一种基于层流等离子的在线钢轨表面强化小车的制作方法
1.本发明属于铁路钢轨强化和修复领域,涉及一种在钢轨表面在线强化处理和修复的移动式在线处理装置,具体为一种基于层流等离子的在线钢轨表面强化小车。
背景技术:
2.轨道交通是关系到国计民生的重要交通设施,钢轨是轨道交通的重要组成部分。随着列车速度、运量和轴重的提高,钢轨的质量和使用寿命也变得尤为重要。在列车运行中,钢轨直接承受列车载荷并引导车轮运行,受到车轮的撞击和摩擦双重作用,其磨损十分严重,特别是小半径曲线、道岔、接头等处。如何提高钢轨的使用寿命,已经成为降低铁路运行成本,提高铁路运行效率的关键之一。
3.为了提高铁道钢轨的使用寿命,国内外一般采取三种方法:第一,采用全长淬火工艺,获得细片状珠光体组织;第二,采用低合金高碳钢钢轨或者贝氏体钢取代高碳钢,进一步提高钢轨的强度;第三,采用高能束表面处理技术以提高钢轨表面硬度。在过去几年中,钢轨全长淬火技术取得了显著的效果,它使钢轨的耐磨性分别提高了50%(直道)和100%(弯道)。然而,全长淬火技术的主要不足之处在于钢轨的表面不能够出现马氏体甚至贝氏体组织,否则将大幅度降低钢轨的断裂韧性,导致钢轨在服役过程中出现断轨等事故,严重影响到铁道的安全运行。因此,全长淬火后钢轨硬度一般控制在hv320~390之间,其耐磨性潜力的挖掘已经接近极限。低合金高碳钢钢轨或者贝氏体钢虽然大幅提高了钢轨强度和耐磨性能,但强度的提升必然导致钢轨的断裂韧性的降低,在使用过程中加大了钢轨脆断的风险和行车安全隐患,目前也仅应用于少量特殊地段,并未得到进一步推广应用。
4.高能束表面处理技术是近二十年发展十分迅速的金属材料表面强化技术之一,它包括激光相变淬火、熔凝淬火、表面合金化和表面熔覆技术等工艺,其共同特点是加热速度快、热影响区小、工件变形小,因此有望取代感应全长淬火工艺,成为新一代的钢轨表面强化工艺。研究表明,由于激光表面强化技术的高加热速度、高冷却速度、硬化层深度有限和硬化层呈现压应力状态等特点,钢轨表面即使出现马氏体组织,也不会导致钢轨的强韧性显著下降。特别是由于马氏体组织的硬度显著高于细片状珠光体,因此可以突破感应全长淬火工艺时钢轨表面硬度不能高于hv390的上限,使得钢轨的表面耐磨性跃上新台阶。此外,激光表面淬火技术具有硬化层深度方便调控、不需要淬火介质、不需要回火、工件变形小等特点,因此除了可以在生产车间内实现定点加工,考虑到铁路干线繁忙的现状,还可望研发出专用移动设备,将设备搬运到铁路现场,在不拆卸钢轨的前提下,完成轨道的在线淬火。在线处理的移动式激光加工装置应具有高机动性,能够在尽量不影响列车正常运行的前提下,实现钢轨表面强韧化和修复处理。
5.中国发明专利文献“一种用于钢轨表面强韧化处理的在线激光加工设备”(公告号为cn101240367,公开日为2008年08月13日)报道中,提出了一种用于钢轨表面强韧化处理的在线激光加工设备,可以在不拆卸钢轨、不影响列车的正常运行前提下,完成各种钢轨,包括正轨、弯道、护轮轨、道岔等的激光相变淬火、熔凝淬火、合金化和熔覆处理,实现钢轨
的在线强化与修复。该发明将激光加工设备分为激光加工车和动力系统集装箱两部分。其中激光加工车包括安装在移动小车上的运动执行机构,激光加工头,导光系统和控制系统;激光加工车采用三轮结构,在两个车轮的一侧安装了一个激光加工头,激光加工头的光路入光口直接采用传输光纤与动力系统集装箱上的光纤激光器连接。在实际加工时,激光加工车在控制系统控制下,沿着轨道方向前进,激光束在导光系统的作用下导向钢轨表面,由运动执行机构带动激光加工头左右摆动,实现对钢轨表面的激光强化及修复处理。激光加工车在加工完一边轨道后,需将激光加工车调头换向,对另一边轨道进行激光强化及修复处理。
