一种液压管道组对装置的制作方法
1.本实用新型属于焊接技术领域,涉及一种液压管道组对装置,尤其是一种φ76mm液压管道组对装置。
背景技术:
2.目前,一些大型钢企的中、重型材项目升级技术改造中,不少改造重点包括液压站的改造,各种液压站涉及到的大量液压管道的组对接焊,而液压站管道担负着输送着各种压力大小的气、液体介质。液压管道的组对接焊时,尤其常规的φ76mm液压管道的焊接传统方法都是现场组对后采用手工(tig)钨极氩弧焊全氩焊接或手工(tig)钨极氩弧焊打底,手工焊条电弧焊填充和盖面焊接,但是针对大型技术改造项目来讲,这种焊接方式效率低、劳动强度大、焊缝质量过分依赖于焊工的操作技巧和经验,而且经常因焊缝质量检验不合格,影响在线产品的质量和技术改造进度。管管自动焊接也是常用的焊接方式,其可根据现场液压管道焊缝的大小、管壁的厚薄、管道材质的不同,制定焊接工艺,可以大大提高工作效率、缩短工程工期、降低劳动强度、增加焊缝外形美观,同时也避免人为因素引起的焊缝质量差异,保证焊缝质量稳定,但是管管自动焊接在各种管道焊接坡口组对上比较严格控制,两管组对错边量同心度几乎为零,实现难度较大,另外因管管自动焊接由管道的上而下360
°
全位置连续焊接,需要根据管道的直径、壁厚,选择合适的工艺参数来保证。
技术实现要素:
3.针对在背景技术中存在的液压管道组对焊接的技术问题,本实用新型提供了一种液压管道组对装置。
4.本实用新型解决技术问题的技术方案如下:
5.本实用新型一种液压管道组对装置,它包括至少两个组对工装单元,每个组对工装单元包括固定底座和可移动连杆机构,固定底座的顶部设置有滑槽;所述可移动连杆机构包括滑动设置于滑槽内的滑座,滑座的一端部与固定底座之间设置有滑座调节机构,滑座顶部两侧分别通过销轴连接有第一连杆和第二连杆,第一连杆或第二连杆中部与滑座顶部之间还设置有双向调节机构;第一连杆和第二连杆的另一端分别通过销轴共同连接有第三连杆,滑座、第一连杆、第二连杆和第三连杆构成平行四边形连杆结构,第三连杆的顶部设置有管道锁紧机构。
6.进一步地,所述滑槽呈“t”型,所述滑座的底部呈“t”型并滑动设置于滑槽内侧。
7.进一步地,所述固定底座的四角位置分别设置有支撑腿。
8.进一步地,所述双向调节机构包括下调节螺纹转动桶、上调节螺纹转动桶和双向螺杆,下调节螺纹转动桶和上调节螺纹转动桶的一端分别通过销轴与滑座顶部和第一连杆或第二连杆中部活动连接,该下调节螺纹转动桶和上调节螺纹转动桶的另一端分别设置有内螺纹,双向螺杆的两侧分别设置有外螺纹并分别与第一连杆或第二连杆内螺纹连接,当双向螺杆正向或反向转动时,可将第一连杆和第二连杆相互靠近或远离。
9.进一步地,所述滑座与滑座调节机构连接的一端开设有转动槽,该端部外侧间隔设置有挡板,挡板上与转动槽对应位置开设有调节螺孔,其底部与固定底座相连接;所述滑座调节机构包括调节螺杆,调节螺杆螺纹连接在调节螺孔内,其端部插入转动槽内,其杆体靠近端部位置上开设有限位环槽,限位环槽内设置有两个半法兰,半法兰通过若干固定螺杆与滑座连接固定。
10.进一步地,所述管道锁紧机构包括第三连杆顶部两侧设置有弧形支撑座,弧形支撑座的顶部可拆卸设置有相适配的弧形锁紧管卡。
11.一种液压管道组对焊接工艺,用于两段液压管道端部组对焊接,对两段液压管道相对应端部开设坡口后,使用上述技术方案所述的液压管道组对装置将两段液压管道的坡口进行组对,分别将两个组对工装单元相对应间隔设置,然后将两段液压管道分别通过管道锁紧机构固定在两个组对工装单元的顶部,然后通过滑座调节机构初步调整两段液压管道的间距,再通过双向调节机构进行两段液压管道相对应端口上下左右位置的微调,待两个坡口对接组对完成并形成v型坡口后,通过焊接设备进行焊接。
12.进一步地,所述的一种液压管道组对焊接工艺,包括如下步骤:
13.步骤一、焊前准备;
