屏幕开孔方法及磨头与流程
[0001]
本发明涉及电子设备加工领域,特别是涉及屏幕开孔方法及磨头。
背景技术:
[0002]
随着移动通讯技术的发展,全面屏已经越来越多地被应用到智能电子设备中。继刘海屏、水滴屏之后,为进一步提升手机的屏占比,通孔屏已经成为下一个主流的设计方案,而在屏幕上开孔则是通孔屏的关键工艺。
[0003]
当前,在光学屏幕上开孔一般可以利用激光切割器切割或数控钻孔机直接钻孔,然而采用激光切割器切割时产生的热量较高,容易对屏幕及其周边的相关部件造成损伤,且利用激光切割设备投资成本较高,操作工序复杂、人力成本高;利用数控钻孔机直接钻孔生产成本较低,然而数控钻孔机钻孔时是在光学屏幕上逐层研磨,一层研磨完毕后磨头下压研磨下一层直至最终打通屏幕,在磨头下压的过程中极易造成屏幕破损,产品良率在70%以下,产生的废料较多,提高了材料成本,且磨头下压时承受屏幕的反作用力冲击极易发生损坏,频繁更换磨头也增加了维护成本。为了提升产品良率,可以考虑利用激光切割器粗开孔,再利用数控钻孔机精磨,然而这必然会带来设备投入和人力成本的提高,且产品良率也没有很明显的提升。
技术实现要素:
[0004]
基于此,有必要针对光学屏幕打孔良率低、磨头容易破损的问题,提供一种屏幕开孔方法及磨头。
[0005]
一种屏幕开孔方法,包括如下步骤:
[0006]
(1)准备阶段:将待加工的屏幕固定于钻孔机的工作台表面,并将磨头安装在钻孔机的旋转驱动部件上,移动磨头至待加工屏幕待打孔位的上方;
[0007]
(2)通孔阶段:开启钻孔机,旋转驱动部件驱动磨头回转的同时使磨头以一定的进给速度沿轴向持续向下移动,磨头底端通孔段的通孔磨面研磨待加工屏幕直至在待加工屏幕表面形成通孔;
[0008]
(3)扩孔阶段:驱动磨头使其向下移动至磨头的扩孔段前端与通孔的边缘接触,利用扩孔段周向的扩孔磨面研磨通孔的边缘使其孔径扩大;
[0009]
(4)精修阶段:驱动磨头使其继续向下移动至磨头精修段前端与孔的边缘接触,利用环绕磨头精修段周向的精修磨面研磨通孔使其边缘光滑;
[0010]
(5)下料阶段:驱动磨头使其向上移动至与屏幕分离,将屏幕从钻孔机的工作台表面取下。
[0011]
上述屏幕开孔方法,至少具有以下有益的技术效果:
[0012]
1、本发明的屏幕开孔方法中,不是利用磨头逐层研磨直接打通屏幕,而是将开孔过程分为三个阶段进行:通孔阶段从上至下沿着钻孔路径螺旋式逐渐钻入屏幕,在这一过程中对屏幕持续施加纵向压力,与现有逐层研磨的打孔方式相比,通孔阶段磨头渐进地钻
入屏幕,对屏幕的纵向压力很小,并非间隔地对屏幕施加突然的纵向冲击力,因而屏幕不会由于受冲击发生破损;在通孔阶段将屏幕打通后再进行扩孔和精修使最终开孔的孔径达到要求的尺寸,在扩孔阶段和精修阶段磨头不与屏幕表面直接接触,因而不会有导致屏幕破损的可能性,实际试验表明采用该方案良率可以达到99.65%,产生的废料极少,降低了材料投入成本。
[0013]
2、本发明在通孔阶段持续对屏幕施加纵向压力,通孔速度较快;扩孔阶段和精修阶段不用担心屏幕被破坏,因而可以设置较高的切削速度,总体上一次开孔的速率有了显著的提升,大大缩短了同一批次产品的加工时间,生产效率有了明显的提升。
[0014]
3、将开孔和精整两个步骤合而为一,在开孔的同时直接对边缘进行精修,省去了单独进行精修操作的步骤,节约了生产加工的时间;也能够避免单独精修对中不精确产生误差导致开孔位置偏移预期工位,从而可以满足更高精度的使用要求,加工质量和良品率得到了很大程度的提高。
[0015]
4、由于通孔阶段磨头对屏幕持续施加很小的纵向压力,相应地承受来自屏幕的反作用力冲击很小,降低了磨头发生损坏的概率,使用周期长,降低了维护成本。
[0016]
在其中一个实施例中,所述步骤(2)至步骤(4)中磨头的转速为45000r/min。
[0017]
在其中一个实施例中,所述步骤(2)中磨头的进给速度为100-200mm/min。
