一种可调快速自定位夹具的制作方法
1.本实用新型涉及夹具技术领域,特别是涉及一种可调快速自定位夹具。
背景技术:
2.片式电阻在阻值修调过程中,需要将片式电阻稳定的固定在定位工装上,才能进行修调加工。原有阻值修调设备中经常是操作员手动将片式电阻放置在相应位置,再手动压紧或是锁紧,以达到固定片式电阻的目的。修调阻值通常每次只修调一片,这种操作员手动将片式电阻放置在相应位置的做法,很难保证每片电阻的定位一致性,且上、下料效率很低。手动上、下料,每片电阻的定位一致性不好,电阻的定位精度会间接导致每次阻值修调的精度。而且,每次都需要操作员手动上、下料,电阻修调节拍较长,严重影响生产效率。因此需要提供一种片状电阻在电阻修调过程中,需要将片状电阻样品进行快速装夹固定,且需要保证一定的角度及水平度的快速定位夹具。
技术实现要素:
3.有鉴于此,本实用新型提供一种可调快速自定位夹具,主要目的在于提升待定位工件的定位精度,提高电阻阻值修调的精度及一致性,从而增加电阻修调设备的加工质量及良品率。
4.为达到上述目的,本实用新型主要提供如下技术方案:
5.本实用新型的实施例提供一种可调快速自定位夹具。其包括:
6.基座;
7.托板,其安装在所述基座的上表面上;
8.负压吸附装置,其镶嵌在所述托板的中心位置;所述托板围绕所述负压吸附装置均匀设置有第一通孔、第二通孔、第三通孔和第四通孔,所述托板在所述第一通孔和第二通孔的夹角之间设置有第五通孔;
9.两个固定定位装置,其均包括固定在所述基座上的固定定位副,所述两个固定定位副分别位于所述第一通孔和所述第二通孔内;
10.两个气动定位装置,其均包括固定在所述基座内的第一导轨、安装在所述第一导轨上并可在所述第一导轨上前后移动的第一轴承座、安装在所述第一轴承座上的第一轴承副和与所述第一轴承座连接的气缸,所述气缸驱动所述第一轴承座在所述第一导轨上前后移动带动所述第一轴承副沿所述第一导轨方向前后移动,所述两个第一轴承副分别位于所述第三通孔和所述第四通孔内;
11.微调螺纹副,其包括固定在所述基座内的第二导轨、安装在所述第二导轨上并可在所述第二导轨上前后移动的第二轴承座、安装在所述第二轴承座上的第二轴承副、安装在所述基座上的螺母、分别与所述螺母和所述第二轴承座连接的手拧螺杆和固定在所述基座内并与所述第二轴承座连接的拉紧弹簧,所述手拧螺杆顺时针旋转驱动所述第二轴承座在所述第二导轨上向前移动带动所述第二轴承副沿第二导轨方向向前移动,所述手拧螺杆
逆时针旋转,所述第二轴承座在所述拉紧弹簧的作用下在所述第二导轨上向后移动带动所述第二轴承副沿第二导轨方向向后移动,所述第二轴承副位于所述第五通孔内;
12.位置监测装置,其安装在所述托板上靠近所述两个气动定位装置的位置上。
13.如前所述的,所述第一通孔和所述第二通孔的长度均与两个固定定位副的长度一致。
14.如前所述的,所述第三通孔和所述第四通孔的长度大于所述两个第一轴承副的长度。
15.如前所述的,所述第五通孔的长度略大于所述第二轴承副的长度。
16.如前所述的,所述气缸固定在所述基座上。
17.如前所述的,所述手拧螺杆与所述第二轴承座连接的一端设置有钢珠,所述手拧螺杆通过钢珠与所述轴承座接触连接。
18.如前所述的,所述位置监测装置采用定位传感器。
19.借由上述技术方案,本实用新型的可调快速自定位夹具至少具有下列优点:
20.本实用新型的可调快速自定位夹具通过设置负压吸附装置、固定定位装置和气动定位装置,实现机械定位,从而使本实用新型的定位精度一致性好,可以极大的提升待定位工件的定位精度,提高片式电阻阻值修调的精度及一致性,从而增加电阻修调设备的加工质量及良品率,并且相比原有的手动放置待定位工件后,用人力调整待定位工件位置及角度,提高了生产效率。
21.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。
附图说明
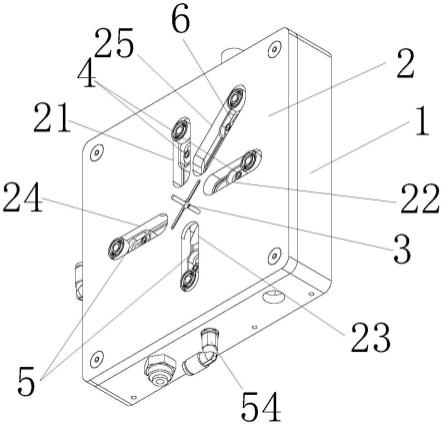
22.图1是本实用新型可调快速自定位夹具的立体结构示意图;
23.图2是本实用新型可调快速自定位夹具的俯视结构示意图;
24.图3是本实用新型可调快速自定位夹具的侧视结构示意图;
25.图4是本实用新型固定定位装置、气动定位装置和微调螺纹副的安装结构立体结构示意图;
26.图5是本实用新型固定定位装置、气动定位装置和微调螺纹副的安装结构示意图;
27.图6是本实用新型微调螺纹副结构示意图。