14.1.1)、焊接设备:管管自动焊主电源和管管自动焊接机:
15.1.2)、辅助设施:角磨机、锉刀、手锤、扁铲、面罩、样板、测温仪、放大镜、保温棉;
16.1.3)、焊件材料:本体20#钢φ76液压管道,选用h08mn2sia焊丝,规格φ1.2mm;
17.1.4)、焊前堆焊要求:通过手工角磨机加工并清理裂纹坡口表面去除铁锈、油脂和水分;
18.1.5)、焊接位置:360
°
全位置焊接;
19.1.6)、焊接要求:所有焊接层必须无任何焊接缺陷并熔合于母材;
20.1.7)、根据液压管道规格设置焊接工艺参数;
21.步骤二、焊接实施;
22.2.1)、将管管自动焊主电源设置好,将管管自动焊接机在v型坡口的任意一侧固定,同时将焊枪在v型坡口处固定,调节管管自动焊主电源设定的参数并控制在v型坡口处的焊枪焊接,水平口管道底层、填充层、盖面层焊接时,焊枪均从12点起步,由上向下连续循环转动360
°
焊接一次成型,熔化的焊丝角度随着焊枪转动焊接始终保持垂直状态,焊枪钨极棒和焊丝角度在60~75
°
之间,多层多道焊接;
23.2.2)、盖面层表面略高于母材本体,并且两侧跟母材圆滑过渡,全部焊接完成后无需进行应力和变形热处理,采用保温棉整体覆盖焊缝再冷却到室温,再通过mt、pt渗透探伤符合要求无任何缺陷后,拆分管管自动焊接机和管道锁紧机构,进行下两段液压管道的组对焊接。
24.进一步地,所述液压管道为φ76mm液压管道,管管自动焊主电源为型号aw-315管管自动焊接电源,管管自动焊接机为型号mwg-170的管管自动焊接机。
25.相对于现有技术,本实用新型所述的一种液压管道组对装置,其设计新颖,结构合理,取材及制作方便,操作简单,其通过组对工装单元上的滑座调节机构实现液压管道间距的初步调整,再通过双向调节机构对两段液压管道的焊接坡口实现精确组对,配合其焊接工艺,有效实现液压管道的组对自动焊接,无需依赖焊工经验,仅需按要求操作即可,大大
降低操作人员的劳动强度,并且焊接质量可靠稳定,现场操作维护方便,作业时间短,具备很好的实用性。
附图说明
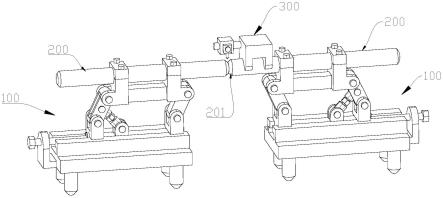
26.图1为本实用新型中液压管道组对装置的结构示意图;
27.图2为本实用新型中组对工装单元的整体示意图;
28.图3为本实用新型中组对工装单元另一视角的整体示意图;
29.图4为本实用新型中滑座调节机构的爆炸结构示意图;
30.图5为本实用新型中组对工装单元的爆炸示意图;
31.图6为本实用新型焊接工艺的焊接层次示意图;
32.图7为本实用新型中焊接工艺的焊接顺序、方向和层次示意图;
33.图中:100、组对工装单元;10、固定底座;11、滑槽;12、支撑腿;13、挡板;14、调节螺孔;20、可移动连杆机构;21、滑座;22、第一连杆;23、第二连杆;24、第三连杆;25、销轴;26、弧形支撑座;27、双向调节机构;271、下调节螺纹转动桶;272、上调节螺纹转动桶;273、双向螺杆;28、弧形锁紧管卡;29、滑座调节机构;291、调节螺杆;292、半法兰;293、固定螺杆;294、转动槽;295、限位凹槽;200、液压管道;201、坡口;300、管管自动焊机。
具体实施方式
34.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
35.除非另作定义,此处使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开专利申请说明书以及权利要求书中使用的“上”、“下”、“左”、“右”、“前”、“后”、“内”、“外”、“横”、“纵”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也相应地改变。连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。本实用新型未详述之处,均为本技术领域技术人员的公知技术。