[0018]
在其中一个实施例中,所述步骤(3)中扩孔磨面研磨通孔边缘的切削速度为250-300mm/min,所述步骤(4)中精修磨面研磨通孔的切削速度为150-250mm/min。
[0019]
一种磨头,包括从所述磨头的端部开始沿长度方向依次设置的通孔段、扩孔段和精修段,所述通孔段的端面为通孔磨面,所述扩孔段环绕周向设有扩孔磨面,所述精修段环绕周向设有精修磨面,所述精修磨面上沿长度方向间隔设有多个精磨槽。
[0020]
上述结构的磨头,至少具有以下有益的技术效果:
[0021]
1、上述磨头设计为三段式,从磨头端部开始沿长度方向依次为通孔段、扩孔段和精修段,打孔过程中依次穿过屏幕。其中,通孔段可螺旋式逐渐钻入并穿过屏幕,持续向屏幕施加较小的纵向压力,对屏幕的冲击较小;通孔段将屏幕打通后再利用扩孔段和精修段进行扩孔和精修使最终开孔的孔径达到要求的尺寸,扩孔段和精修段的磨面皆环绕周向设置,周向的磨面只对孔的边缘进行研磨,不与屏幕表面直接接触,因而不会有导致屏幕破损的可能性,提升了屏幕开孔的良率。
[0022]
2、由于扩孔段和精修段的磨面皆环绕周向设置,周向的磨面对孔的边缘进行研磨的过程中不会对屏幕表面施力,因而可以设置较高的速度研磨扩孔,可以提升屏幕上开孔的速率。
[0023]
3、将通孔段、扩孔段和精修段集合在同一个磨头上,在开孔的同时可直接利用精修段对边缘进行精修,省去了单独精修时的对中步骤,能够节约加工时间;也能够避免单独精修对中不精确产生误差导致开孔位置出现偏差的状况,从而可以满足更高精度的加工要求,很大程度上提高了加工质量和良品率。
[0024]
在其中一个实施例中,所述通孔磨面为圆弧面。
[0025]
在其中一个实施例中,所述精磨槽的宽度为0.23mm。
[0026]
在其中一个实施例中,所述通孔磨面表面的磨砂目数为300-500,所述扩孔磨面表面的磨砂目数为300-500,所述精修磨面表面的磨砂目数为1000-1500。
[0027]
在其中一个实施例中,所述通孔段的最大直径为1.6mm,所述扩孔段的直径为1.6mm。
[0028]
在其中一个实施例中,所述精修段的直径为1.9mm。
附图说明
[0029]
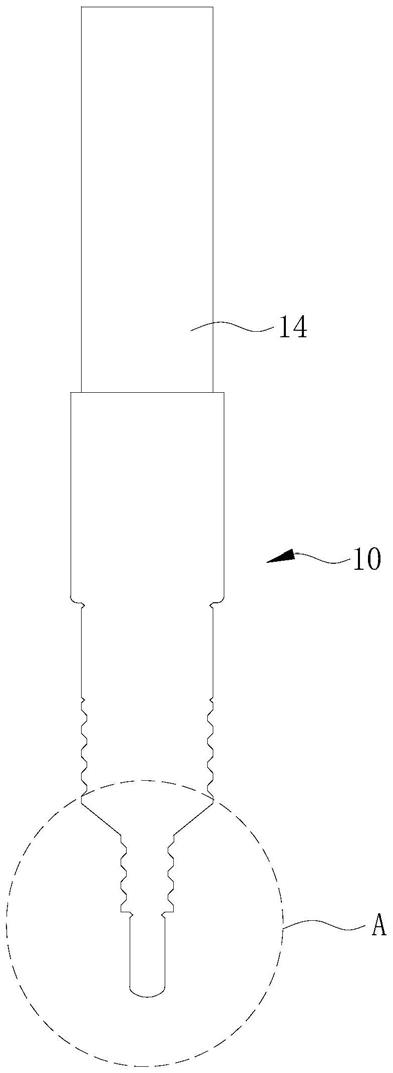
图1为本发明一实施例的磨头的结构示意图;
[0030]
图2为图1中a处的局部放大图;
[0031]
图3为图1中磨头的通孔段的通孔磨面研磨通孔的受力分析示意图;
[0032]
图4为本发明一实施例提供的屏幕开孔方法中的通孔阶段的示意图;
[0033]
图5为图4的俯视图。
[0034]
图中:10.磨头,11.通孔段,110.通孔磨面,12.扩孔段,120.扩孔磨面,13.精修段,130.精修磨面,131.精磨槽,14.连接段,20.屏幕,21.tft层,22.cf层,201.通孔。
具体实施方式
[0035]
下面结合附图对本发明作进一步说明。
[0036]
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。本领域普通技术人员将认识到,在不背离由随附的权利要求所限定的本发明的范围的情况下,可以对本文所描述的各种实施例作出变化和改进。此外,为了清楚和简洁起见,可能省略对熟知的功能和构造的描述。
[0037]
应当理解的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件;当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
[0038]
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
[0039]
如图1-图3所示,本发明一实施例中,提供一种磨头10,包括从磨头10端部开始沿长度方向依次设置的通孔段11、扩孔段12和精修段13,通孔段11的端面为通孔磨面110,扩孔段12环绕周向设有扩孔磨面120,精修段13环绕周向设有精修磨面130,精修磨面130上沿长度方向间隔设有多个精磨槽131。