6.上述专利文献所提出激光加工车的主要不足之处为加工效率较低,激光加工车一次只能对单边钢轨进行激光强化及修复处理,完成一边之后须将激光加工车调头换向,再对另一边进行加工,且单位处理效率较低(单边小于30米/小时),严重影响了对钢轨实际进行激光处理时的加工效率,不适应现场作业需求。
技术实现要素:
7.本发明旨在解决现有技术问题,而提出了一种基于层流等离子的在线钢轨表面强化小车。
8.一种基于层流等离子的在线钢轨表面强化小车,其特征在于:小车主体、发生器电源、伺服驱动系统减速器、伺服驱动系统安装架、发生器旋转点火机构、操作控制台、发生器随动机构、发生器随动机构定位轮、发生器安装架随动装置、发生器定位装置、层流等离子发生器和发生器安装架,所述小车的一侧设置有多个发生器电源,所述小车的另一侧设置有操作控制台,所述伺服驱动系统安装架设置在小车中部,所述伺服驱动系统安装架上设置有伺服驱动系统减速器,所述小车底部设置有多个发生器安装架,所述发生器安装架上设置有多个层流等离子发生器、多个发生器安装架随动装置和多个发生器定位装置,所述发生器安装架随动装置上设置有发生器随动机构定位轮,所述发生器安装架上设置有发生器旋转点火机构。
9.所述发生器安装架上设置有至少7个层流等离子发生器。
10.所述伺服驱动系统用于驱动发生器的安装角度。
11.所述发生器电源的数量根据发生器的数量进行确定。
12.所述发生器安装架上设置设置的发生器安装架随动装置数量根据发生器的数量进行确定。
13.所述发生器安装架上至少设置有8套发生器定位装置。
14.所述发生器定位装置为激光定位器。
15.本发明的有益效果:1.本发明由于采用了伺服驱动系统,使得发生器的在进行位置调整时变得准确,可调范围大,精度高。
16.2.本发明由于采用了旋转点火机构,使得等离子发生器在任何角度都能进行点火。
17.3.本发明由于采用了发生器随动机构,使得发生器在进行钢轨表面处理时,发生器相对于铁轨的位置变得固定,增强了对铁轨处理的稳定性。
18.4.本发明由于使用了发生器定位装置,能够实时检测发生器的工作角度,随时进行钢轨强化需求的调整,增加了钢轨强化的精度。
附图说明
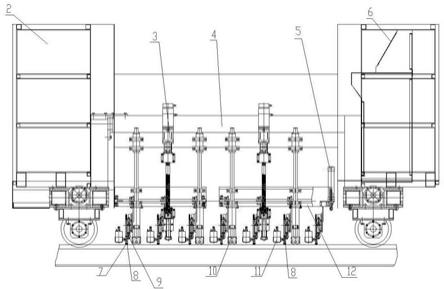
19.图1 为本发明的结构示意图;附图标记图中:1、小车主体,2、发生器电源,3、伺服驱动系统减速器,4、伺服驱动系统安装架,5、发生器旋转点火机构,6、操作控制台,7、发生器随动机构,8、发生器随动机构定位轮,9、发生器安装架随动装置,10、发生器定位装置,11、层流等离子发生器,12、发生器安装架。
具体实施方式
20.下面通过对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
21.如图1实施例1一种基于层流等离子的在线钢轨表面强化小车,其特征在于:小车主体1、发生器电源2、伺服驱动系统减速器3、伺服驱动系统安装架4、发生器旋转点火机构5、操作控制台6、发生器随动机构7、发生器随动机构定位轮8、发生器安装架随动装置9、发生器定位装置10、层流等离子发生器11和发生器安装架12,所述小车的一侧设置有多个发生器电源2,所述小车的另一侧设置有操作控制台6,所述伺服驱动系统安装架4设置在小车中部,所述伺服驱动系统安装架4上设置有伺服驱动系统减速器3,所述小车底部设置有多个发生器安装架12,所述发生器安装架12上设置有多个层流等离子发生器11、多个发生器安装架随动装置9和多个发生器定位装置10,所述发生器安装架随动装置9上设置有发生器随动机构定位轮8,所述发生器安装架12上设置有发生器旋转点火机构5。