36.实施例1:
37.如图1-图5所示,本实用新型一种液压管道组对装置,用于两段液压管道200相对应管口所开设坡口201的组对,以便于两段液压管道200的焊接,它包括至少两个组对工装单元100,每个组对工装单元100包括固定底座10和可移动连杆机构20,固定底座10的顶部设置有滑槽11;所述可移动连杆机构20包括滑动设置于滑槽11内的滑座21,滑座21的一端部与固定底座10之间设置有滑座调节机构29,滑座21顶部两侧分别通过销轴25连接有第一连杆22和第二连杆23,第一连杆22和第二连杆23规格相同,第一连杆22或第二连杆23中部与滑座21顶部之间还设置有双向调节机构27;第一连杆22和第二连杆23的另一端分别通过销轴25共同连接有第三连杆24,滑座21、第一连杆22、第二连杆23和第三连杆24构成平行四边形连杆结构,第三连杆24的顶部设置有用于支撑并锁紧液压管道200的管道锁紧机构。应用时,将两段液压管道200分别锁紧固定在第三连杆24上,通过滑座调节机构29控制滑座21
在滑槽11内水平向移动,初步调整两段液压管道200相对应管口的间距,然后通过双向调节机构27分别调整两个管口的垂直向和水平向的位置,完成管口所开设坡口201的精确组对,因滑座21、第一连杆22、第二连杆23和第三连杆24构成平行四边形连杆结构,锁紧在管道锁紧机构上的液压管道200会始终处于水平位置。
38.本实施例中,所述滑槽11呈“t”型,所述滑座21的底部呈“t”型并滑动设置于滑槽11内侧,通过均呈“t”型的滑槽11和滑座21底部,可以将滑座21限位于滑槽11内,便于调整滑座21的水平向位置。
39.本实施例中,所述固定底座10的四角位置分别设置有支撑腿12,以增加与地面的摩擦力,为液压管道200提供稳定的支撑。
40.本实施例中,所述双向调节机构27包括下调节螺纹转动桶271、上调节螺纹转动桶272和双向螺杆273,下调节螺纹转动桶271和上调节螺纹转动桶272的一端分别通过销轴25与滑座21顶部和第一连杆22或第二连杆23中部活动连接,该下调节螺纹转动桶271和上调节螺纹转动桶272的另一端分别设置有相反的内螺纹,双向螺杆273的两侧分别设置有外螺纹并分别与第一连杆22或第二连杆23内螺纹连接,当双向螺杆273正向或反向转动时,可将第一连杆22和第二连杆23相互靠近或远离,通过该双向调节机构27配合由滑座21、第一连杆22、第二连杆23和第三连杆24构成平行四边形连杆结构,可以很方便的微调第三连杆24顶部的液压管道24的管口位置。
41.本实施例中,所述滑座21与滑座调节机构29连接的一端开设有转动槽294,该端部外侧间隔设置有挡板13,挡板13上与转动槽294对应位置开设有调节螺孔14,其底部与固定底座10相连接;所述滑座调节机构29包括调节螺杆291,调节螺杆291螺纹连接在调节螺孔14内,其端部插入转动槽294内,其杆体靠近端部位置上开设有限位环槽295,限位环槽295内设置有两个半法兰292,半法兰292通过若干固定螺杆293与滑座21连接固定,通过旋转调节螺杆291即可带动滑座21在滑槽11内水平向移动。
42.本实施例中,所述管道锁紧机构包括第三连杆24顶部两侧设置有用于支撑液压管道200的弧形支撑座26,弧形支撑座26的顶部可拆卸设置有相适配的弧形锁紧管卡28,用于锁紧液压管道200。
43.实施例2:
44.如图1-图7所示,本实用新型一种液压管道组对焊接工艺,用于两段液压管道200端部组对焊接,以φ76mm的液压管道200为例,先对两段液压管道200相对应端部开设坡口201后,再使用实施例1所述的液压管道组对装置将两段液压管道200的坡口201进行组对,首先分别将两个组对工装单元100相对应间隔设置,确保在同一水平线上,然后将两段液压管道200分别通过管道锁紧机构固定在两个组对工装单元100的顶部,然后通过滑座调节机构29初步调整两段液压管道200的间距,再通过双向调节机构27进行两段液压管道200相对应管口上下左右位置的微调,待两个坡口201对接组对完成并形成v型坡口后,通过焊接设备300进行焊接,其具体焊接步骤如下:
45.步骤一、焊前准备;
46.1.1)、焊接设备:型号为aw-315管管自动焊主电源和型号为mwg-170管管自动焊接机;
47.该型号的自动焊机相关参数如下:
48.(1)、焊接管径:φ50-325mm;
49.(2)、适用钨极直径:2.0-3.0mm;
50.(3)、焊接齿圈旋转速度:0.2-6rpm;
51.(4)、保护气体:氩气纯度99.999%;
52.(5)、冷却方式:循环水冷;
53.(6)、冷却水流量:550ml/min;
54.1.2)、辅助设施:角磨机、锉刀、手锤、扁铲、面罩、样板、测温仪、放大镜、保温棉;
55.1.3)、焊件材料:本体20#钢φ76液压管道,选用h08mn2sia焊丝,规格φ1.2mm;
56.1.4)、焊前堆焊要求:通过手工角磨机加工并清理裂纹坡口表面去除铁锈、油脂和水分;
57.1.5)、焊接位置:360
°
全位置焊接;
58.1.6)、焊接要求:所有焊接层必须无任何焊接缺陷并熔合于母材;
59.1.7)、根据液压管道200规格设置焊接工艺参数;
60.焊接工艺路线:焊机主电源以及辅助设备通电安装
‑‑‑
试机
‑‑‑
设计液压管道组对焊接装置所需图纸尺寸
‑‑
制作液压管道组对焊接装置
‑‑‑
安装管管自动焊接机
‑‑‑
加工各种管道规格焊接件模块
‑‑‑
按照焊接工艺
‑‑‑
打磨组对
‑‑‑
按照规格调试制定焊接工艺
‑‑‑
输入编程
‑‑‑
焊接检验
‑‑‑
验收合格
‑‑
交付使用;
61.步骤二、焊接实施;
62.2.1、将管管自动焊主电源设置好,将管管自动焊接机在v型坡口的任意一侧固定,同时将焊枪在v型坡口处固定,调节管管自动焊主电源设定的参数并控制在v型坡口处的焊枪焊接,φ76mm的液压管道200为例,焊接工艺参数:自动焊接机
‑‑
焊枪代码
‑‑‑
管径(mm)76
‑‑
壁厚6(mm)6
‑‑
总区间数5
‑‑
提前充气(s)2
‑‑
滞后送气(s)5
‑‑
预熔时间(s)2
‑‑
预熔电流(a)120
‑‑
电流衰减时间(s)10
‑‑
电流上升时间(s)0.1
‑‑
送丝开启延时(s)0
‑‑
弧长开启延时(s)3
‑‑
退丝时间(s)0.2
‑‑
退丝速度(mm/min)1400
‑‑
区间单位选择(角度)
‑‑‑
主轴转速(mm/min)50
‑‑
送丝速度(mm/min)340~380
‑‑
弧长电压设定(v)
‑‑
12~14
‑‑
终止角度90~370
‑‑
送丝终止角度360
‑‑
高电流(a)140~150
‑‑
高电流时间(s)0.1
‑‑
低电流(a)50
‑‑
低电流时间(s)0.1,水平口管道底层、填充层、盖面层焊接时,焊枪均从12点起步,由上向下连续循环转动360
°
焊接一次成型,熔化的焊丝角度随着焊枪转动焊接始终保持垂直状态,焊枪钨极棒和焊丝角度在60~75
°
之间,多层多道焊接(整体焊接顺序以及焊接层如图6和图7所示);
63.2.2、盖面层表面略高于母材本体,并且两侧跟母材圆滑过渡,全部焊接完成后无需进行应力和变形热处理,采用保温棉整体覆盖焊缝再冷却到室温,再通过mt、pt渗透探伤符合要求无任何缺陷后,保证焊接后的焊缝平行于管材,并采用先制作尺寸样板进行比对,符合管道焊接安装施工要求后,拆分管管自动焊接机和管道锁紧机构,进行下两段液压管道200的组对焊接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1