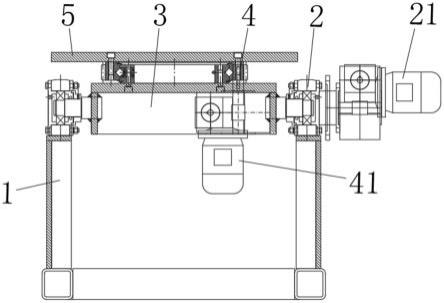
20.图1为本技术实施例中一种焊接变位机结构示意图;
21.图2为本技术实施例中一种焊接变位机第一驱动装置结构示意图;
22.图3为本技术实施例中一种焊接变位机第二驱动装置结构示意图;
23.图4为本技术实施例中一种焊接变位机底板结构示意图;
24.图5为本技术实施例中一种焊接变位机压力检测警示装置示意图;
25.图6为本技术实施例中一种焊接变位机海绵层结构示意图。
26.图中,1-安装架,2-第一驱动装置,21-第一电机,22-轴承座,23-转轴,3-安装台,4-第二驱动装置,41-第二电机,42-主动齿轮,43-从动齿轮,44-螺栓,5-工作台,6-卡盘,7-底板,8-压力检测警示装置,81-触发片,82-海绵层,83-接近开关,9-警示件。
具体实施方式
27.为使本技术实施例的目的、技术方案和优点更加清楚,下面对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,也属于本技术保护的范围。
28.根据图1-图3所示,本技术实施例提供了一种焊接变位机,包括:安装架1,所述安装架1上方设有第一驱动装置2,所述第一驱动装置2的输出端连接有安装台3,所述安装台3内部设有第二驱动装置4,所述第二驱动装置4的输出端与工作台5底面固定连接。所述第一
驱动装置2用于驱动所述安装台3进行垂直方向旋转变位,使得所述安装台3带动所述工作台5实现垂直方向旋转变位。所述第二驱动装置4用于驱动所述安装台3进行水平方向旋转变位,使得所述安装台3带动所述工作台5实现水平方向旋转变位。
29.上述技术方案的工作原理和有益效果为:第一驱动装置2驱动安装台3进行垂直方向旋转变位,使得安装台3带动工作台5实现垂直方向旋转变位。第二驱动装置4驱动安装台3进行水平方向旋转变位,使得安装台3带动工作台5实现水平方向旋转变位,从而满足对工作台5上的待焊接工件进行不同的角度焊接。本技术提供的焊接变位机,实现了能够同时满足垂直和水平方向的变位,进而满足对待焊接工件进行不同的角度焊接,有效节省了生产成本。
30.在本技术的一个实施例中,所述第一驱动装置2包括:转轴23,所述安装台3两侧对称设有转轴23,两个所述转轴23均通过轴承座22转动安装在所述安装架1顶部,且其中一个转轴23与第一电机21的输出端固定连接,所述第一电机21安装在所述安装架1的顶部一侧,两个所述转轴23之间连接有所述安装台3,且两个所述转轴23的输出端均与所述安装台3连接。具体工作为:驱动第一电机21,第一电机21输出端带动转轴23旋转,转轴23带动安装台3进行垂直方向旋转变位,安装台3带动工作台5实现垂直方向旋转变位。
31.在本技术的一个实施例中,所述第二驱动装置4包括:第二电机41,所述第二电机41安装在所述安装台3其中一面,所述第二电机41的输出端贯穿所述安装台3并设有主动齿轮42,所述主动齿轮42与从动齿轮43啮合设置,所述从动齿轮43转动安装在所述安装台3远离所述第二电机41的一面,且所述从动齿轮43远离所述安装台3的一面固定连接有工作台5。具体工作为:驱动第二电机41,第二电机41输出端带动主动齿轮42旋转,主动齿轮42带动从动齿轮43旋转,从动齿轮43带动工作台5进行水平方向旋转变位。在本技术的一个实施例中,工作台5通过螺栓44与从动齿轮43可拆卸的固定连接,便于工作人员对工作台5清扫、检修和更换。
32.在本技术的一个实施例中,工作台5远离安装台3的一面间隔开设有多个安装槽,安装槽用于螺钉安装待焊接工件。
33.在本技术的一个实施例中,工作台5远离安装台3的一面设有卡盘6,卡盘6用于夹卡待焊接工件。
34.根据图4-图6所示,在本技术的一个实施例中,所述安装架1底部设有底板7,所述底板7内部均匀分布有多个压力检测警示装置8,所述压力检测警示装置8包括:海绵层82,所述海绵层82设置在所述底板7内部,且所述海绵层82上方设有触发片81,所述触发片81与接近开关83配合设置,所述接近开关83设置在所述海绵层82下方,且所述接近开关83与警示件9电性连接,所述警示件9安装在所述底板7外侧。
35.上述技术方案的工作原理和有益效果为:当待焊接工件和焊接材料等物掉落时,压力检测警示装置8可用于及时警示工作人员进行停工调整。具体为:当待焊接工件和焊接材料等物掉落到底板7上时,触发片81被压向接近开关83,接近开关83连通使得警示件9报警。当触发片81上方的掉落物被拿走时,海绵层82适应性伸展复位,触发片81远离接近开关83,此时接近开关83断开。并且,待焊接工件和焊接材料等物掉落到底板7上时,海绵层82适应性压缩,海绵层82的弹性可有效减少工件等掉落物的磕碰磨损,并有效减少对底板7造成的损害。
36.可选的,所述警示件9为警铃或警示灯。
37.最后应说明的是,以上各实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解;其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1