22.实施例2一种基于层流等离子的在线钢轨表面强化小车,其特征在于:小车主体1、发生器电源2、伺服驱动系统减速器3、伺服驱动系统安装架4、发生器旋转点火机构5、操作控制台6、发生器随动机构7、发生器随动机构定位轮8、发生器安装架随动装置9、发生器定位装置10、层流等离子发生器11和发生器安装架12,所述小车的一侧设置有多个发生器电源2,所述小车的另一侧设置有操作控制台6,所述伺服驱动系统安装架4设置在小车中部,所述伺服驱动系统安装架4上设置有伺服驱动系统减速器3,所述小车底部设置有多个发生器安装架12,所述发生器安装架12上设置有多个层流等离子发生器11、多个发生器安装架随动装置9和多个发生器定位装置10,所述发生器安装架随动装置9上设置有发生器随动机构定位轮8,所述发生器安装架12上设置有发生器旋转点火机构5。
23.所述发生器安装架12上设置有至少7个层流等离子发生器11。
24.所述发生器安装架12上设置设置的发生器安装架随动装置9数量根据发生器的数量进行确定。
25.所述发生器安装架12上至少设置有8套发生器定位装置10。
26.所述发生器定位装置10为激光定位器。
27.实施例3一种基于层流等离子的在线钢轨表面强化小车,其特征在于:小车主体1、发生器电源2、伺服驱动系统减速器3、伺服驱动系统安装架4、发生器旋转点火机构5、操作控制台6、发生器随动机构7、发生器随动机构定位轮8、发生器安装架随动装置9、发生器定位装置10、层流等离子发生器11和发生器安装架12,所述小车的一侧设置有多个发生器电源2,所述小车的另一侧设置有操作控制台6,所述伺服驱动系统安装架4设置在小车中部,所述伺服驱动系统安装架4上设置有伺服驱动系统减速器3,所述小车底部设置有多个发生器安装架12,所述发生器安装架12上设置有多个层流等离子发生器11、多个发生器安装架随动装置9和多个发生器定位装置10,所述发生器安装架随动装置9上设置有发生器随动机构定位轮8,所述发生器安装架12上设置有发生器旋转点火机构5。
28.所述发生器安装架12上设置有至少7个层流等离子发生器11。
29.所述伺服驱动系统用于驱动发生器的安装角度。
30.所述发生器安装架12上至少设置有8套发生器定位装置10。
31.所述发生器定位装置10为激光定位器。
32.实施例4一种基于层流等离子的在线钢轨表面强化小车,其特征在于:小车主体1、发生器电源2、伺服驱动系统减速器3、伺服驱动系统安装架4、发生器旋转点火机构5、操作控制台6、发生器随动机构7、发生器随动机构定位轮8、发生器安装架随动装置9、发生器定位装置10、层流等离子发生器11和发生器安装架12,所述小车的一侧设置有多个发生器电源2,所述小车的另一侧设置有操作控制台6,所述伺服驱动系统安装架4设置在小车中部,所述伺服驱动系统安装架4上设置有伺服驱动系统减速器3,所述小车底部设置有多个发生器安装架12,所述发生器安装架12上设置有多个层流等离子发生器11、多个发生器安装架随动装置9和多个发生器定位装置10,所述发生器安装架随动装置9上设置有发生器随动机构定位轮8,所述发生器安装架12上设置有发生器旋转点火机构5。
33.所述发生器安装架12上设置有至少7个层流等离子发生器11。
34.所述伺服驱动系统用于驱动发生器的安装角度。
35.所述发生器电源2的数量根据发生器的数量进行确定。
36.所述发生器安装架12上至少设置有8套发生器定位装置10。
37.所述发生器定位装置10为激光定位器。