[0040]
上述磨头10设计为三段式,从磨头10端部开始沿长度方向依次为通孔段11、扩孔段12和精修段13,打孔过程中依次穿过屏幕20。其中,通孔段11可螺旋式逐渐钻入并穿过屏幕20,持续向屏幕20施加较小的纵向压力,对屏幕20的冲击较小;通孔段11将屏幕20打通后再利用扩孔段12和精修段13进行扩孔和精修使最终开孔的孔径达到要求的尺寸,扩孔段12和精修段13的磨面皆环绕周向设置,周向的磨面只对孔的边缘进行研磨,不与屏幕20表面直接接触,因而不会有导致屏幕20破损的可能性,提升了屏幕20开孔的良率。
[0041]
由于扩孔段12和精修段13的磨面皆环绕周向设置,周向的磨面对孔的边缘进行研磨的过程中不会对屏幕20表面施力,因而可以设置较高的速度研磨扩孔,可以提升屏幕20
上开孔的速率。
[0042]
将通孔段11、扩孔段12和精修段13集合在同一个磨头10上,在开孔的同时可直接利用精修段13对边缘进行精修,省去了单独精修时的对中步骤,能够节约加工时间;也能够避免单独精修对中不精确产生误差导致开孔位置出现偏差的状况,从而可以满足更高精度的加工要求,很大程度上提高了加工质量和良品率。
[0043]
参考图3,在一些实施例中,通孔磨面110为圆弧面。圆弧形的通孔磨面110相较于水平的研磨面来说,一方面圆弧形的研磨面底部与屏幕20接触产生纵向力,同时圆弧形研磨面的侧面对通孔的边缘产生斜向下的研磨力f,该斜向下的研磨力f可分解为纵向研磨力f
z
和横向研磨力f
φ
,相较于纵向研磨力f
z
,施加到孔边缘的横向研磨力f
φ
可以对孔的边缘进行研磨从而逐步促进孔的外扩,不会对对孔边缘处的玻璃产生冲击损伤,进一步降低了屏幕20破片的风险;纵向研磨和横向研磨同时进行可以加快开孔的速度,有利于螺旋打孔进程的进行;此外,由于圆弧形的通孔磨面110具有较大的研磨面积,可以减轻磨头10磨损的程度,使用周期长,更换的频率低,进一步降低了维护成本。
[0044]
在一些实施例中,精磨槽131的宽度为0.23mm。经试验,采用该宽度的精磨槽131具有较好的精磨效果,能够保证最终开孔具有光滑的边缘,满足更高的使用要求。
[0045]
在一些实施例中,通孔磨面110表面的磨砂目数为300-500,扩孔磨面120表面的磨砂目数为300-500,精修磨面130表面的磨砂目数为1000-1500。通孔磨面110和扩孔磨面120的磨砂目数较小有利于提高通孔和扩孔的速率;精修磨面130的磨砂目数较大有利于保证最终形成的开孔边缘光滑。
[0046]
在一些实施例中,通孔段11的最大直径为1.6mm,扩孔段12的直径为1.6mm,精修段13的直径为1.9mm。通孔段11具有较小的直径,与屏幕20表面的接触面积较小,保持对屏幕20施加的纵向压力也更小,从而减轻了对屏幕20的冲击;且通孔段11与屏幕20间小的接触面积有利于通孔段11的通孔磨面110对屏幕20表面集中研磨,加快了通孔速度。精修段13具有较大的直径,环绕其周向的精修磨面130旋转时具有较高的线速度,可以加快对开孔边缘的精磨速度。
[0047]
以在lcd液晶显示器的屏幕20上开孔为例,在本发明另一实施例中,提供一种屏幕20开孔方法,具体包括如下步骤:
[0048]
(1)准备阶段:将待加工的屏幕20固定于钻孔机的工作台表面,并将磨头10的连接段14安装在钻孔机的旋转驱动部件如电机的输出轴上,移动磨头10至待加工lcd液晶显示器屏幕20待打孔位的上方;
[0049]
本实施例中,lcd液晶显示器的屏幕20包括两层膜:tft(thin film transistor,薄膜晶体管)层和cf(color filter,彩色滤光片)层。具体地,cf层22向lcd液晶显示器提供红、绿、蓝(光的三原色)的来源,产生彩色图形;tft层21在lcd液晶显示器中起传输和控制电信号的作用,即通过tft层21确定施加在屏幕20上的电压的大小。