具体实施方式
28.为更进一步阐述本实用新型为达成预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本实用新型申请的具体实施方式、结构、特征及其功效,详细说明如后。
29.如图1所示,本实用新型的一个实施例提出的一种可调快速自定位夹具,其包括:基座1、托板2、负压吸附装置3、两个固定定位装置4、两个气动定位装置5、微调螺纹副6和位置监测装置。
30.如图1至图3所示,所述基座1起到与设备主体结构连接及承载所述可调快速自定
位夹具上附属的其余结构件的作用。所述托板2,其安装在所述基座1的上表面上,起到载物作用;所述负压吸附装置3,其镶嵌在所述托板2的中心位置,起辅助定位待定位工件的作用;所述托板2围绕所述负压吸附装置3均匀设置有第一通孔21、第二通孔22、第三通孔23和第四通孔24,所述托板2在所述第一通孔21和第二通孔22的夹角之间设置有第五通孔25。
31.如图1、图2、图4和图5所示,所述两个固定定位装置4,其均包括固定在所述基座1上的固定定位副41,两个固定定位副41分别位于所述第一通孔21和所述第二通孔22内;在本实用新型中,所述第一通孔21和所述第二通孔22的长度均与两个固定定位副41的长度一致。
32.如图1、图2、图4和图5所示,所述两个气动定位装置5,其均包括固定在所述基座1内的第一导轨51、安装在所述第一导轨51上并可在所述第一导轨51上前后移动的第一轴承座52、安装在所述第一轴承座52上的第一轴承副53和与所述第一轴承座52连接的气缸54,所述气缸54驱动所述第一轴承座52在所述第一导轨51上前后移动带动所述第一轴承副53沿所述第一导轨51方向前后移动,所述两个第一轴承副53分别位于所述第三通孔23和所述第四通孔24内;在本实用新型中,所述第三通孔23和所述第四通孔24的长度大于所述两个第一轴承副53的长度。本实用新型采用固定定位装置4和气动定位装置4配合定位,可将待定位工件夹紧,第一轴承座在气缸的推、拉力的作用下,完成前进或后退的运动,实现对待定位工件的夹紧、松开的功能。
33.如图1、图2、图4、图5和图6所示,所述微调螺纹副6,其包括固定在所述基座1内的第二导轨61、安装在所述第二导轨61上并可在所述第二导轨61上前后移动的第二轴承座62、安装在所述第二轴承座62上的第二轴承副63、安装在所述基座1上的螺母64、分别与所述螺母64和所述第二轴承座62连接的手拧螺杆65和固定在所述基座1内并与所述第二轴承座62连接的拉紧弹簧66,所述手拧螺杆65顺时针旋转驱动所述第二轴承座62在所述第二导轨61上向前移动带动所述第二轴承副63沿第二导轨61方向向前移动,所述手拧螺杆65逆时针旋转,所述第二轴承座62在所述拉紧弹簧66的作用下在所述第二导轨61上向后移动带动所述第二轴承副63沿第二导轨方向向后移动,所述第二轴承副63位于所述第五通孔25内;在具体工作时,由于此前已经通过两个固定定位装置和两个气动定位装置分别将待定位工件边夹紧,微调螺纹副与待定位工件接触后,通过手拧螺杆前后调节,即可改变待定位工件装夹时的旋角,调整到合适角度后,将微调螺纹副锁紧。
34.所述位置监测装置,其安装在所述托板2上靠近所述两个气动定位装置5的位置上,位置检测装置可以判断两个气动定位装置的位置,从而判断是否已经装夹好待定位工件。在本实用新型中,所述位置监测装置采用定位传感器。本实用新型的所述可调快速自定位夹具可以配合抓取机械手臂使用,以实现设备的自动化,节约人力成本。
35.具体使用本实用新型所述的可调快速自定位夹具时,将待定位工件放置在托板上(可手动或使用机械搬运手臂),负压吸附装置将待定位工件吸附住,使待定位工件下平面与托板上平面贴合,两个第一轴承副在气缸的推动作用下向前推出,将待定位工件挤压在两个固定定位副和两个第一轴承副之间,起到夹紧作用,且可以保证定位一致性。
36.本实用新型实施例的可调快速自定位夹具通过设置负压吸附装置、固定定位装置和气动定位装置,实现机械定位,从而使本实用新型的定位精度一致性好,可以极大的提升物料的定位精度,提高片式电阻阻值修调的精度及一致性,从而增加电阻修调设备的加工
质量及良品率,并且相比原有的手动放置物料后,用人力调整物料位置及角度,提高了生产效率。
37.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1