38.实施例5一种基于层流等离子的在线钢轨表面强化小车,其特征在于:小车主体1、发生器电源2、伺服驱动系统减速器3、伺服驱动系统安装架4、发生器旋转点火机构5、操作控制台6、发生器随动机构7、发生器随动机构定位轮8、发生器安装架随动装置9、发生器定位装置10、层流等离子发生器11和发生器安装架12,所述小车的一侧设置有多个发生器电源2,所述小车的另一侧设置有操作控制台6,所述伺服驱动系统安装架4设置在小车中部,所述伺服驱动系统安装架4上设置有伺服驱动系统减速器3,所述小车底部设置有多个发生器安装架12,所述发生器安装架12上设置有多个层流等离子发生器11、多个发生器安装架随动装置9和
多个发生器定位装置10,所述发生器安装架随动装置9上设置有发生器随动机构定位轮8,所述发生器安装架12上设置有发生器旋转点火机构5。
39.所述发生器安装架12上设置有至少7个层流等离子发生器11。
40.所述伺服驱动系统用于驱动发生器的安装角度。
41.所述发生器电源2的数量根据发生器的数量进行确定。
42.所述发生器安装架12上设置设置的发生器安装架随动装置9数量根据发生器的数量进行确定。
43.所述发生器定位装置10为激光定位器。
44.实施例6一种基于层流等离子的在线钢轨表面强化小车,其特征在于:小车主体1、发生器电源2、伺服驱动系统减速器3、伺服驱动系统安装架4、发生器旋转点火机构5、操作控制台6、发生器随动机构7、发生器随动机构定位轮8、发生器安装架随动装置9、发生器定位装置10、层流等离子发生器11和发生器安装架12,所述小车的一侧设置有多个发生器电源2,所述小车的另一侧设置有操作控制台6,所述伺服驱动系统安装架4设置在小车中部,所述伺服驱动系统安装架4上设置有伺服驱动系统减速器3,所述小车底部设置有多个发生器安装架12,所述发生器安装架12上设置有多个层流等离子发生器11、多个发生器安装架随动装置9和多个发生器定位装置10,所述发生器安装架随动装置9上设置有发生器随动机构定位轮8,所述发生器安装架12上设置有发生器旋转点火机构5。
45.所述发生器安装架12上设置有至少7个层流等离子发生器11。
46.所述伺服驱动系统用于驱动发生器的安装角度。
47.所述发生器电源2的数量根据发生器的数量进行确定。
48.所述发生器安装架12上设置设置的发生器安装架随动装置9数量根据发生器的数量进行确定。
49.所述发生器安装架12上至少设置有8套发生器定位装置10。
50.实施例7一种基于层流等离子的在线钢轨表面强化小车,其特征在于:小车主体1、发生器电源2、伺服驱动系统减速器3、伺服驱动系统安装架4、发生器旋转点火机构5、操作控制台6、发生器随动机构7、发生器随动机构定位轮8、发生器安装架随动装置9、发生器定位装置10、层流等离子发生器11和发生器安装架12,所述小车的一侧设置有多个发生器电源2,所述小车的另一侧设置有操作控制台6,所述伺服驱动系统安装架4设置在小车中部,所述伺服驱动系统安装架4上设置有伺服驱动系统减速器3,所述小车底部设置有多个发生器安装架12,所述发生器安装架12上设置有多个层流等离子发生器11、多个发生器安装架随动装置9和多个发生器定位装置10,所述发生器安装架随动装置9上设置有发生器随动机构定位轮8,所述发生器安装架12上设置有发生器旋转点火机构5。
51.所述发生器安装架12上设置有至少7个层流等离子发生器11。
52.所述伺服驱动系统用于驱动发生器的安装角度。
53.所述发生器电源2的数量根据发生器的数量进行确定。
54.所述发生器安装架12上设置设置的发生器安装架随动装置9数量根据发生器的数量进行确定。
55.所述发生器安装架12上至少设置有8套发生器定位装置10。
56.所述发生器定位装置10为激光定位器。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1