[0050]
(2)通孔阶段:开启钻孔机,旋转驱动部件驱动磨头10回转的同时使磨头10以一定的进给速度沿轴向持续向下移动,磨头10的下降或上升可以通过钻孔机上的进给驱动机构如液压伸缩杆或电动伸缩杆驱动实现;参考图4和图5,磨头10底端通孔段11的通孔磨面110从上至下沿螺旋路径依次研磨待加工屏幕20的tft层21和cf层22直至在待加工屏幕20表面形成通孔201;
[0051]
(3)扩孔阶段:驱动磨头10使其向下移动至磨头10的扩孔段12前端与通孔201的边缘接触时,磨头10停止向下移动,利用扩孔段12周向的扩孔磨面120研磨通孔201的边缘使其孔径扩大;
[0052]
(4)精修阶段:驱动磨头10使其继续向下移动至磨头10精修段13前端与通孔201的边缘接触时,磨头10停止向下移动,利用环绕磨头10精修段13周向的精修磨面130研磨通孔201使其边缘光滑;
[0053]
(5)下料阶段:驱动磨头10使其向上移动至与屏幕20分离,将屏幕20从钻孔机的工作台表面取下。
[0054]
本发明的屏幕20开孔方法中,将开孔过程分为多个阶段进行:在图4中,通孔阶段沿着钻孔路径螺旋式逐渐钻入屏幕20的tft层21和cf层22,在这一过程中对屏幕20持续施加纵向压力,与现有逐层研磨的打孔方式相比,通孔阶段磨头10渐进地钻入屏幕20,对屏幕20的纵向压力很小,并非间隔地对屏幕20施加突然的纵向冲击力,因而屏幕20不会由于受冲击发生破损;在通孔阶段将屏幕20打通后再进行扩孔和精修使最终开孔的孔径达到要求的尺寸,在扩孔阶段和精修阶段磨头10不与屏幕20表面直接接触,因而可降低屏幕20破损的可能性,实际试验表明,共加工28449块样品,良率可以达到99.65%,产生的废料极少,极大降低了材料投入成本。
[0055]
本发明在图4所示的通孔阶段持续对屏幕20施加纵向压力,通孔速度较快;后续的扩孔阶段和精修阶段不用担心屏幕20被破坏,可以设置较高的切削速度,总体上显著提升了一次开孔的速率,大大缩短了同一批次产品的加工时间,生产效率有了明显的提升。
[0056]
将开孔和精整两个步骤合而为一,在开孔的同时直接对边缘进行精修,省去了单独进行精修操作时对中的步骤,节约了生产加工的时间;也能够避免单独精修对中不精确产生误差导致开孔位置偏移预期工位,从而可以满足更高精度的使用要求,加工质量和良品率得到了很大程度的提高。
[0057]
由于通孔阶段磨头10对屏幕20持续施加很小的纵向压力,相应地承受来自屏幕20的反作用力冲击很小,降低了磨头10发生损坏的概率,使用周期长,降低了维护成本。
[0058]
在一些实施例中,步骤(2)-步骤(4)中磨头10的转速为45000r/min。磨头10保持在该转速时具有较快的加工速度,且通孔、扩孔和精修的效果较好,运行稳定性高。
[0059]
在一些实施例中,步骤(2)中磨头10的进给速度为100-200mm/min。既不会由于速度过快加大对屏幕20的纵向压力导致屏幕20破损,又能够使通孔速率保持在一个较高的水平。
[0060]
在一些实施例中,步骤(3)中扩孔磨面120研磨通孔边缘的切削速度为250-300mm/min,步骤(4)中精修磨面130研磨通孔的切削速度为150-250mm/min。在步骤(3)的扩孔阶段和步骤(4)的精修阶段磨头10不与屏幕20表面直接接触,因而不会有导致屏幕20破损的可能性,切削速度较快,提升了开孔的速率,有效缩短了同一批次产品的加工时间。
[0061]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0062]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来
说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1